石油钻采机械吊卡锁舌体自由锻锻造技术研究
2016-07-18李伟阳孟瑞斌关朕朱保亮宝鸡石油机械有限责任公司热工分公司
文/李伟阳,孟瑞斌,关朕,朱保亮·宝鸡石油机械有限责任公司热工分公司
石油钻采机械吊卡锁舌体自由锻锻造技术研究
文/李伟阳,孟瑞斌,关朕,朱保亮·宝鸡石油机械有限责任公司热工分公司
吊卡锁舌体的锻件形状如图1所示,吊卡锁舌体锻造是一个新课题。它的形状一端为方形,另一端为圆形(圆形轴线与整体中线垂直)并带一个小橛子,中间为偏心呈不对称方形。产品质量要求高,锻造难度大。以往的锁舌体锻造是整体锻造为方块,加工余量大,锻造流线不完整,整体质量不佳,质量无法得到提升。
鉴于我们的设备是自由锻设备,本文从自由锻锻造的范畴对石油钻采用吊卡锁舌体的锻造成形展开研究,编制锻造工艺锻件图、锻造工序工步图,选择锻造工艺参数,包括下料规格、重量、锻造温度、设备、冷却、锻后处理等。设计必要的锻造工装工具,保证锻造顺利进行,以满足锻造工艺要求。
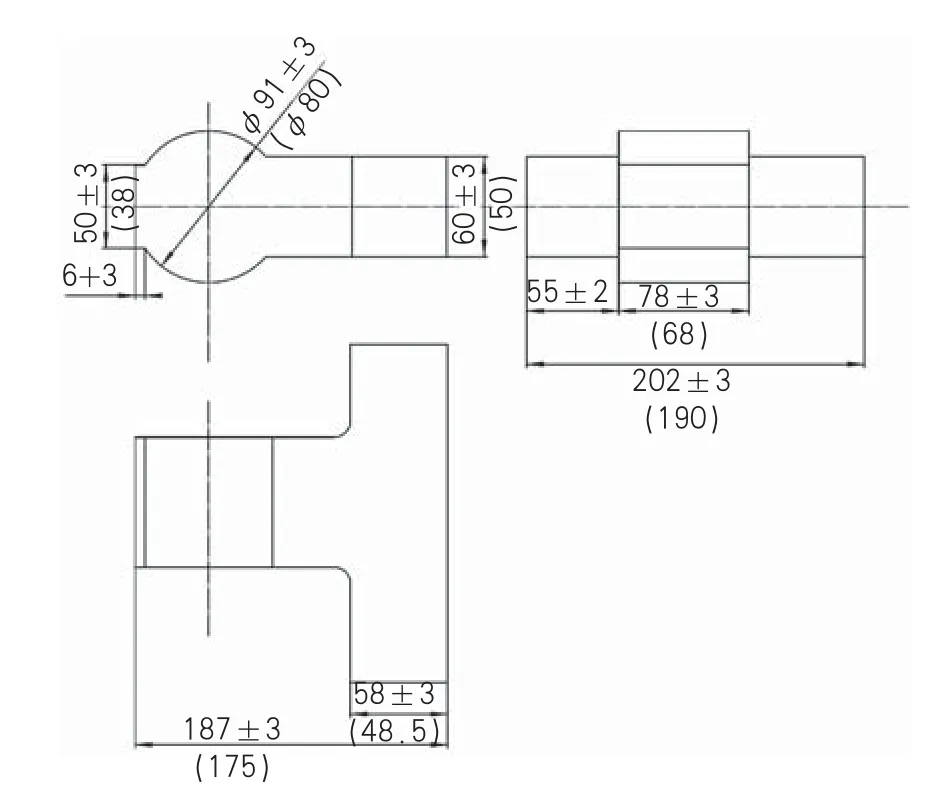
图1 吊卡锁舌体锻件图
锻造工艺准备
⑴编制锻件图。根据零件形状,锻件接近零件形状,加放余量和公差,头部凸台加大余量和公差,以确保各部分加工余量。
⑵计算锻件重量、下料重量。根据锻件图计算锻件重量,锻件重量=锻件密度×锻件体积,此处还要考虑锻件的圆角。
⑶下料规格的选取。在保证锻出的情况下,根据法兰盘尺寸、锻造比要求并结合现有材料情况,下料规格选取为φ150mm,此时锻造比为1.5。
⑷锻造设备、加热设备、锻造温度选取。选取750公斤锻锤,加热设备选取燃气室式炉,始锻温度为1180℃,终锻温度为850℃。
⑸锻造火次、锻后冷却选择。选取锻造火次为3火次,锻后冷却采用灰沙冷,覆盖厚度大于80mm,如果原材料采用钢锭,就必须进行锻后控制冷却,具体为去氢处理。
锻造工艺过程
⑴下料。锯床锯切下料φ150mm×108mm,高温入炉,加热到1180℃保温2小时,然后出炉进行锻造,当温度低于终锻温度850℃时,必须停锻,入炉重新加热后出炉进行锻造。
⑵坯料出炉,垂直置于下砧,轻镦一下,使氧化皮脱落,沿轴线方向拔长锻方,尺寸为153mm×60mm×202mm。
⑶用三角铁分料压痕,如图2所示,保证台阶垂直无斜度。

图2 三角铁分料压痕图
⑷拍扁头部,如图3所示,保证厚度尺寸。
⑸尾部锻造完成,如图4所示,符合锻件尺寸。
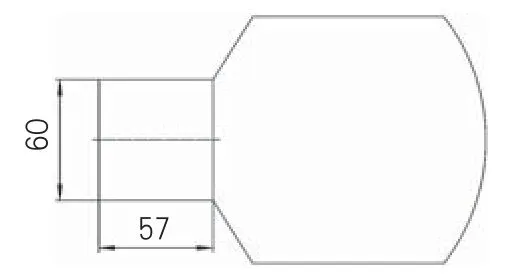
图3 拍扁头部图
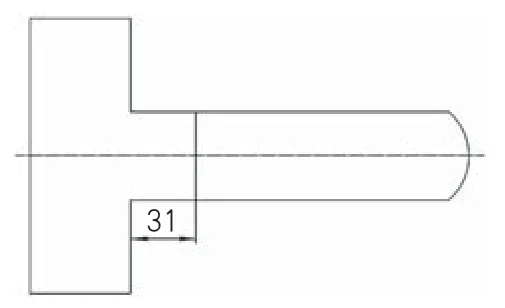
图4 尾部锻造图
⑹夹持尾部一端,滚圆锻造头部,如图5、图6所示,沿逆时针方向逐渐转动锻件,每次转动约15度,依次锻出圆弧,锻平圆弧上下平面,为保证锻出头部凸台部分尺寸,滚圆时顶部锻造多留5mm余量。
⑺锻出头部凸台,如图7所示,加热头部到锻造温度,尾部不需要加热,以防止变形。
图5 头部滚圆
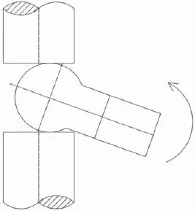
图6 头部滚圆操作图
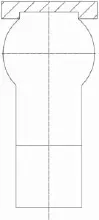
图7 头部凸台锻造图
⑻修正,各部分尺寸的修正如图1所示。
⑼冷却出炉,冷却时采用灰沙冷,覆盖厚度大于80mm。
利用一些简单的工具,采用独特的工艺方法进行锻造加工,所制备的吊卡锁舌体,锻件沿成品外形成形,能够保持锻件的完整流线,其力学性能指标优于整体锻造为方块进行机械加工的零件,在提高质量的前提下节省原材料,降低生产成本。
