玻璃微结构电解电火花铣削加工试验研究*
2017-11-30王明宇张建华
王明宇,张建华,刘 勇,2
(1.山东大学 机械工程学院 高效洁净机械制造教育部重点实验室,济南 250061;2.山东大学 力学与机电装备联合工程技术研究中心,山东 威海 264209)
玻璃微结构电解电火花铣削加工试验研究*
王明宇1,张建华1,刘 勇1,2
(1.山东大学 机械工程学院 高效洁净机械制造教育部重点实验室,济南 250061;2.山东大学 力学与机电装备联合工程技术研究中心,山东 威海 264209)
为满足石英玻璃等非导电硬脆材料微结构的加工需求,对微细电解电火花铣削加工工艺进行了深入的试验研究,在玻璃工件上进行了一系列微细电解电火花铣削加工工艺试验。首先,基于电解电火花加工的原理搭建了微细电解电火花铣削试验平台;其次,通过对比试验,研究了加工电压、脉冲频率、占空比和进给速度等工艺参数对铣削槽宽的影响,并通过优化工艺参数加工出微槽阵列;最后,成功加工出多个玻璃微结构包括二维微流道和三维微结构,试验结果表明微细电解电火花铣削工艺在加工非导电硬脆材料微结构方面具有很大潜力。
微细加工;电解电火花铣削;玻璃;微结构
0 引言
近年来,随着微机电系统(MEMS)的不断发展,人们对玻璃等非导电硬脆材料的微结构产品的需求不断增加。由于玻璃具有透明性、耐化学性、低导电性、低导热性及生物相容性等优良特性,被广泛用于MEMS中的微传感器、微反应器、微加速度计和微型泵[1]。但是由于其本身的特性,其微结构的加工一直是制造业中的难点。传统的机械加工方法会有很大的切削力导致硬脆材料难以加工,或者加工完成后由于微裂纹的存在导致工件失效;非传统的加工方式也存在自身的局限性,比如,电火花加工或者电解加工需要工件是导体;超声和激光等加工方法由于设备昂贵,不适合普遍推广。针对非导电硬脆材料的加工,许多学者提出了一种有效的方式—电解电火花复合加工[2-4]。电解电火花复合加工可以应用在玻璃等非导电硬脆材料的加工中,尤其适合微细结构的加工。
近些年来,国内外许多研究者对电解电火花复合加工技术进行了研究。韩国学者利用微细电解电火花加工技术在玻璃上加工出一些微孔、微流道和微结构[5-6]。伊朗学者研究了磁场施加方向和电解液浓度对电解电火花铣削加工玻璃的影响[7]。吴俊杰等研究了混粉电解电火花加工对非导电硬脆材料加工表面的影响[8]。吕传伟等研究了电解电火花加工工艺对单晶硅的表面质量的影响[9]。蒋毅等人利用电解电火花加工技术对玻璃进行了微细线切割研究[10]。对于铣削的复合加工技术,赵云峰等进行了超声振动铣削铝合金试验,研究其对表面粗糙度的影响[11];王明海等研究了超声扭转振动铣削碳化硅复合材料对表面粗糙度的影响[12]。上述研究主要集中在工艺参数对加工表面质量的影响,很少有文献研究微细电解电火花铣削加工工艺参数对槽宽的影响。目前国内外对微细电解电火花加工的研究多是加工一些微孔及二维图形,进一步的研究方向应该是面向复杂的三维微结构。
为了进一步提高非导电硬脆材料微结构的加工工艺,本文在玻璃上进行了一系列的微细电解电火花铣削加工工艺试验,研究了加工电压、脉冲频率、占空比、进给速度等工艺参数对加工结果的影响。最后选取较优化的参数在玻璃上通过电解电火花铣削加工出微槽阵列,并成功的在玻璃上加工出微流道和多个三维微结构。
1 加工原理及试验平台的搭建
1.1 微细电解电火花铣削加工原理
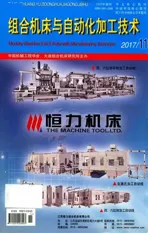
微细电解电火花铣削加工原理如图1所示,工具电极、玻璃工件和辅助阳极浸没在KOH电解液中,工具电极选用螺纹WC电极,辅助阳极选用石墨片。脉冲直流电源提供加工电压,工具电极接电源的负极,辅助阳极接电源的正极。加工时,在工具电极和辅助阳极之间施加一个电压;在电解的作用下,工具电极附近析出大量氢气形成气泡膜,气泡膜将工具电极与电解液绝缘;当电压达到临界电压时,工具电极对气泡膜外的电解液放电,击穿气泡膜,去除周边的工件材料;最后,在电解的作用下又形成新的气泡膜,开始下一个放电周期。工具电极在机床控制系统的控制下,以一定的加工路径走刀,工具电极在玻璃工件上作类似机械铣削的运动,通过工具电极的底面和侧面对周围电解液放电产生的高温去除工件材料;局部高温同时导致KOH电解液腐蚀玻璃的加剧,也会导致工件材料的去除。
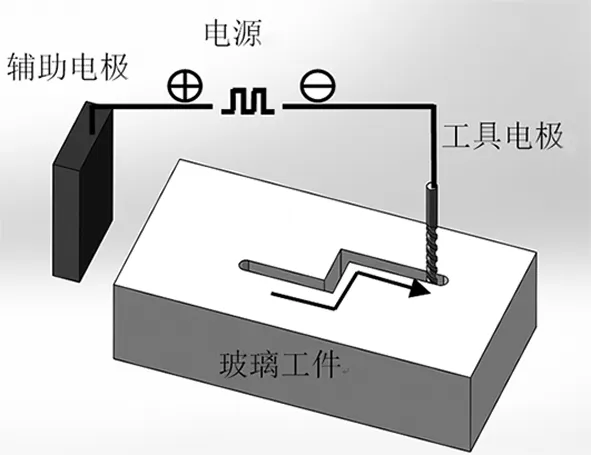
图1 微细电解电火花铣削加工原理
1.2 试验平台的搭建
微细电解电火花铣削加工试验平台如图2所示,为保证试验系统的精度,试验平台选用大理石隔振平台作为底座,用来减少外界振动的干扰;且设计了L形的大理石支架保证加工机床的垂直度。试验系统主要包括:高频脉冲电源系统、微电极系统、XYZ进给装置和控制系统等;高频脉冲电源系统是定制的RGMC-120/5/100K电源,可以调节不同的电压、频率等电参数。微电极系统包括工具电极、主轴、电极夹具、辅助阳极和电解液槽等;工具电极采用直径为105μm的螺旋WC电极,主轴的转速可以调节,工具电极和主轴依靠电极夹具连接,电解液槽放置在可升降的平台上,玻璃工件固定在电解液槽里面。XYZ进给装置是由WN261TA50H运动控制卡驱动X、Y、Z轴的马达,可以精确的控制X、Y、Z电动滑台沿三方向的进给及复杂加工路线的进给。机床控制系统基于LabWindows /CVI开发,主要实现由铣削图形生成加工路线,自动控制XYZ轴联动进给,实现复杂三维结构的铣削。
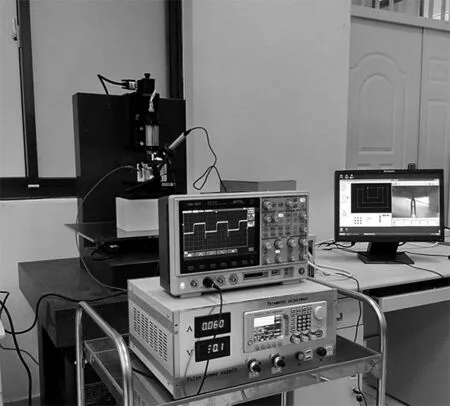
图2 微细电解电火花铣削加工试验平台
2 试验设计
通过一系列加工试验来分析微细电解电火花铣削加工过程中各主要加工参数,如加工电压、脉冲频率、占空比,以及进给速度等对加工结果的影响规律。试验中,电解液采用3mol/L的KOH溶液,玻璃工件的规格为46mm×25mm×1mm,辅助阳极为石墨片。为了避免试验中偶然性因素对加工结果的影响,每个参数的加工试验都需要进行多次重复试验,加工的结果以多次铣削加工的微槽的平均槽宽作为衡量标准。
试验的基本加工参数为:加工电压34V,脉冲频率500Hz,占空比50%,主轴转速6000rpm,进给速度2μm/s,进给深度为100μm。研究加工电压对试验结果的影响时,加工电压调节范围34V~40V;研究频率对试验结果的影响时,加工频率变化范围为200Hz~500Hz;研究占空比对试验结果的影响时,加工占空比调节范围为50%~80%;研究进给速度对试验结果的影响时,进给速度设定范围为0.5μm/s~2μm/s;其他工艺参数同基本加工参数。
3 加工试验及分析
根据试验设计的方案,针对加工电压、频率、占空比、进给速度等工艺参数对微细电解电火花铣削加工的影响进行了一系列的试验,对玻璃工件进行一系列的铣削加工试验,并成功加工出多个玻璃微结构。
3.1 加工电压对槽宽的影响
为了研究加工电压对电解电火花铣削玻璃的影响,进行了多次对比试验,加工电压对铣削槽宽的影响规律曲线如图3所示。由图3可知,电解电火花铣削加工玻璃的槽宽随着加工电压的增加而增大,材料去除率增加,加工的侧面间隙变大,加工定域性变差。随着电压的增大,放电能量增强,导致加工槽宽变大。通过多次试验,发现34V时加工出的槽宽的标准差比较大,但是其加工定域性最好,能够加工出比较小的槽宽。
图3 加工电压对铣削槽宽的影响规律曲线
3.2 脉冲频率对槽宽的影响
为了研究脉冲频率对槽宽的影响,进行了多次对比试验。图4所示为脉冲频率对加工槽宽的影响规律曲线,随着脉冲频率的增加,电解电火花铣削加工出的槽宽随之减小,材料去除率下降,侧面间隙变小,加工定域性得到提高。由于脉冲频率的增大,导致脉冲周期时间缩短,每次通电时间变短,有利于铣削出更小的槽宽,提高加工定域性。因而,500Hz是通常被选做铣削加工微槽时的参数。
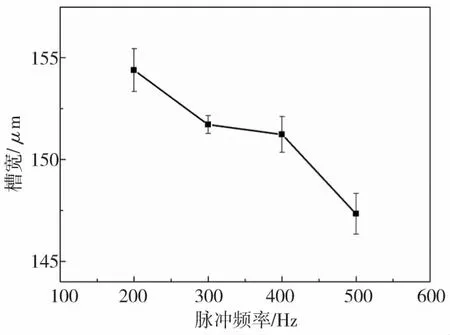
图4 脉冲频率对铣削槽宽的影响规律曲线
3.3 占空比对槽宽的影响
为了研究占空比对槽宽的影响,按照试验设计的参数进行了多次对比试验,占空比对铣削槽宽的影响规律曲线如图5所示。由图5可知,微细电解电火花铣削加工出的槽宽随着占空比的增大而增大,材料去除率增加,侧面间隙变大,加工定域性变差。占空比从50%增大到80%,这导致脉冲周期内通电时间的不断增加,火花放电的次数增多,使得铣削槽宽变大,加工定域性变差。因此,为了获得良好的加工定域性,微细电解电火花铣削加工时占空比一般选则50%。
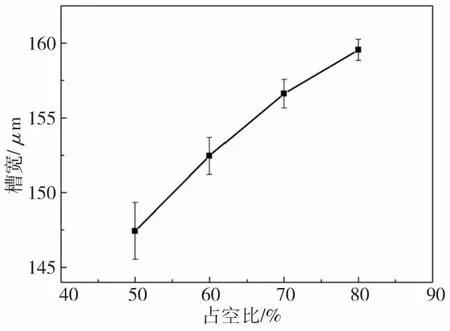
图5 占空比对铣削槽宽的影响规律曲线
3.4 进给速度对槽宽的影响
为了研究进给速度对铣削加工槽宽的影响规律,按照试验设计的参数进行了多次试验。进给速度对铣削槽宽的影响规律曲线如图6所示,随着进给速度的增加,微细电解电火花铣削加工的槽宽随之减小,材料去除率大大增加,加工侧面间隙变小,加工定域性提高。随着进给速度的增大,在相同的加工时间下,进给长度大大增加,材料去除率增大。但是随着进给速度的增加,平均到每段进给量上的电解电火花放电能量会降低,导致加工间隙变小,槽宽减小,加工定域性提高。为了获得良好的加工定域性可选用较高的进给速度。
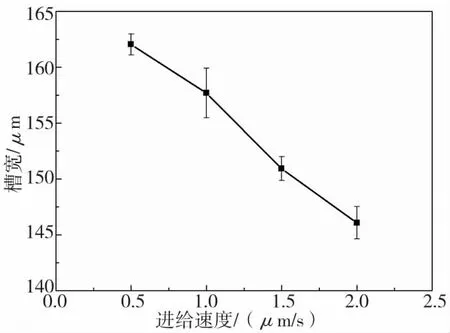
图6 进给速度对铣削槽宽的影响规律曲线
3.5 复杂玻璃微结构的加工
基于以上对各种工艺参数的讨论,选取了一组较为优化的参数加工出微槽阵列。在玻璃工件上,利用微细电解电火花铣削加工出微流道和多个三维微结构。
为了获得良好的加工定域性,选取一组优化工艺参数,在玻璃上铣削微槽阵列如图7所示,槽宽为145μm,长750μm,深度约为130μm。
利用微细电解电火花铣削加工在玻璃上加工的复杂微流道如图8所示,槽宽为145μm,深度约为150μm。为验证试验平台对三维微结构的加工能力,利用微细电解电火花铣削加工出多个三维玻璃微结构。微细电解电火花铣削加工的三维台阶结构如图9所示,加工出的台阶侧壁较为陡直,形状精度较好。微细电解电火花铣削加工的三维凸台结构如图10所示,加工出的二层凸台结构,上层凸台的宽度约为75μm,长260μm,高约为70μm。利用微细电解电火花铣削加工成功加工出玻璃二维微流道和三维微结构,试验表明微细电解电火花铣削可以满足不同微结构的加工要求。
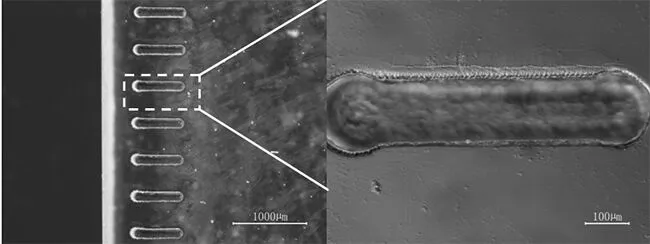
图7 较优化参数铣削加工出的微槽阵列
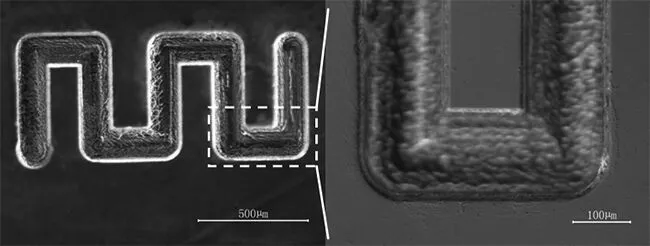
图8 微细电解电火花铣削加工的复杂微流道
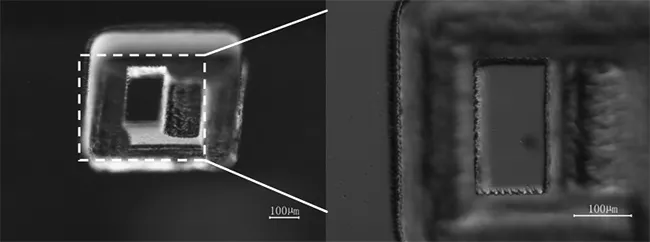
图9 微细电解电火花铣削加工的三维台阶结构
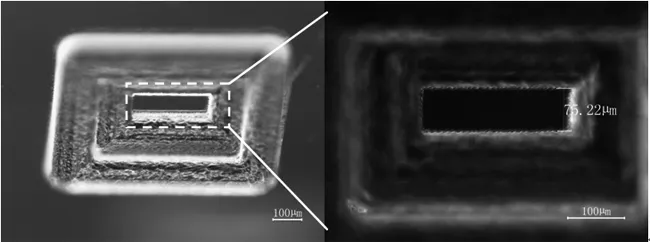
图10 微细电解电火花铣削加工的三维凸台结构
4 结论
针对非导电硬脆材料微结构的加工需求,本文通过在玻璃工件上进行一系列的微细电解电火花铣削加工试验,分析了关键工艺参数对槽宽的影响规律,得到以下结论:
(1)通过一系列的对比试验发现:在玻璃工件上进行电解电火花铣削加工时,槽宽随着加工电压和占空比的增大而增大,随着脉冲频率和进给速度的增大而减小。在较小的加工电压和占空比,较大的脉冲频率和进给速度下,可以获得较好的加工定域性。
(2)在玻璃工件上成功的加工出二维微流道和多个三维微结构,试验结果表明,微细电解电火花铣削加工可以满足玻璃的二维复杂图形及三维复杂结构的加工需求,对非导电硬脆材料微结构的加工具有一定的指导意义。
[1] Zheng Z P, Cheng W H, Huang F Y, et al. 3D microstructuring of Pyrex glass using the electrochemical discharge machining process[J]. Journal of micromechanics and microengineering, 2007, 17(5): 960-966.
[2] 刘永红, 王致良. 非导电材料的电加工[J]. 电加工, 1994 (5): 2-7.
[3] 王建业, 罗干英. 电解电火花复合加工的发展[J]. 电加工, 1997 (5): 15-19.
[4] 郭永丰, 黄荣和. 非导电材料的电化学电火花复合加工工艺研究[J]. 电加工, 1998 (6): 23-25.
[5] Cao X D, Kim B H, Chu C N. Micro-structuring of glass with features less than 100μm by electrochemical discharge machining[J]. Precision Engineering, 2009, 33(4):459-465.
[6] Cao X D, Kim B H, Chu C N. Hybrid micromachining of glass using ECDM and micro grinding[J]. International Journal of Precision Engineering and Manufacturing, 2013, 14(1): 5-10.
[7] Hajian M, Razfar M R, Movahed S. An experimental study on the effect of magnetic field orientations and electrolyte concentrations on ECDM milling performance of glass[J]. Precision Engineering, 2016, 45: 322-331.
[8] 吴俊杰,谷安,吕传伟,等.混粉电解电火花复合加工工艺研究[J].电加工与模具,2012(5):64-66.
[9] 吕传伟,谷安,李明义,等.单晶硅的电解电火花铣削加工工艺研究[J].电加工与模具,2013(5):27-29.
[10] 蒋毅,李其,孔令蕾,等.电化学放电线切割加工方法实验研究[J].现代制造工程,2015(11):88-92.
[11] 赵云峰,张建华,沈学会,等. 超声振动铣削 2A12 表面粗糙度实验研究[J]. 组合机床与自动化加工技术, 2011(1):22-25.
[12] 王明海,姜庆杰,刘大响,等.超声扭转振动铣削C/SiC复合材料表面粗糙度研究[J].组合机床与自动化加工技术,2015(6):12-16.
ExperimentalInvestigationonElectrochemicalDischargeMillingofMicroStructuresonQuartzGlass
WANG Ming-yu1, ZHANG Jian-hua1, LIU Yong1,2
(1.Key Laboratory of High Efficiency and Clean Mechanical Manufacture, Ministry of Education of China, School of Mechanical Engineering, Shandong University, Jinan 250061, China; 2. Associated Engineering Research Center of Mechanics & Mechatronic Equipment, Shandong University, Weihai Shandong 264209, China)
To satisfy the demand of the micro-structures on hard and non-conductive materials, the electrochemical discharge milling process is studied deeply by a series of machining experiments on glass. Firstly, the electrochemical discharge milling set-up has been built based on the machining principle. Secondly, series of experiments has been carried out to investigate the effect of applied voltage, frequency, duty factor, and feed rate on the channel width. And an array of micro-grooves is obtained by the optimized parameters. Finally, some complex micro-structures like micro-channels and 3D micro-structures on glass are fabricated successfully. The experimental results show that the electrochemical discharge milling has a great potential in the machining micro-structures on hard and nonconductive materials.
micro-machining; electrochemical discharge milling; glass; micro structures
1001-2265(2017)11-0099-04
10.13462/j.cnki.mmtamt.2017.11.026
2017-01-06;
2017-02-06
国家自然科学基金项目(51305238);中国博士后基金项目(2015M572023);山东大学(威海)青年学者未来计划资助项目(2015WHWLJH03)
王明宇(1990—),男,山东济宁人,山东大学硕士研究生,研究方向为复合特种加工技术,(E-mail)mingyuwangsdu@163.com;通讯作者:张建华(1964—),男,山东烟台人,山东大学教授,博士研究生导师,研究方向为复合特种加工技术,(E-mail)jhzhang@sdu.edu.cn。
TH162;TG66
A
(编辑李秀敏)