新型3LPP和3LPE热收缩带补口施工技术对比
2017-06-19王国兵
王国兵
(中国石油管道局工程有限公司 第五工程公司,任丘 062552)
新型3LPP和3LPE热收缩带补口施工技术对比
王国兵
(中国石油管道局工程有限公司 第五工程公司,任丘 062552)
为了更好地掌握和应用3LPP(三层聚丙烯)热收缩带补口施工技术,提高施工质量,从选型、组成、性能、施工要求及流程等方面与3LPE(三层聚乙烯)热收缩带补口进行了对比,并总结了3LPP热收缩带补口的技术要点和施工经验。结果表明:必须针对环境温度变化来合理控制温度,调整配比,并加强操作人员培训;对于3LPP热收缩带补口施工,推荐采用湿膜法和中频加热法,这样既能节约时间,又能提高加热效率和均匀度,有利于保证施工质量。
三层聚乙烯;三层聚丙烯;热收缩带;防腐蚀补口;施工技术
对于伊拉克巴德拉油田自喷井来说,油气出井温度高,设计温度为105 ℃,地上部分需要人身保护隔热,地下部分管线敷设采用直埋方式,管线采用3LPP(3-layer-polypropylene,三层聚丙烯)热收缩带(Heat Shrink Sleeve)防腐蚀层,即内层为FBE(Fusion Bonded Epoxy, 熔结环氧粉末),中间层为粉末粘合剂,外层为PP(聚丙烯)层。焊口防腐蚀形式采用热收缩带补口。国内常用的传统油气管线设计温度较低,补口材料大多采用3LPE(3-layer-polyethylene,三层聚乙烯)热收缩带,这种材料由于本身的化学成分和物理性能,只能满足低于85 ℃的工况要求(推荐应用设计温度为-40~85 ℃)。3LPP热收缩带是一种新型热收缩带,其推荐应用设计温度为-40~140 ℃,可满足该油田的设计要求。为了更好地掌握3LPP热收缩带施工技术要求和操作要领,本工作将国内普遍使用的有着成熟工艺的3LPE和新型3LPP热收缩带进行对比分析,并结合现场施工经验进行总结。
1 3LPP和3LPE热收缩带对比
1.1 选型对比
表1为典型3LPE和新型3LPP热收缩带的选型对比。
1.2 组成对比
施工安装成形后,3LPE和3LPP热收缩带均由3层不同的结构组成。最里层均为EP(Epoxy Primer,环氧底漆),但是各自性能不同:3LPE热收缩带采用2B型,3LPP热收缩带采用2C型[1];中间层均为热熔胶层;最外层分别为辐射交联聚乙烯和辐射交联聚丙烯。厂家在供货时,一般提供的材料主要包括两部分:一部分是底漆和相应固化剂,一部分是热收缩带。上述中间层结构粘结剂在出厂时就和热收缩带内表面融和在一起,现场补口时,需以适当的温度加热后才能析出液态粘结剂将3层结构粘在一起,冷却后便形成牢固的3层结构,与管子本身的防腐蚀层也能匹配。
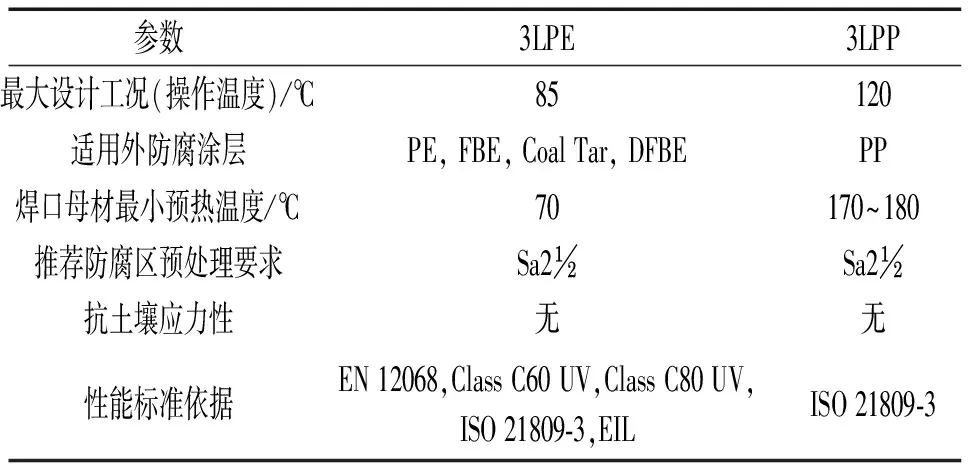
表1 3LPE和3LPP热收缩带选型对比
1.3 性能对比
在实际应用中,设计3LPE热收缩带满足操作温度区间为-20~85 ℃,3LPP热收缩带满足操作温度区间为-20~120 ℃。两者的主要区别在于3层结构可以耐受不同的温度要求,其性能对比见表2。

表2 3LPE和3LPP热收缩带主要性能对比
1.4 施工要求对比
3LPE和3LPP热收缩带有着不同的性能要求,因此其补口施工工艺也有区别,包括底漆配比,涂刷前预热温度,底漆加热温度等,特别是在底漆耐热性能和热收缩带加热温度方面,3LPP热收缩带有其特别的要求,具体施工要求见表3。
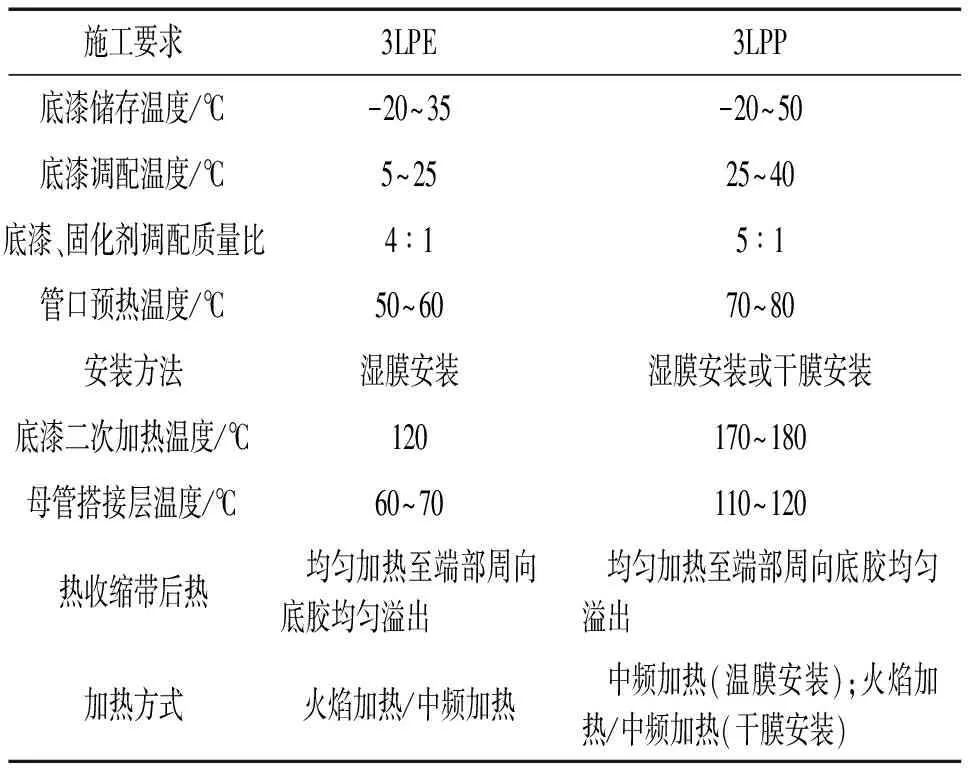
表3 3LPE和3LPP热收缩带施工要求对比
1.5 施工流程对比
1.5.1 干膜法
3LPE热收缩带补口流程:喷砂除锈→搭接层拉毛→涂刷底漆→缠绕热收缩带(待底漆实干后)→加热并收缩防腐蚀带(排气泡)→二次回火→平整防腐蚀带→胶条密封。
3LPP热收缩带补口流程:喷砂除锈→搭接层拉毛→涂刷底漆→加热底漆(待24 h左右底漆实干后)→缠绕热收缩带→加热并收缩防腐蚀带(排气泡)→二次回火→平整防腐蚀带→胶条密封。
干膜施工方法常采用手工火焰加热。
1.5.2 湿膜法
3LPE热收缩带补口流程:喷砂除锈→搭接层拉毛→预热→涂刷底漆→缠绕热收缩带→加热并收缩防腐蚀带(排气泡)→二次回火→平整防腐蚀带→胶条密封。
3LPP热收缩带补口流程:喷砂除锈→搭接层拉毛→预热→涂刷底漆→加热底漆→缠绕热收缩带→加热并收缩防腐蚀带(排气泡)→二次回火→平整防腐蚀带→胶条密封。
湿膜施工方法常采用如图1所示的非接触式的中频加热。
可以看出在干膜法和湿膜法补口流程中,3LPP比3LPE热收缩带多出了1个步骤“加热底漆”。这是由于3LPP热收缩带本身所配的底漆物理性能需要达到170~180 ℃高温才能和聚丙烯热缩带层很好地熔接在一起,而3LPE热收缩带则不需要额外加热底漆,仅需在涂刷底漆之前进行预热即可。
2 技术要点分析
从热收缩带的性能、施工要求和施工流程对比可以看出,3LPP热收缩带的性能高于3LPE热收缩带的,两者的主要区别在于底漆的性能及其施工温度要求。前者在常温下即可以满足调配温度要求,而后者必须在温度达到30 ℃左右方可满足施工技术要求。前者可以通过传统的火焰加热来达到温度要求。对于后者,当采用湿膜法安装时,不能采用火焰加热,因为用火焰直接接触加热方式会使底漆出现析蜡的情况,这就使底漆和热收缩带层不能达到很好地粘结效果,只能采用非接触式加热方式,如中频加热设备(见图1);当采用干膜法安装时,必须等待24 h左右待环氧底漆实干以后,方可采用火焰加热法(见图2)。

图1 底漆二次加热中频加热法Fig. 1 Reheating of primer by intermediate frequency heating method

图2 底漆二次加热手工火焰加热法Fig. 2 Reheating of primer by manual torch heating method
3 施工经验总结
3.1 温度控制
伊拉克地区6~9月期间日均最低温度为30 ℃左右,到了8月中下旬最高气温达到50 ℃左右,日温差很大。而该地区10月份经常会出现夜间集中降雨,而白天无降雨气候现象。在这种气候,温度可以骤降到10 ℃左右。底漆配比必须和环境温度相适应,配比前必须将底漆加热至40 ℃左右,在搅拌过程中温度略微降低,搅拌完毕后为35 ℃左右,这样的温度控制才能使其达到最好的配比效果。
底漆二次加热温度控制也很重要,当补口作业受到中频加热等设备限制而不得不采用人工干膜安装法时,人工火焰加热要达到170~180 ℃高温,且要保证均匀一致。加热均匀后可以看到搭接层均匀渗出热收缩带底胶,和母材防腐蚀层粘结在一起,如图3所示。
图3 热收缩带搭接层渗出的底胶Fig. 3 The adhesion exuded on the edge of HSS overlap layer
3.2 配比控制
由于伊拉克地区极端气温天气较长,尤其是高温天气。而厂家提供的固化剂和底漆质量比1∶5为常温下的配比要求,因此必须根据环境温度的改变相应调整配比。高温季节里固化剂和底漆质量比要降低到1∶10。对高温天气分别按照厂家指导配比和根据环境温度调整后的配比施工得到热收缩带补口进行剥离试验,结果见图4。均匀加热温度达到要求后,热收缩带两端均渗出底胶,而由于配比不同,在所处的环境温度下焊口补口区域固化的底漆粘结性发生改变。固化剂和底漆的质量比为1∶5时,底漆和热收缩带粘结效果很差;固化剂和底漆的质量比为1∶10时,底漆和热收缩带已经牢牢粘结在一起。
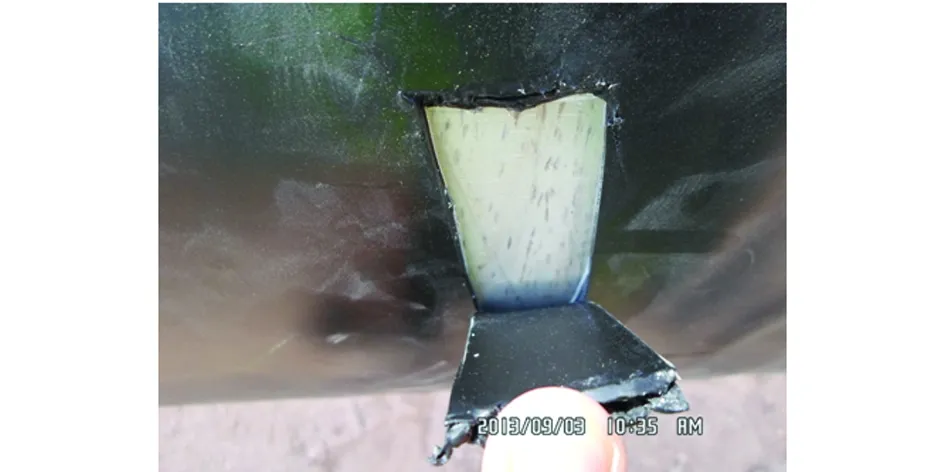
(a) 1∶5

(b) 1∶10图4 高温天气下不同固化剂和底漆配比条件下剥离试验结果Fig. 4 Peeling test results at different mass ratios of hardener to primer at high temperature
低温季节,当温度低于10 ℃时,按照底漆调配加热到30 ℃以上,调配完毕再涂刷到补口区域。由于散热面积增大,温度会迅速降低,影响了环氧底漆固化时间和固化效果,因此低温天气固化剂要增加用量,固化剂和底漆质量比要提高到1∶3。
另外,为了防止底漆涂刷流动性失效,保证均匀涂刷,要用厂家配备的量杯定量配比,现配现用,一组人一次只配比一道补口使用量。
3.3 人员培训
由于3LPP热收缩带的施工技术要求和3LPE热收缩带的有着很大的区别,对于已经熟练掌握3LPE热收缩带的施工技术的操作人员来说,要熟练掌握3LPP热收缩带的施工技术要求,还需要进行实践培训,培训合格后方可上岗。
首先是人员配合,每组人员至少配备三人,两人分别站在管口两侧对管口基材均匀加热,同时另外一人进行底漆配比搅拌,待均匀预热达到温度后,两人立即接过配好的底漆同时从两侧沿圆周方向来回均匀涂刷,动作要迅速熟练,如图5所示。

图5 DN550管线涂刷底漆Fig. 5 Primer painting on DN550 pipeline
其次是当采用人工干膜安装方法时,底漆二次加热温度要达到170~180 ℃高温,手法和耐心都必须兼备,特别是在环境温度较高,施工作业条件恶劣的情况下,更难以控制,要求两人默契配合,以确保管口两侧均匀加热。只有经过多次练习,不断摸索3LPP热收缩带的施工技术要求和以往常用的3LPE热收缩带的施工技术要求的差异,并融会贯通方可达到要求的施工质量。
4 结语
3LPP热收缩带比3LPE热收缩带有着更好的性能,施工技术要求也更加严格。通过对比3LPE热收缩带和3LPP热收缩带施工技术要求和总结操作经验细节得知,必须针对环境温度变化来合理控制温度,调整配比,并加强操作人员培训。对于3LPP热收缩带的施工方法,推荐采用湿膜中频加热法对底漆进行二次加热,这样既能节约时间,又能保证加热效率和均匀性,更有利于保证施工质量。
[1] ISO/DIS 21809-3 Petroleum and natural gas industries-external coatings for buried and submerged pipelines used in pipeline transportation systems-part 3:field joint coatings[S].
Comparison of Joint Coating Technique between New Type of 3LPP Heat Shrink Sleeve and 3LPE Heat Shrink Sleeve
WANG Guobing
(No. 5 Construction Company, China Petroleum Pipeline Bureau Engineering Co., Ltd., Renqiu 062552, China)
In order to master and apply the joint coating technique of 3LPP (3-layer-polypropylene) heat shrink sleeve (HSS) better and improve its construction quality, the comparison with that of 3LPE (3-layer-polyethylene) HSS was conducted in the respects of selection guide, structure, performance, requirements and procedures of construction. The technical essentials and construction experience of joint coating of 3LPP HSS were summarized. The results show that the temperature should be controlled reasonably and the ratio of hardener to primer should be adjusted according to the change of ambient temperature, and the worker training should be enhanced. Wet film construction method and intermediate frequency heating method are recommended, which can save time and improve heating efficiency and uniformity, and is beneficial to construction quality assurance.
3-layer-polyethylene; 3-layer-polypropylene; heat shrink sleeve (HSS);field joint coating; construction technique
10.11973/fsyfh-201706013
2015-10-25
王国兵(1984-),本科,工程师,从事油气长输管道及油气田地面建设工程项目施工技术管理工作,156246502@qq.com
TG174
B
1005-748X(2017)06-0471-04