堆焊镍基耐蚀层工艺的研究与应用
2018-01-03于建平陈彩侠
于建平,陈彩侠
(1.上海中洲特种合金材料股份有限公司,上海 201815;2.南德认证检测(中国)有限公司上海分公司,上海 200070)
堆焊镍基耐蚀层工艺的研究与应用
于建平1,陈彩侠2
(1.上海中洲特种合金材料股份有限公司,上海 201815;2.南德认证检测(中国)有限公司上海分公司,上海 200070)
通过焊接工艺试验,采用手工钨极氩弧焊、脉冲-自动氩弧焊、熔化极气体保护焊三种焊接方法在碳钢母材上分别堆焊Inconel 625、Incoloy 825镍基焊材,其堆焊层熔敷金属的化学成分、力学性能、金相组织、抗晶间腐蚀能力均满足客户技术要求及ASME规范要求。此镍基焊材已应用于生产制造中,且效果良好。
碳钢;堆焊层;镍基焊材
0 前言
随着油气田、石油化工、海洋石油工程等装置设备的要求不断提高,很多设备需要良好的耐高温、耐腐蚀及较高的机械强度等性能,但价格昂贵。为降低成本通常根据腐蚀介质选用在碳钢基材零部件的相关部位堆焊耐高温氧化、耐腐蚀的镍基焊材耐腐蚀层的方式,防止、降低腐蚀介质对装置零部件的腐蚀等破坏性损失。若采用碳钢部件,在腐蚀性介质中易发生腐蚀失效现象,严重时甚至会导致安全事故[1]。
上海中洲特种合金材料股份有限公司承接了若干套材质A105碳钢且在腐蚀介质中工作的阀门、法兰等零部件订单,要求在零部件的端面、内外壁堆焊 Inconel 625(牌号:ERNiCrMo-3),Incoloy 825(牌号:ERNiFeCr-1)焊材,堆焊层需要加工的位置加工后合金厚度不小于3mm,不需要加工的位置合金厚度5~6 mm。由于工件均为大件,堆焊部位复杂,堆焊面积多,故控制焊接变形、保证堆焊质量、提高焊接效率、满足订单技术规范要求等均成为完成此订单的关注点。
1 堆焊试验
1.1 试验材料
母材材料为 ASME SA105(ASTM A105)[2],其化学成分如表1所示,力学性能如表2所示。

表1 评定用母材及焊材)化学成分%

表2 评定用母材及焊材力学性能
焊材:焊丝 Inconel 625,牌号 ERNiCrMo-3,φ1.2mm(盘状),φ2.4mm(直条);焊丝 Incoloy 825,牌号 ERNiFeCr-1,φ1.2 mm(盘状),φ2.4 mm(直条),满足 ASME Section Ⅱ Part C SFA 5.14[3],其化学成分如表1所示,力学性能如表2所示。
保护气体:氩弧焊采用纯度为99.99%的氩气,熔化极气体保护焊选用气体组分φ(Ar)69.5%+φ(He)30%+φ(CO2)0.5%。
1.2 堆焊工艺
按项目要求,优先采用带有自动编程功能的堆焊设备堆焊零部件。确定采用手工钨极氩弧焊、脉冲钨极氩弧焊、熔化极气体保护焊制作6个试样,其代号如下:
SM6——手工钨极氩弧焊堆焊,ERNiCrMo-3;
SM8——手工钨极氩弧焊堆焊,ERNiFeCr-1;
SGT——脉冲钨极氩弧焊堆焊,ERNiCrMo-3;
SGT8——脉冲钨极氩弧焊堆焊,ERNiFeCr-1;
SGM6——熔化极气体保护焊堆焊,ERNiCrMo-3;
SGM8——熔化极气体保护焊堆焊,ERNiFeCr-1。
试板规格为150 mm×150 mm×25 mm,符合ASMEⅨ QW-462.5(d)、(e)[4]。
1.3 堆焊技术
(1)焊前打磨试板堆焊面,见金属光泽后将焊板焊在相应的钢板上进行刚性固定,反变形。堆焊前用丙酮清洗堆焊区域,确保堆焊区域清洁,再堆焊后续焊道。
(2)堆焊过程中,保持较小的电流输入,堆焊层表面呈亮色,堆焊3层,堆焊高度6~7 mm。层间温度控制在100℃以下,不连续焊,堆焊焊道搭接60%~70%。不仅需要获得致密、美观、无缺陷的堆焊层,减小基体对堆焊层组织的稀释倾向,而且需要保证Ni、Cr、Mo、Fe 元素的含量,使堆焊层具有良好的耐腐蚀性和耐高温性能。
(3)焊前母材预热200℃,焊接结束后,试板进行焊后消除应力:620℃、保温2 h,随炉冷却。
(4)各堆焊工艺焊接规范如表3所示。
2 试验结果和分析
2.1 试板检验
试板堆焊层进行无损探伤检验,焊缝进行100%PT检验,按ASTME165方法检测,验收准则为ASMEⅧ Div 1 Appendix 8,合格。
2.2 熔敷金属化学成分
零件表面堆焊至少两层,机加工后堆焊层的有效厚度大于等于3 mm,其化学成分应分别满足:ASTM B443 UNS N06625(Inconel 625,且 w(Fe)≤5%,CE=%Cr+3.3%Mo+16%N≥45%)和ASTM B424 UNS N08825(Incoloy 825)的要求。距离母材熔合线1.5 mm、2.0mm、3.0 mm、5.0 mm处熔敷金属化学成分结果如表4、表5所示。均符合订单技术要求及ASME SectionⅡPart C SFA 5.14或AWS A5.14要求。
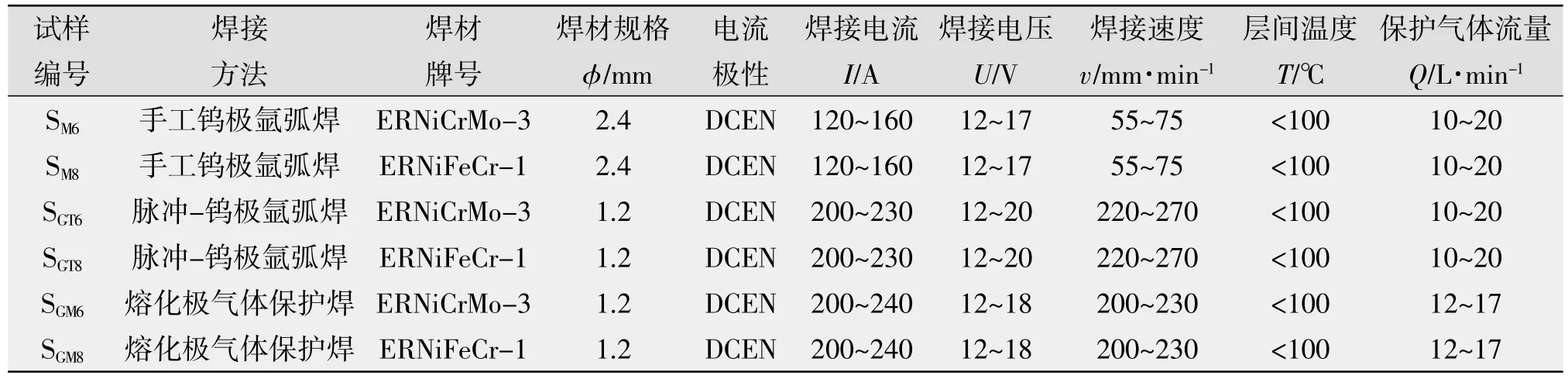
表3 焊接规范
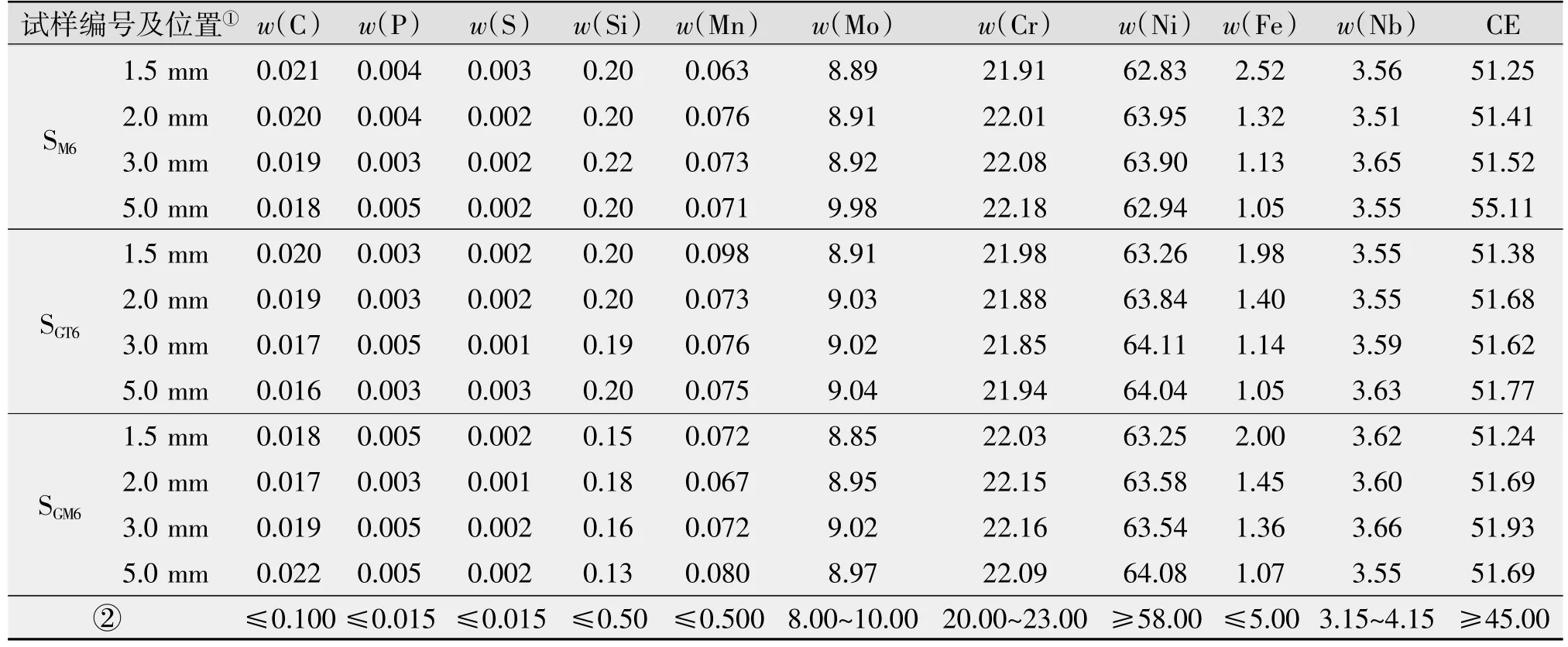
表4 熔敷金属Inconel 625化学成分%

表5 熔敷金属Incoloy 825化学成分%
2.3 弯曲、硬度试验
(1)弯曲试验按ASMEⅨ QW-160[4]进行,每个焊板4件试样按弯曲直径D=40 mm,弯曲角度180°,目视结果(QW-163):在弯曲后的凸面上,焊缝和热影响区内无开口缺陷,试样合格。
(2)硬度测试按ASTME92进行,符合NACEMR 0175/ISO15156要求:堆焊层小于等于345 HV,HAZ小于等于248HV),检测示意如图1所示,结果见表6。采用相同的焊接工艺,焊丝ERNiFeCr-1堆焊层的硬度略低于焊丝ERNiCrMo-3堆焊层的硬度。
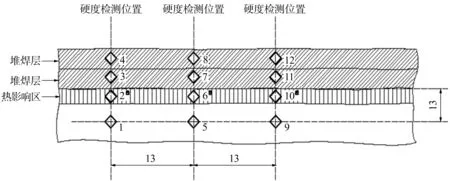
图1 硬度检测示意

表6 硬度HV10
2.4 金相检验
测试依据为ASME IX QW-183[4]。按QW-462.5(e)取样,用双氧水(浓盐酸:浓硝酸的体积比 3:1)浸蚀剂浸蚀试样,使基体与焊缝金属、热影响区呈现清晰界面,在光学显微镜下观察焊缝金属和热影响区的横断面,界面熔合处熔合完全,无气孔、无裂纹等缺陷。试样的宏观形貌如图2~图7所示。
观察到堆焊层微观组织为呈树枝晶形态生长的奥氏体组织,如图8~图13所示。手工堆焊试件,堆焊层组织为同一方向分布较均匀的奥氏体;自动堆焊试件,堆焊层组织为较均匀的奥氏体,有利于减小晶间腐蚀倾向。
2.5 晶间腐蚀试验
腐蚀试样取自堆焊层,规格40 mm×20 mm×5 mm,不允许带母材。按ASTMG28试验方法A,试样在硫酸铁-硫酸溶液中进行120 h沸腾试验[5],经检验,试样表面无缺陷,腐蚀率见表7(腐蚀率0.9 mm/year)。

图2 SM6试样的宏观形貌
3 工程应用
将上述三种堆焊工艺和焊材应用于阀体、法兰等零部件的生产制造,如图14~图17所示,堆焊其端面、内外壁,堆焊厚度5~6 mm。焊前及焊接过程中保持焊接区域清洁,严格按照堆焊工艺操作,控制焊接规范,获得低碳、高铬的熔敷金属层,具有良好的耐腐蚀、抗高温氧化、硫化等性能。
图3 SM8试样的宏观形貌
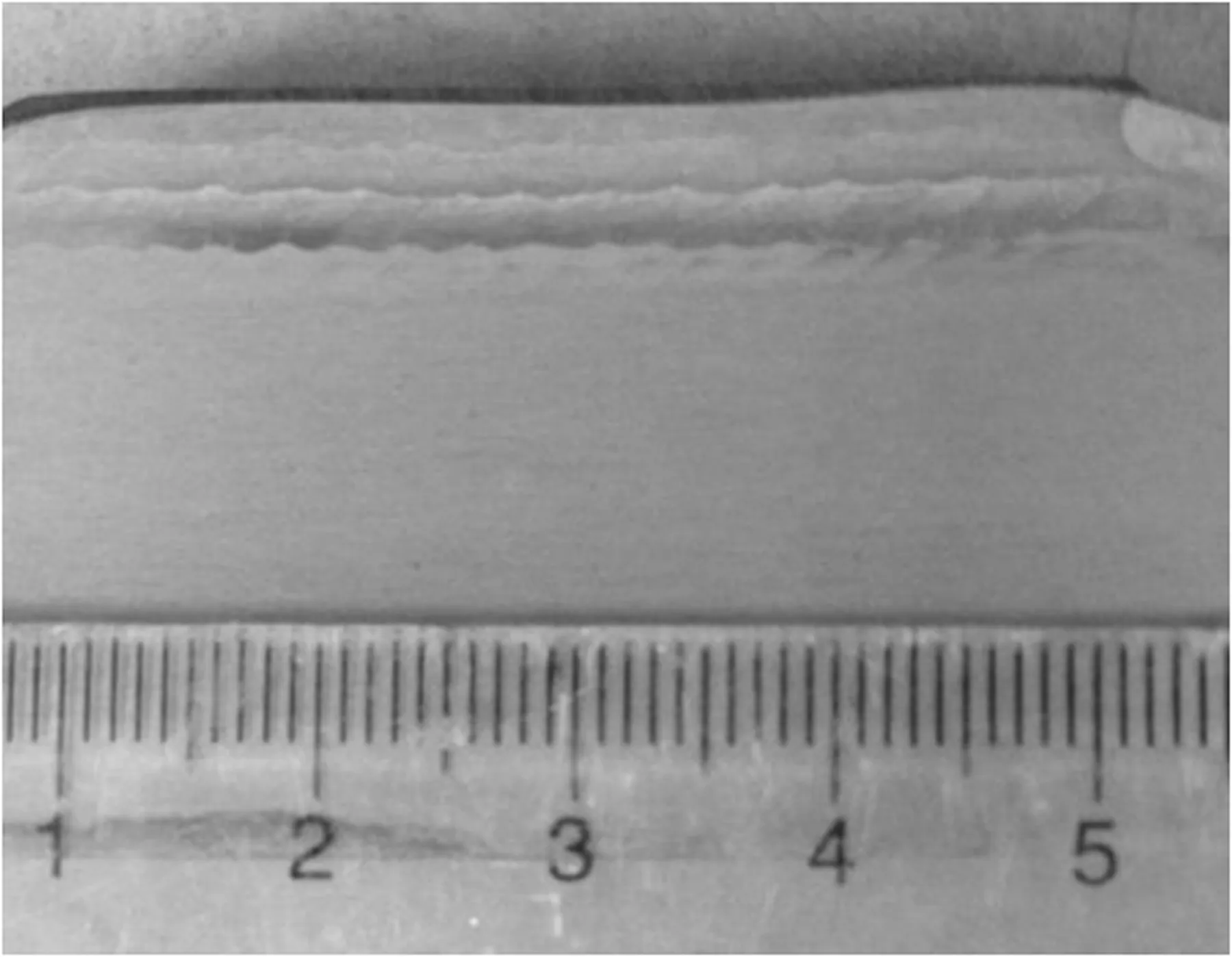
图4 SGT6试样的宏观形貌

图5 SGT8试样的宏观形貌

图6 SGM6试样的堆焊层微观组织

图7 SGM8试样的堆焊层微观组织

图8 SM6试样的堆焊层微观组织

图9 SM8试样的堆焊层微观组织
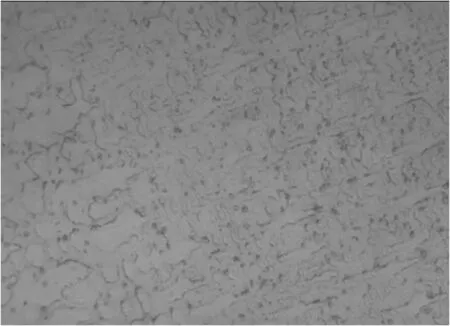
图10 SGT6试样的堆焊层微观组织
4 结论
(1)采用手工钨极氩弧焊、脉冲-自动氩弧焊、熔化极气体保护焊堆焊工艺,在ASME SA105(ASTM A105)材质上堆焊焊丝Inconel 625(牌号ERNiCrMo-3)、Incoloy 825(牌号 ERNiFeCr-1),其堆焊层经无损检测、熔敷金属化学成分、力学性能、金相检验和抗腐蚀试验,均满足客户技术规范及ASME规范要求。

图11 SGT8试样的堆焊层微观组织

图12 SGM6试样的堆焊层微观组织
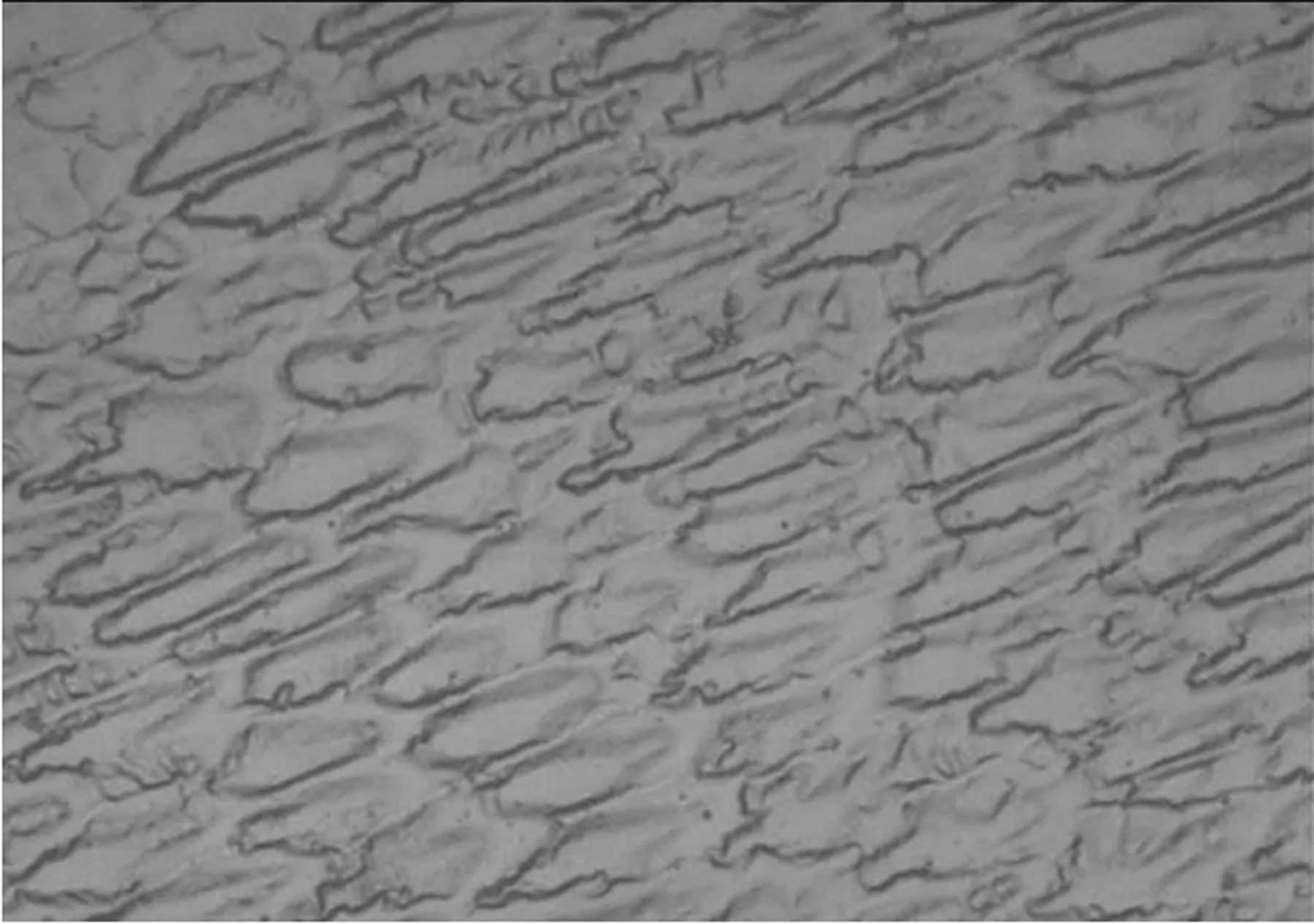
图13 SGM8试样的堆焊层微观组织

表7 晶间腐蚀腐蚀率mm/year

图14 堆焊位置之一
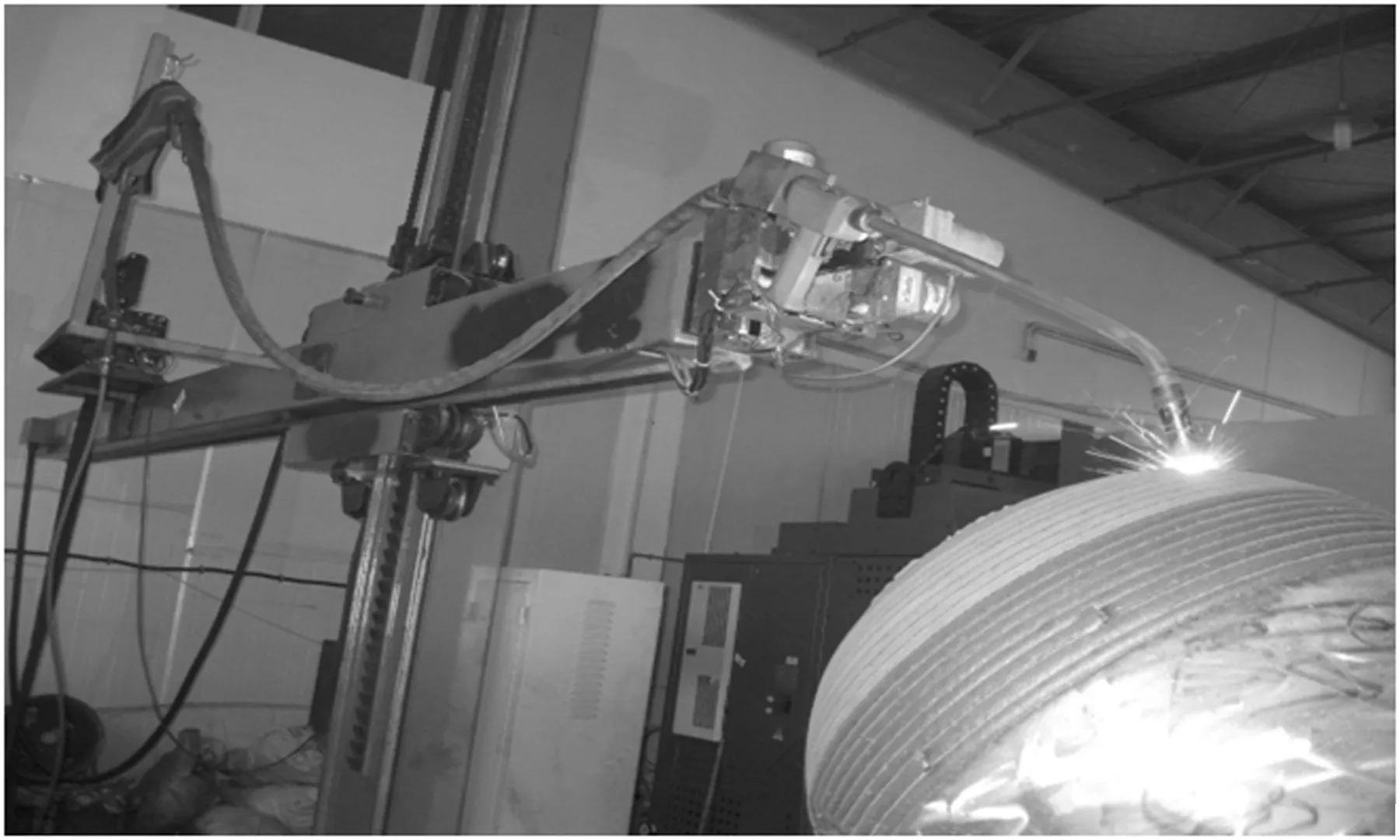
图15 外壁堆焊(GMAW)
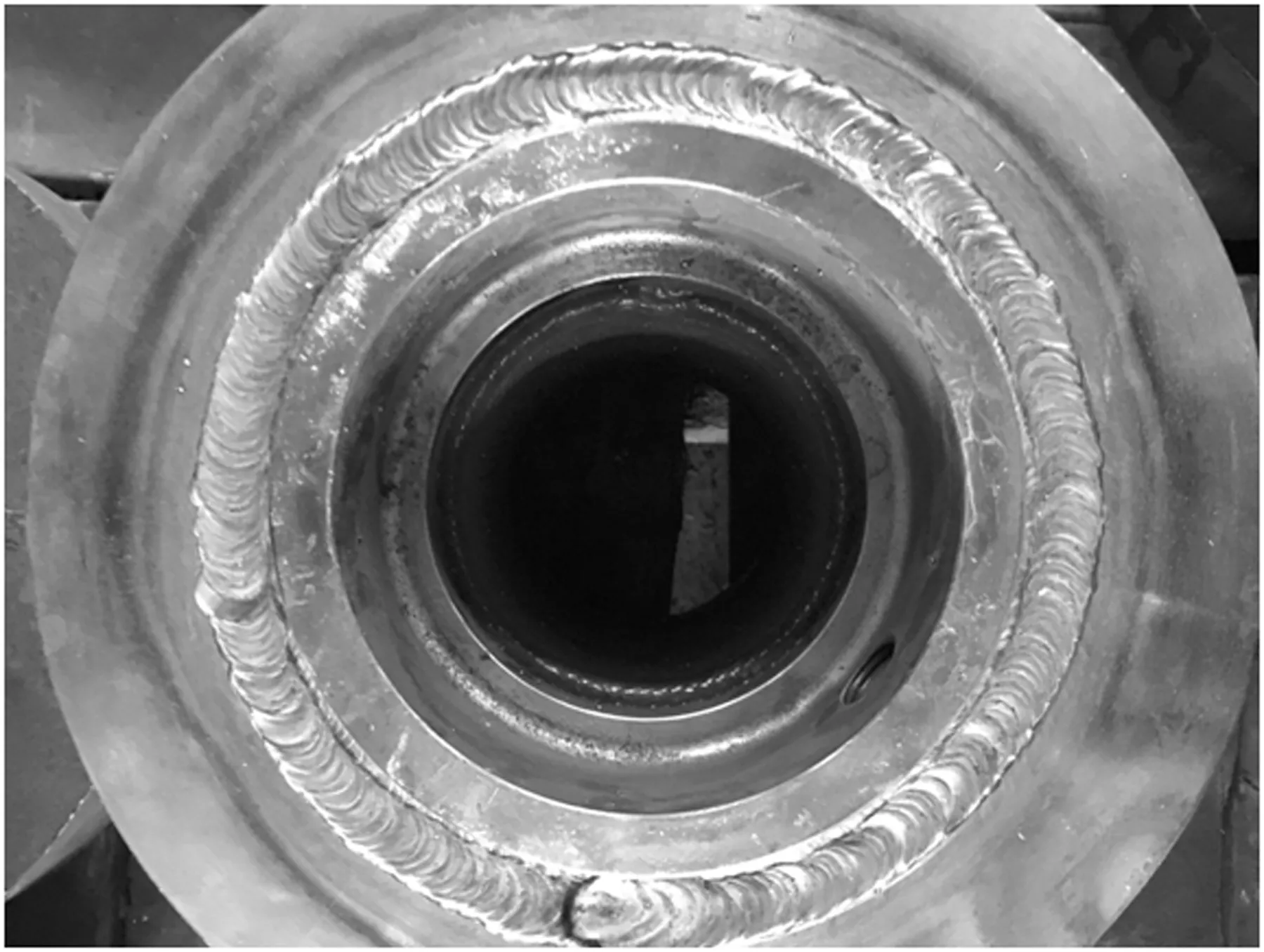
图16 端面堆焊层(手工GTAW)

图17 内壁堆焊层(脉冲-GTAW)
(2)根据零部件的工况、堆焊位置及上述焊接试验结果发现,内壁(深孔小直径)堆焊宜采用脉冲-自动氩弧焊堆焊,内、外壁堆焊宜采用熔化极气体保护焊堆焊,其热输入小,可以避免热裂纹产生,改善熔合区质量,改善熔池结晶形态,减少枝晶间偏析,使堆焊后零件变形小,堆焊层成形美观,减少加工工作量,且提高了焊接效率,生产制造效果良好。
[1]伍钢,余进,蒋凯,等.Q235基体上CMT-TWIN技术堆焊镍基合金[J].电焊机,2015,45(8):184.
[2]ASME SA105《管道用碳钢规范》[S].
[3]ASMEⅡC篇,《焊条、焊丝及填充金属》[S].
[4]ASMEⅨ,《焊接、钎接和粘结评定》[S].
[5]ASTM G28《高Cr、Ni合金晶间腐蚀检测方法》[S].
Research and application of welding technology for Nickel-based corrosion resistant overlayer
YU Jianping1,CHEN Caixia2
(1.Shanghai Zhongzhou Special Alloy Materials Co.,Ltd.,Shanghai 201815,China;2.TUV SUD Certification and Testing(China)Co.,Ltd.,Shanghai Branch,Shanghai 200070,China)
Through welding experiment,confirming three kinds of welding method,overlaying Inconel 625,Incoloy 825 Nickel-based w elding material on the carbon steel material,the welding layer deposited metal chemical composition,mechanical properties,microstructure and resist-intergranular corrosion can satisfy the technical requirements of customer and ASME specifications.All have been applied in the company's production and manufacturing,and the effection is good.
carbon steel;overlaying;Nickle-base welding material
TG455
A
1001-2303(2017)09-0018-05
10.7512/j.issn.1001-2303.2017.09.04
本文参考文献引用格式:于建平,陈彩侠.堆焊镍基耐蚀层工艺的研究与应用[J].电焊机,2017,47(09):18-22.
2017-01-11;
2017-05-15
于建平(1968—),女,高级工程师,学士,主要从事耐磨、耐腐、耐冲击等工况的高温合金、双相不锈钢及硬面焊接材料(合金焊丝、焊粉、焊条)的研发和应用工作。E-mail:Donghaiz@sina.com。
