基于CPAC的球泡灯自动化装配系统设计*
2017-11-30吴孜越
李 根,李 航,吴孜越
(河南科技大学 机电工程学院,河南 洛阳 471003)
基于CPAC的球泡灯自动化装配系统设计*
李 根,李 航,吴孜越
(河南科技大学 机电工程学院,河南 洛阳 471003)
介绍了一种自动化装配系统,用于LED球泡灯装配过程中的自动化操作。根据装配工艺要求,确定装配工序,设计装配机械结构,完成实体三维建模。系统设计以固高CPAC伺服试验平台为基础,采用集成了工业计算机和运动控制器的嵌入式自动化多轴运动控制器。设计人机交互界面实现了系统参数输入、状态监控。测试结果表明:系统实现了对LED球泡灯装配线上各装配点各个动作的有效控制及运动仿真,具有广泛的市场前景。
LED球泡灯;CPAC;自动化装配
0 引言
LED(Light Emitting Diode)球泡灯是一种能够代替传统白炽灯泡的新型灯具,它具有节能、环保、寿命长、尺寸小等优点,在人们的日常生活中得到了广泛的应用[1-2]。目前,国内企业的LED球泡灯组装生产大多由人工进行,为了解决LED球泡灯生产手工所产生的效率低下以及质量不稳定等问题,希望开发一套适用于LED球泡灯自动化装配操作的控制系统,以达到提高生产效率、保证质量和降低经济成本的目的。目前国内针对LED生产线整体的设计分析还比较少,文献[3]基于Win CC组态软件设计,实现了对生产线实时数据进行监控、分析和诊断的系统;文献[4]针对生产线各个工位之间生产节拍的平衡问题,利用仿真软件对整条生产线的装配节拍进行了仿真优化;文献[5]设计了LED球泡灯的在线快速检测系统,提高了成品件检测效率和产品质量。
本系统以CPAC平台为硬件开发核心,以组态软件Otostudio为软件平台,以LED球泡灯装配为对象,借助于固高可编程自动化控制器,结合模块化设计的思想,开发一款具有良好的开放性、便于移植的LED球泡灯自动化装配系统。开发完成的系统应能实现对对LED球泡灯装配线上各装配点各个动作的有效控制和运行状态的监控与诊断。
1 机械结构设计
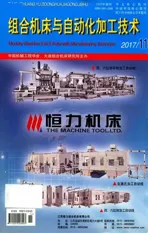
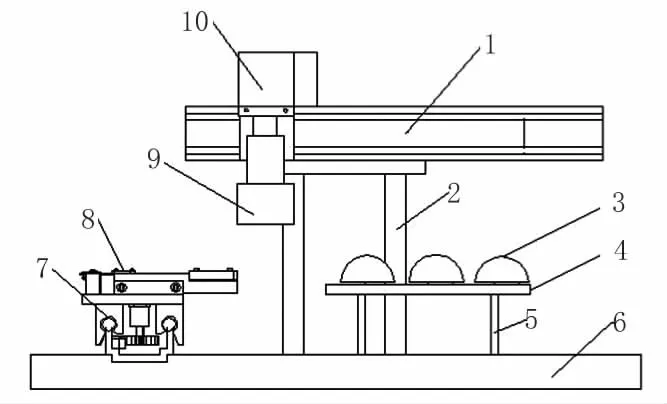
LED球泡灯主要包括灯头模块(包含驱动电源和内套)、灯体、光源板、导热板及紧固螺钉部分,其中驱动电源的出线端需穿过灯体焊接到光源板上。如图1所示。
根据球泡灯的结构特征,采用自上而下的设计顺序,确定了灯体装入,光源板安装、焊接和紧固,灯罩装入的装配工序。
1.灯头模块 2.灯体 3.导热板和光源板 4.灯罩图1 LED球泡灯结构图
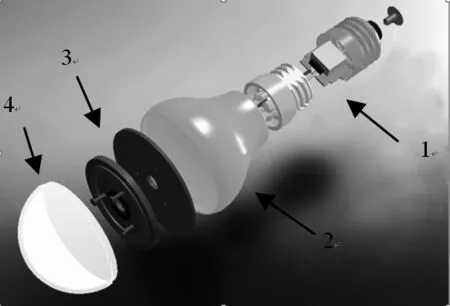
设计采用混合型结构,零部件均为自动送料。整条线通过机械手将配件和工位转台连接,完成装配。按照以上划定工序设计机械结构主要包括以下几部分:平台主体、机械抓手、运动导轨、夹具体,其中平台主体起承重作用,用于安装电机、气缸和机械抓手等设备。如图2所示。
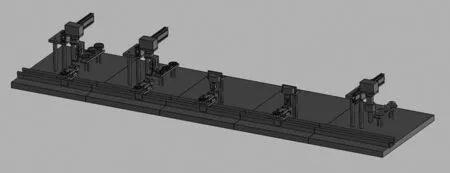
图2 LED灯生产线实体造型图
1.1 灯体装入结构设计
该工位的设计是用来安装灯体部分。当夹具夹持灯头模块来到此工位,气动机械抓手从传送带抓取灯体对应安装到灯头上,由于灯体与灯头之间是螺纹连接,所以要进行扭转安装,该动作由电机带动机械手旋转灯体完成。
该结构主要包括:夹具体、送料部分、执行部分。夹具体负责工序之间的流转,只有当上一工序完成才能进入下一工序或直接进入下一个工作循环;送料部分将灯体模块依次向前输送,补充物料;执行部分由电机和气缸组成,气缸负责将灯体移送到安装位置,再由电机进行灯体与灯头座之间的扭转安装。机械结构如图3所示。
1.气动导轨 2.灯体 3.平台主体 4.夹紧气缸 5.传感器 6.气动抓手 7.行程气缸 8.齿轮齿条 9.V型块 10. 送料架 11.立柱 12.步进电机 13.夹具导轨
图3灯体装入机械结构图
1.2 光源板安装结构设计
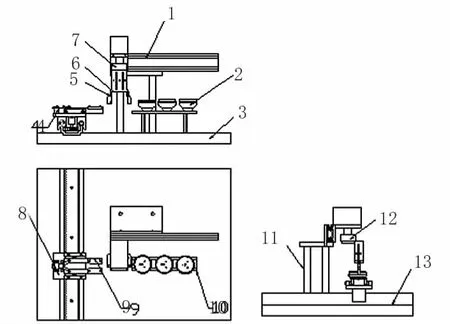
光源板是LED灯的发光部分,该部分要对其进行安装、紧固和焊接操作。如图4所示。
光源板安装是取光源板安放到灯体需要通过焊接与驱动电源线进行连接,该工位的机械结构为一个门架式两轴气动机械手,其运动主要有气动爪沿门架的左右运动、气爪轴的上下运动、气爪的开合运动以及气爪绕其自身的回转运动(来调节安装孔的位置),均由电机驱动。该工位的运动控制包括三个电机的开关及运动时间控制,气缸的开关及行程控制。由于光源板的定位要求较高,设计采用视觉系统来辅助检测定位螺丝孔的位置,釆用“先看-后动”的视觉控制和自校正实现待装件及载具的测量、对准操作,并且实现远程监控[6-7]。
紧固工位是依靠螺丝机构将其紧固到灯体的导热板上。该机构由四部分组成:供料器、螺丝电批、锁螺丝机械手和控制器。螺丝电批安装在锁螺丝机械手上,与供料器相连接,电批由控制器通过电路连接控制。该工位螺丝机械手轴的回转运动由电机驱动。
焊接工位结构为一个门架式单轴机械手。送锡机构安装在焊接机械手上,焊锡通过焊接机械手内部送到焊头。焊接机构包括焊接机械手的上下运动、焊接爪的预热。该工位的焊接机械手的上下运动由电机驱动,需要控制电机的开关时间、运动时间、以及焊头的预热开关的开合,送料机构的送料时间,送料量等。
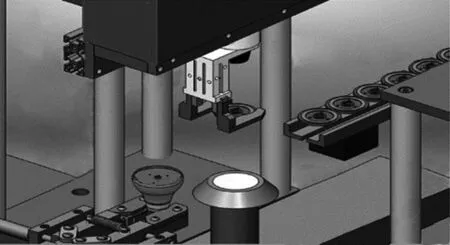
(a)光源板安装
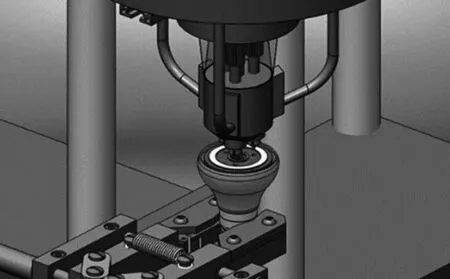
(b)光源板紧固
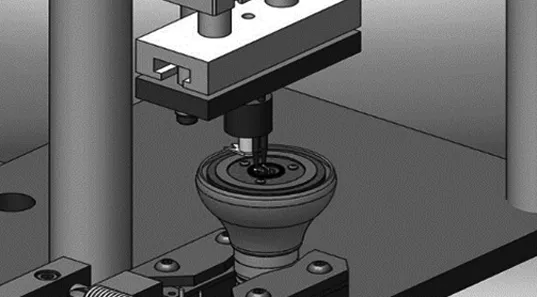
(c)光源板焊接图4 光源板总体机械结构图
1.3 灯罩装入结构设计
该工位的结构是一个门架式单轴机械式吸管,如图5所示。该工位的运动包括机械吸轴的上下运动,吸管的吸合运动。其中机械吸管轴的上下运动为电机驱动,吸管的吸合运动为气缸驱动。该工位的运动控制需要控制电机的开关时间,转动时间,气缸的开合时间及气缸行程。该工序与灯体装入工序相类似,在此不再赘述。
1.气动导轨 2.支撑柱 3.灯罩 4.送料导轨 5.送料平台立柱 6.固定平台 7.传送导轨 8.夹具体 9.吸管 10.气缸
图5灯罩安装结构图
2 系统硬件设计
CPAC是将 PC 技术与运动控制技术相结合的产物。它以标准 X86架构的 CPU 和芯片组为系统处理器,采用高性能 DSP 和 FPGA作为运动控制协处理器。其高度集成在一个体积较小的控制器内,构成了一个完整的控制系统,能够处理多轴运行、多信号处理,可以实现普通 PC 机的所有基本功能[8]。系统架构如图6所示。
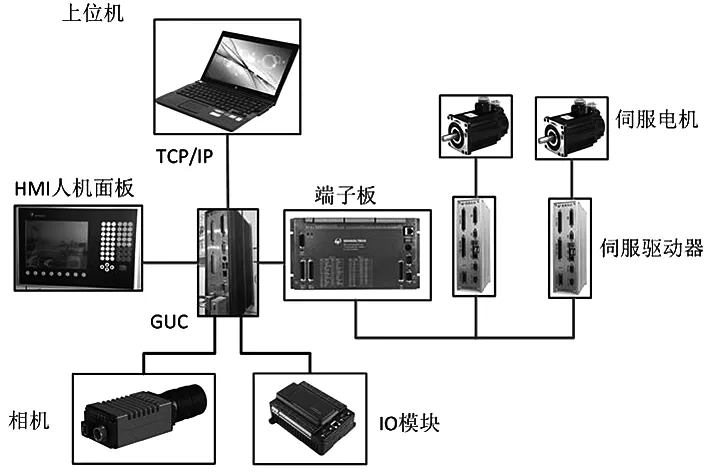
图6 CPAC系统架构图
CPAC平台硬件由固高GUC系列通用一体化控制器、数控人机显示面板、伺服电机系统、电源模块和接线端子板等组成。
GUC通过VGA接口与显示面板连接,通过PS/2 接口与鼠标连接,通过CAN总线方式外接端子板;端子板与伺服电机系统及外部输入输出设备通过电缆相连。在上位机开发软件上编写程序,编译无误后通过网线可直接将程序下载到GUC控制器中,经过运算处理,将结果反馈到显示面板。其结构原理图如图7所示。
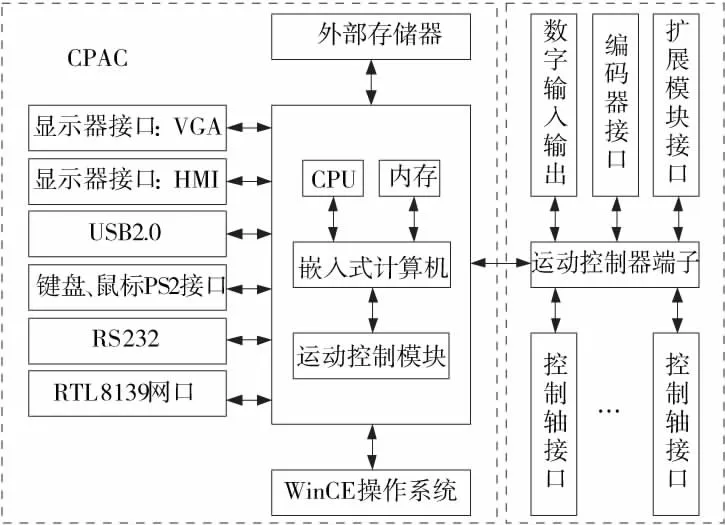
图7 CPAC与端子板结构原理图
CAPC主要由嵌入式计算机和运动控制模块两大部分构成。嵌入式计算机包括CPU、内存、显示接口、USB接口、标准键盘、鼠标PS/2接口、RS232接口、RTL8139网口以及WinCE嵌入式操作系统。运动控制模块实现CPAC的核心功能,包括电机控制模块、现场总线模块、I/O模块以及其他扩展功能模块。
CPAC通过工业总线连接端子板,在端子板上引出不同功能的接口: 控制轴接口、数字量输入接口、数字量输出接口、RS232调试接口、辅助编码器接口、扩展模块接口、端子板电源接口、运动控制器连接接口。
3 系统软件设计
CPAC平台的开发环境OtoStudio符合国际IEC61131-3工业控制语言标准,常用编程语言有:ST(结构文本)、FBD(功能框图)、LD(梯形图);此外还支持文本化和图形化混合编程,用户可以将复杂的数学运算和运动控制与逻辑控制和过程控制相融合,具有多扩展、多线程、语言移植性好、模块化等优点。在开发环境中开发完成之后的程序经编译生成机器码,下载至嵌入式运动控制器中运行。
整条线的驱动采用电机与气缸相结合的方案,夹具部分由电机驱动,执行机械手由气缸驱动,为了确定每个动作的到位信息和配送料状态,每个工位都安装了相应的检测装置。
该LED球泡灯装配线的系统设计以模块化设计为主,首先将各个工序的工艺文件写入到模块当中,再以工序顺序将其进行逻辑上的整合。整个系统按功能可分为运动控制模块、数据处理模块、状态监视模块和人机交互界面四大模块,其系统架构如图8所示[9-10]。
运动控制模块主要对电机和气缸的动作进行规划,接收反馈信号完成对电机和气缸的动作控制。
数据处理模块主要包括传感器信号采集、A/D转换等。采集到的传感器信号模拟量数据要经过软件内部函数转化为数字量,再反馈回控制器形成闭环控制或者直接作为结果显示在人机交互界面上。
状态监视模块包括故障报警单元和I/O单元,I/O单元对整个装配过程进行实时监控,若在生产过程中出现异常,则系统立即停止运行并返回报警信息。
人机交互界面包括运动控制界面、图形拟合界面和监视界面。在人机交互界面上不仅能够控制生产流程、改变生产参数,还可以实时监控系统运行状况。
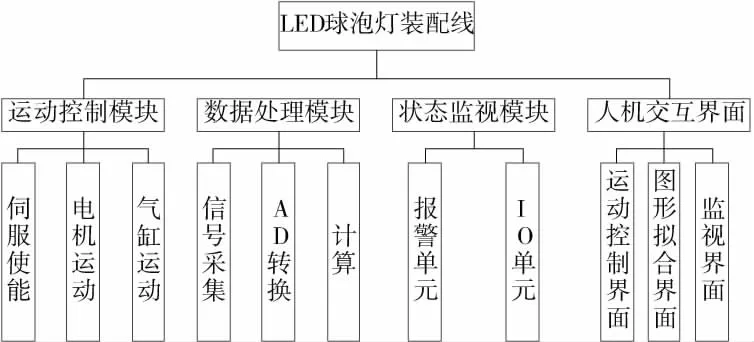
图8 控制系统原理图
在程序开始运行时,系统要对当前状态进行判断,即电机的正负限位、是否报警、高低电平、是否原点等的状态获取,随后开始规划运动。
部分关键代码如下。
初始化设定:
IF Enable THEN
rtn:=GT_GetDi(MC_LIMIT_POSITIVE,P_LIMIT);
rtn:=GT_GetDi(MC_LIMIT_NEGATIVE, N_LIMIT);(*读取正负限位开关电平*)
rtn:=GT_GetDi(MC_ALARM, ALARM);
(*读取驱动器报警电平*)
rtn:=GT_GetDi(MC_HOME,HOME);
(*读取原点开关电平*)
rtn:=GT_GetDi(MC_GPI, GPI);
(*读取通用输入电平*)
……
气缸运动参数设定:
1:(*抓取气爪张开,竖直方向向下移动*)
QIZHUA_IO_OUT[15]:=FALSE;
GONGWEI_IO_OUT[10]:=TRUE;
IF QIGANG_DOWN_IO_IN[10]=TRUE THEN
GONGWEI_IO_OUT[10]:=FALSE;
iStep:=2;
END_IF;
2:(*气爪闭合抓住光源板,竖直方向向上移动*)
QIZHUA_IO_OUT[15]:=TRUE;
Start_TIME:=TRUE;
TON1(IN:= Start_TIME, PT:=t#1s );
IF TON1.Q THEN
Start_TIME:=FALSE;
TON1(IN:=Start_TIME, PT:=t#1s );
GONGWEI_S_IO_OUT[10]:=TRUE;
IF QIGANG_UP_IO_IN[10]=TRUE THEN
GONGWEI_S_IO_OUT[10]:=FALSE;
END_IF;
iStep:=3;
END_IF
……
电机运动参数设定:
rtn:=GT_GetTrapPrm(AXIS,ADR(TrapPrm));
(*读取trap运动参数*)
TrapPrm.acc:=AXIS_PARA.TrapPrm.acc:=0.8;
TrapPrm.dec:=AXIS_PARA.TrapPrm.dec:=0.8;
TrapPrm.smoothTime:=0;
TrapPrm.velStart:=3;
rtn:=GT_SetTrapPrm(Axis,ADR(TrapPrm));
IF rtn <> 0 THEN
RETURN;
END_IF
(*设置点位运动模式参数,加速度,减速度,平滑时间,起跳速度*)
rtn:=GT_SetVel(Axis,lrVel);
(*设置目标速度*)
rtn:=GT_SetPos(Axis,diPos);
(*设置目标位置*)
rtn:=GT_Update(SHL(WORD#1,Axis-1));
(*启动点位运动*)
4 系统测试结果
系统模拟运行、测试结果均可在人机界面上显示。用户可以通过人机界面将程序、工位参数等指令发送给系统,控制系统通过人机界面将各工位运动状态、故障报警等参数反馈至用户,实现了对现场生产过程的操控、调整和监控。
程序启动后,系统自动跳转至主界面,主要包含坐标信息、报警信息、运动状态信息、手动操作区、按键区等。用户可以选择运动控制界面、图形拟合界面和IO界面,各界面之间可以相互切换。运动界面包括自动操作和手动操作,可显示电机实时运动状态;IO界面包含正负限位信号、零点位置捕获信号和气缸的开闭信号;图形拟合界面用于模拟显示装配线中各个工位的运行情况。如图9所示。
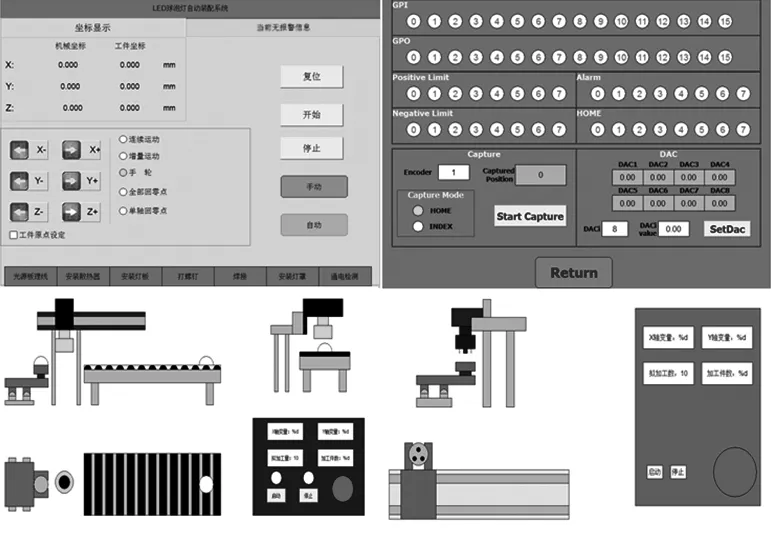
图9 系统主界面及运动拟合界面
系统模拟仿真运行以CPAC硬件平台为基础进行,通过网线将计算机与控制器相连,在联机模式下登录,待系统检查无误后系统能够控制电机、气缸按程序指令进行动作。该仿真实验能够检查相应工序的动作配合是否正确一致。仿真平台如图10所示。
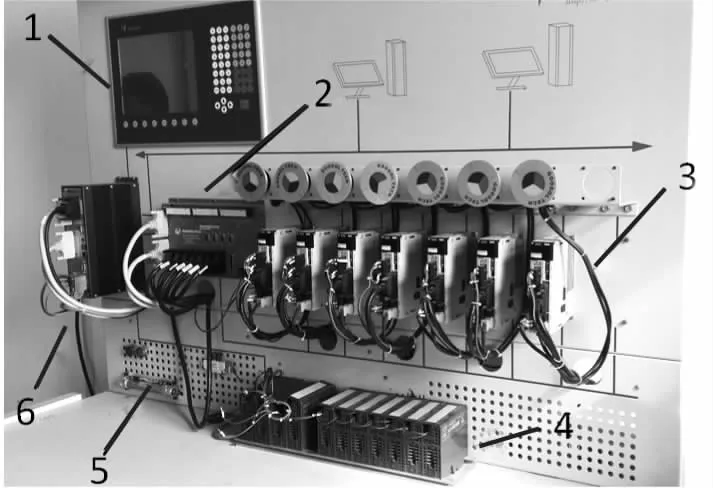
1.人机交互面板 2.端子板 3.电机 4.IO口 5.气缸 6.控制器图10 CPAC实验平台
以灯体装入工序为例,当运动指令发出,送料开始,主传送机构沿夹具导轨将灯体送至机械抓手下方指定位置,其位置由传感器确定;到位后传送机构停止,同时气缸机械手缓慢下降,该距离由限位开关设定;到位后夹紧气缸将灯体轻轻夹紧,气缸联动机械抓手一并向上抬起移至夹具上端,具体位置由接近传感器识别;气缸下移到达指定位置,电机带动抓手和灯体进行扭转安装,安装完成后,机械手回到原位。其运行逻辑流程图如图11所示。
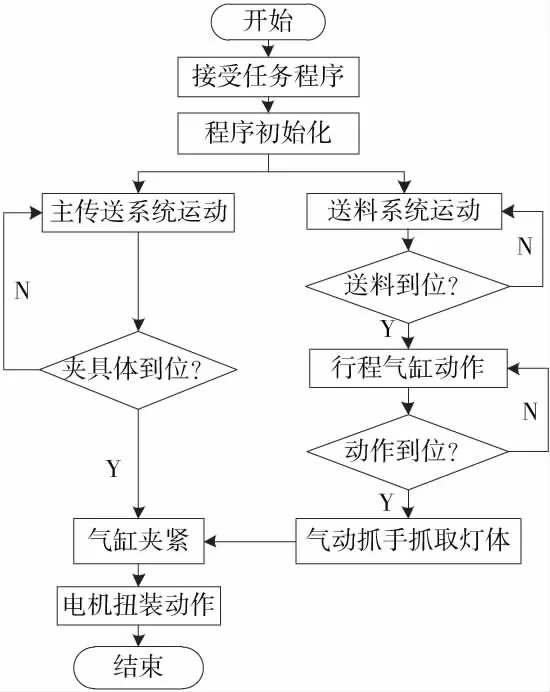
图11 灯体装入运行逻辑流程图
根据前述设计方案开发出的生产线,目前还处于分段安装开发测试阶段,单步测试运行良好。如图12所示为该生产线。

图12 LED生产线实体图
5 结束语
根据LED球泡灯的结构特点,设计一种LED球泡灯自动化装配系统。根据生产对象确定了装配工序流程,进行了装配机械结构的设计。基于CPAC开放试验平台,完成了整个装配系统的设计并仿真实现了LED球泡灯装配的自动化操作,开发了人机交互界面,便于生产管理和远程操作。经过测试,系统实现了预期功能、运行稳定、人机交互良好。本系统可应用到与LED球泡灯结构相类似的其他电子元器件的生产过程中,有很高的实用价值和市场前景,同时也为同类产品的提高提供了参考。
[1] 谈述战,陈丽娜,王德禧,等.中国LED照明产业发展现状[J].国外塑料,2013,31(3):41-43.
[2] 阮军.中国半导体照明产业发展现状及趋势[J].演艺科技,2011(6):25-28,71.
[3] 徐辉,张静,李莉,等.LED球泡灯装配线管控系统设计[J].机电一体化,2013,19(7):66-69,78.
[4] 曾宁,王广耀,刘剑,等.LED球泡灯装配生产线优化设计与仿真[C].第十四届全国LED产业发展与技术研讨会论文集,2014.
[5] 刘云飞,李明,李悦,等.LED球泡灯在线检测系统设计[J].机械制造,2014,52(9):77-79.
[6] 褚乐添,朱兰娟.基于机器视觉的LED灯具自动装配线[J].计算机光盘软件与应用,2014(23):127-129.
[7] 郝永鹏,于大国,李少敏,等.基于光视觉技术的深孔直线度检测系统[J].组合机床与自动化加工技术,2016(2):51-53,59.
[8] 许阳.基于CPAC的六自由度开放式机器人控制系统的开发[D].广州:广东工业大学,2013.
[9] 刘鲁,常晓玲.基于工业控制网络的立体仓库堆垛机PLC控制系统设计[J].组合机床与自动化加工技术,2015(1):93-96.
[10] 缪泽宇,孔凡玉,李爱琴,等.基于PLC的多工位刷光线加工机床控制系统设计[J].组合机床与自动化加工技术,2016(9):40-42,46.
DesignofAutomaticAssemblySystemforBulbLampBasedonCPAC
LI Gen,LI Hang,WU Zi-yue
(School of Mechatronics Engineering,Henan University of Science & Technology,Luoyang Henan 471003,China)
It introduces an automatic assembly system, which is used for the automatic operation in the assembly process of LED bulbs. According to the process requirements, the assembly process is determined, assembly mechanical body is designed and three-dimensional model is accomplished. The system is designed based on the gugao CPAC servo test platform, and the embedded automatic multi-axis motion controller is integrated with the industrial computer and motion controller. The design of human-computer interaction interface to achieve the input of the system parameters, and state monitoring. The test results show that the system realizes the effective control and motion simulation of the various assembly points in the assembly line of LED bulbs, and has a broad market prospect.
LED bulbs;CPAC;automatic assembly
1001-2265(2017)11-0073-05
10.13462/j.cnki.mmtamt.2017.11.019
2017-01-16;
2017-03-02
河南科技大学教育教学改革基金(2015YB-004)
李根(1992—),男,河南商丘人,河南科技大学硕士研究生,研究方向为运动控制技术、精密测试理论与技术,(E-mail)lyligen520@163.com。
TH16;TG502
A
(编辑李秀敏)