基于支持向量机的轧制力混合模型
2017-10-13吴金霞
吴金霞,刘 闯
基于支持向量机的轧制力混合模型
吴金霞1,刘 闯2
(1.辽宁工业大学理学院,辽宁锦州 121001;2.渤海大学工学院,辽宁锦州 121001)
在分析影响轧制力预测精度主要因素的基础上,提出了两阶段预测法,在粗轧阶段建立传统变形抗力与支持向量机(SVM)补偿混合模型,并利用网格搜索算法及粒子群算法分别对参数进行了优化,在精轧阶段利用此混合模型对70条带钢的轧制力进行预测,仿真结果表明,“基于本材的变形抗力自学习的思想”建立的轧制力混合模型是可行的,优化SVM参数后轧制力模型的预测精度明显提高。
轧制力;支持向量机;优化算法
在板带轧制计算机控制系统所涉及的诸多数学模型中,轧制力模型占有重要的地位。经过几十年的发展,传统的轧制力模型解决了主要参数的近似计算问题,但是随着用户对带钢厚度和板形精度要求的不断提高,传统轧制力模型的局限性也越来越明显。深入的研究表明,金属的轧制过程是一个非线性时变且多变量耦合的复杂过程,轧制力的计算受到各种复杂物理化学因素的影响,呈现严重的非线性关系,很难建立精确的解析模型,继续提高传统轧制力模型精度的难度很大。20世纪90年代以来,人们在传统轧制力模型的基础上引入了一些人工智能方法,如人工神经网络方法和统计学习方法,在实际应用中取得了较好的效果,特别是基于统计学习理论的支持向量机方法,在小样本条件下仍能保持良好的泛化性能,引起了人们越来越多的关注[1]。目前,支持向量机在轧制力预测中的应用主要有直接使用支持向量机及支持向量机结合传统数学模型[2-3]来进行预测两种形式。
本文以提高精轧阶段轧制力的预测精度为目标,在粗轧阶段建立变形抗力的SVM混合模型,并对其参数进行了优化,在精轧阶段达到了较高的预测精度,进而可以提高产品的质量。
1 轧制力影响因素分析
影响轧制力的因素大体上可以分为两类,第一类是影响轧制金属本身性质的一些因素,如金属的化学成分、微观组织状态以及热力学条件,如化学元素含量、变形温度、变形速度和变形程度等,这些因素最终反映为金属变形抗力的变化;第二类是影响应力状态的因素,如轧件和轧辊的尺寸、张力的大小及接触面的润滑状况等[4]。
金属材料的变形抗力是指金属在外力作用下发生塑性变形时,在单位面积上抵抗此变形的能力,它是表征金属和合金压力加工性能的一个基本量[5]。20世纪40年代以后随着热模拟实验和电子计算机的广泛应用,许多学者在金属的塑性变形抗力方面进行了深入的研究,取得了一些成果,特别是对变形抗力的影响因素,有了较清楚的认识,但是具体的定量关系,还有待进一步研究[6]。变形抗力的数值首先取决于发生塑性变形的金属的化学成分和微观结构,这两者确定了以后,变形温度、变形速度和变形程度等形变条件是影响变形抗力的主要因素[7]。
变形抗力模型是轧制力模型的核心,金属的变形抗力与材质、温度、组织状态、变形速度和变形程度等很多因素都有关系,特别是化学成分和组织状态对变形抗力的影响很复杂,很难弄清其和变形抗力之间的定量关系,目前从理论上来讲没有一个很好的解决办法,故变形抗力是提高轧制力预测精度的主要障碍。提高轧制力预测精度应该主要考虑如何将上述影响因素以某种适当的方式反映到轧制力模型中,这也是本文校正轧制力模型的主要思想。
2 利用粗轧数据提高精轧阶段轧制力预报精度
通常来说,钢坯从加热炉出来之后,要首先经过粗轧机,然后再进入精轧机加工成最终的厚度。在这个过程中,粗轧和精轧是两个相对独立的过程,由于粗轧只是先将钢坯加工成适合精轧加工的厚度,还不是最终的成品厚度,所以粗轧的自由度较大,而且粗轧一般采用可逆轧机对钢坯反复轧5~7次,相对于精轧来说,粗轧是一个相对缓慢的过程[8]。粗轧阶段会产生一系列的过程数据,对某一块钢坯来讲,这些数据是我们在精轧前最先获得的信息,然而一般在生产过程中,粗轧阶段的过程数据并没有被精轧阶段充分利用,这是一个很大的浪费,假设某块钢坯在粗轧和精轧的过程中,它的化学成分等特征是不变的,如果能够利用粗轧的数据提前掌握一些钢坯本身的特性,尤其是材料变形抗力方面的一些信息,然后将这些信息以某种方式应用于精轧阶段轧制力的预测,将能够显著提高精轧阶段轧制力的预测精度,从而最终改善产品的质量[9]。
粗轧阶段的特点是数据量较少(轧5~7次),而支持向量机恰好就是适用于小样本条件的机器学习,且在小样本条件下有很好的推广能力,因此我们可以设想:能否利用支持向量机在粗轧阶段根据本块钢坯自身的特性对变形抗力进行建模,使所建的变形抗力模型适合特定时间、特定钢坯本身的特征以及此时生产设备的实际状况,然后在精轧阶段的轧制力模型中使用粗轧阶段建立的变形抗力模型进行轧制力的精确计算。
至于变形抗力模型的具体形式方面,尽管支持向量机这种智能方法在小样本条件下相对于人工神经网络等其它方法来说有更好的推广能力,但是由于变形抗力模型涉及热变形过程中诸多复杂的因素,而且这些因素的影响都是非线性的,仅仅依靠少量的粗轧数据对这样一个极其复杂的过程精确建模是不太可能的,所以我们选择以传统的变形抗力模型的结果作为主值,SVM则对修正量建模[10]。尽管传统的变形抗力模型如志田茂模型等在建模的过程中引入了大量的假设,也忽略了很多次要因素,但它还是真实反映了变形抗力的主要变化趋势,适应的范围很广,这种采用传统模型作为骨架、智能模型为补充的混合变形抗力模型既保留了传统模型良好的适应性,又能根据此时实际的设备状况、本钢坯实际的特征等对变形抗力模型进行修正,有着优异的性能[11-12]。上述变形抗力模型可以表示为:

式中:M为传统变形抗力模型的计算值;Δ-SVM为支持向量机的输出值,是变形抗力实际值和理论值的偏差;为混合模型的输出值,作为轧制力模型的输入。
本文分别利用网格搜索算法及粒子群算法对SVM参数进行了优化。
具体来说,在混合变形抗力模型中,选择与SIMS公式吻合较好的志田茂平均变形抗力公式作为混合模型的骨架,支持向量机模型的输入为:C、Si、Mn、P、S、Cr、Ni的含量,变形温度、变形速度和变形程度,输出为变形抗力的纠偏量。此时,整个轧制力模型的原理框图如图1所示。
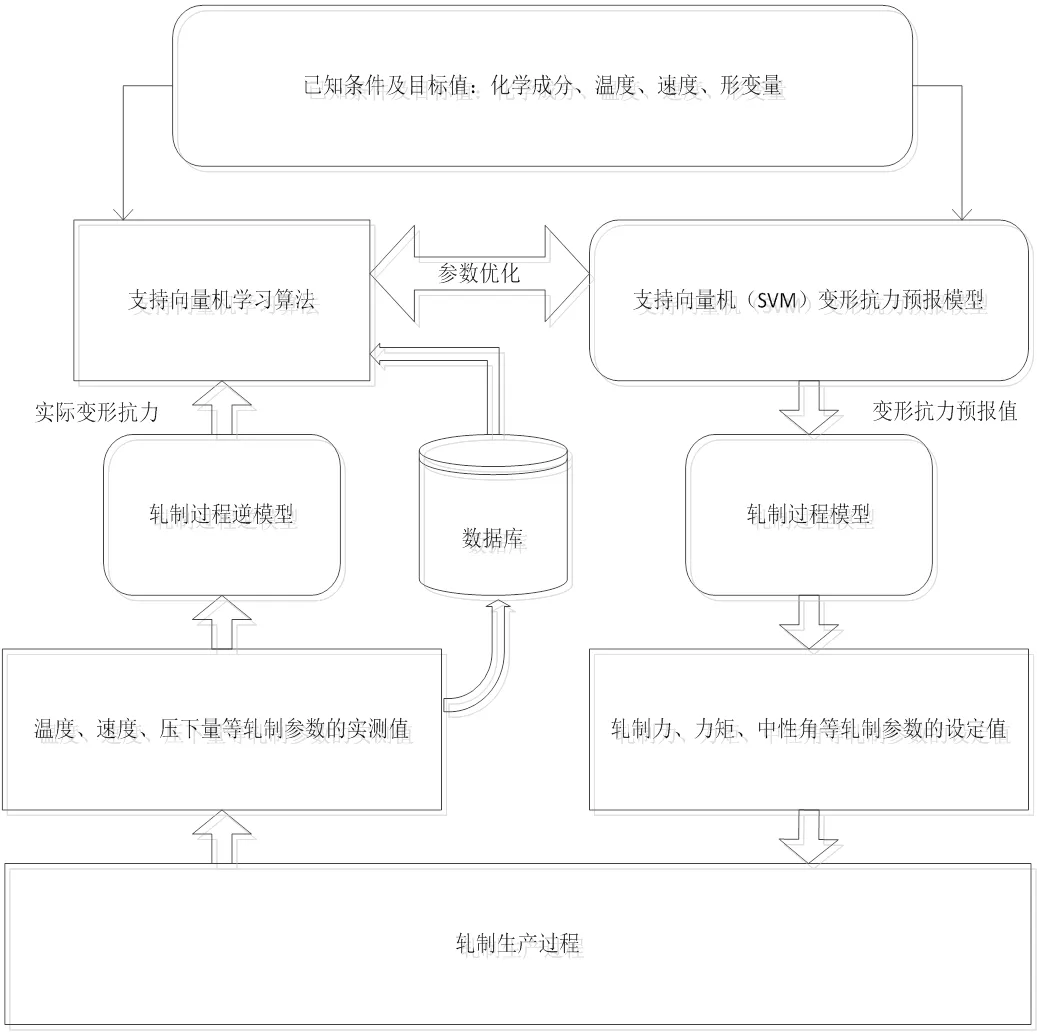
图1 轧制力模型的原理框图
3 基本算法实现与Matlab仿真
考虑到现场数据中各个量的数值差异较大,如轧制力以KN为单位时数值在几万左右,元素含量的百分数在零点几左右,如果直接将这些数据输入Matlab进行运算,数值很小的数将被数值较大的数“淹没”,此外,数值差异过大也不利于SVM算法速度的提高,因此,需要在运算前对数据进行归一化处理,将全部样本数据映射到一个较小的特定区间,如[-1, 1]。在归一化时面临的一个问题是对每一个样本进行归一化还是对每一个属性进行归一化,前者相当于对每行进行归一化,后者相当于对每列进行归一化。如果按行进行归一化,由于样本中不同属性的数值差距很大,归一化后数值小的属性将变为0,丢失了大量原始的信息;反之,如果按列进行归一化,由于每列都是同一个属性,其取值的数量级是相同的,归一化后没有按行归一化时的信息丢失问题。
取50块钢坯粗轧阶段的数据,对SVM进行训练,根据经验,指定惩罚系数c为2,核函数系数g为2,在粗轧阶段建立变形抗力的SVM混合模型,在精轧阶段利用此混合模型对70条带钢的轧制力进行预测,最终的结果如图2所示。
3)迭代运算单元内部逻辑折叠共享:由算法流程可知,符号判决之后需要进行加或减操作,设计中即使采用寄存器共享也需要6个加法器来实现算法,然而通过分析可以发现:同一时刻仅有3个加法器处于工作状态,这样可以复用加法器来减少逻辑资源,如图3所示。
从图2可以看出,在粗轧阶段利用SVM建立变形抗力的混合模型,以该变形抗力混合模型为子模型的轧制力模型基本上能够跟随精轧阶段轧制力的变化。

图2 混合模型轧制力预测值与实测值比较
图3是利用网格搜索法对SVM参数进行了优化,优化后混合模型轧制力的预测值与实测值的比较。

图3 混合模型轧制力预测值与实测值比较(网格搜索)
比较图2、图3,可以看出,使用网格搜索法优化混合模型中SVM的参数后,轧制力模型的预测值能更好地跟随实际测量值。

图4 优化参数前后轧制力预测误差比较(网格搜索)
图4比较了采用网格搜索法优化SVM参数前后轧制力模型的性能,可以看出优化SVM参数后,模型预测值的平均误差由10%减小为7.4%,再引入轧制力模型的整体自适应后,模型预报值的平均误差进一步减小到7.1%。
图5是利用粒子群算法(PSO)对SVM参数进行了优化,优化后混合模型轧制力的预测值与实测值的比较。

图5 混合模型轧制力预测值与实测值比较(PSO)
比较图2、图5,可以看出,使用PSO算法优化SVM的参数c和g以后,轧制力模型的误差有了明显的减小。

图6 优化参数前后轧制力预测误差比较(PSO)
图6比较了采用粒子群算法优化SVM参数前后轧制力模型的性能,可以看出优化SVM的参数后,模型预测值的平均误差由10%减小为6.8%,再引入轧制力模型的整体自适应后,模型预测值的平均误差进一步减小到6.5%。
4 结论
根据“基于本材的变形抗力自学习”的思想建立的轧制力混合模型表现出了较好的性能,在使用50组粗轧数据进行变形抗力模型学习的情况下,最终的轧制力模型的误差在10%左右,这证明了“基于本材的变形抗力自学习的思想”是可行的。在只有较少训练数据的情况下,利用SVM所建立的混合轧制力模型仍然有很好的推广能力,这也验证了支持向量机良好的小样本学习能力。SVM的参数对模型的性能有着重要的影响,优化SVM参数后轧制力模型的预测精度明显提高。但模型本身的计算精度是有限的,下一步将研究如何在实际控制系统中引入自学习功能以提高其预报精度。
[1] 汪海燕, 黎建辉, 杨风雷. 支持向量机理论及算法研究综述[J]. 计算机应用研究, 2014, 31(5): 1281-1286.
[2] 宋勇, 苏岚, 荆丰伟, 等. 热轧带钢轧制力模型自学习算法优化[J]. 北京科技大学学报, 2010, 32(6): 802-806.
[3] Zhang Guo-min, Xiao Hong, Wang Chun-hua. Three-Dimensional Model for Strip Hot Rolling[J]. Journal of Iron and Steel Research, International, 2006(13): 20-25.
[4] 魏立群.金属压力加工原理[M]. 北京: 冶金工业出版社, 2008: 15-20.
[5] 李英, 刘建雄, 柯晓涛. 轧制变形抗力数学模型的发展与研究动态[J]. 钢铁研究, 2009, 37(6): 59-62.
[6] 周纪华, 管克智. 金属塑性变形阻力[M]. 北京: 机械工业出版社, 2001: 210-231.
[7] Tezuka Tomoyuki, Yamashita Takashi. Application of a new automatic gauge controlsystem for the tandem cold mill. Power and Industrial Systems[J].IEEE Transactions onIndustry Applications, 2002, 38(2): 343-345.
[8] 郭韬. 热连轧精轧轧制力预报模型研究及优化[J]. 冶金自动化, 2014, 38(2): 48-52.
[9] Wang J C, Chen C Z. On the optimization of a rolling force model for a hot strip finishing line[J]. ISA Transactions 2007, 46(4): 528-532.
[10] Hastie T, Rosset S. Tibshir arization Path for the Support Vector Machine[J]. Journal of Machine Learning Research, 2004(11): 1390-1410.
[11] 孙宗海. 支持向量机及其在控制中的应用研究[D]. 杭州: 浙江大学, 2003.
[12] 刘承宝, 刘新忠, 苗宇. 基于混合核PSO-LSSVM的轧制力预测[J]. 冶金自动化, 2016, 40(2): 15-24.
责任编校:孙 林
Rolling Force Mixing Model Based on Support Vector Machine
WU Jin-xia1, LIU Chuang2
(1.Science College, Liaoning University of Technology, Jinzhou 121001, China;2.College of Engineering, Bohai University, Jinzhou 121001, China)
By analyzing the main factors that influence the prediction accuracy of the rolling force, a two-stage prediction method is proposed. In the rough rolling stage, the hybrid model was established based on traditional deformation resistance and support vector machine (SVM) compensation. The parameters were optimized by the grid search algorithm and particle swarm optimization respectively. In the finish rolling stage, 70 strip steel rolling force was predicted by this hybrid model. The simulation results show that the rolling force mixing model based on the idea of self-learning of this material deformation resistance is feasible. The prediction precision of the model is improved obviously after optimizing the parameters of SVM.
rolling force; support vector machine; optimization algorithm
10.15916/j.issn1674-3261.2017.02.002
TP181
A
1674-3261(2017)02-0075-04
2016-10-23
国家自然科学基金项目(11572146);辽宁工业大学校基金项目(X201321)
吴金霞(1979-),女,辽宁辽阳人,讲师,博士。
