激光熔覆同轴送粉喷嘴的研究状况
2015-12-28薛菲王耀民刘双宇
薛菲,王耀民,刘双宇
(1. 长春理工大学 机电工程学院,吉林 长春 130022; 2. 吉林省激光加工中心,吉林 长春 130022)
激光熔覆同轴送粉喷嘴的研究状况
薛菲1,王耀民2,刘双宇1
(1. 长春理工大学 机电工程学院,吉林 长春 130022; 2. 吉林省激光加工中心,吉林 长春 130022)
摘要:送粉喷嘴作为送粉系统的关键部件之一,直接影响着激光熔覆的效果。随着激光熔覆技术的发展,国内外对送粉喷嘴进行了深入研究,研制出了多种新型送粉喷嘴,有效的提高了熔覆效果和粉末的利用率。简要的概括了国内外对于同轴送粉喷嘴的研究进展以及送粉原理,分析了现有同轴送粉喷嘴现状,指出了现有送粉喷嘴存在的不足,提出加强送粉喷嘴的设计是加速送粉激光熔覆发展的关键问题之一,并对同轴送粉喷嘴的前景进行了展望。
关键词:激光熔覆;同轴送粉喷嘴;研究状况;现状分析
0引言
激光熔覆技术是20世纪80年代后兴起的一种新的表面改性技术[1,2],是指在基体表面上涂覆不同材料,这些材料以粉末的形式经送粉装置输送到基体材料表面,然后通过激光照射使粉末材料熔化后逐渐凝固在基体上,形成一种新的复合材料,从而改善基体材料表面的耐磨、耐热、耐腐蚀的特性及其强度的工艺方法[3]。激光熔覆技术具有很高的经济效益,它能在形成高性能致密表面的同时不降低基体材料的特性,目前在制造和修复金属零件方面已得到广泛应用[4],另外在航空航天、机械电子和武器制造等行业也具有良好的应用前景[5]。
在激光熔覆过程中,粉末材料的输送非常重要,好的输送可以减少粉末的浪费,提高粉末的利用率,得到的熔覆层表面具有较好的各向同性[6,7],而且更平整光滑等,因此送粉系统成为激光熔覆技术中的一个非常重要的环节,而送粉喷嘴作为送粉系统的关键组成部分之一,它会直接影响熔覆零件的精度,国内外学者对送粉喷嘴进行了一系列研究,并取得了一定的成果[8-10]。
1激光熔覆送粉的方式
目前,激光熔覆技术中主要有预置粉末法和同步送粉法。预置粉末法虽然可以大面积熔覆,但制造出的熔覆层容易产生气孔、变形、开裂和脱落等缺陷[13],而且预置的粉末导热性差,需要激光具有很大的能量。同步送粉法又分为侧向送粉和同轴送粉[11,12]。侧向送粉是指在激光束的一侧安装送粉喷嘴,因此粉末出口和激光束出口相距较远,不会出现粉末过早熔化阻塞光口的现象。侧向送粉具有方向性,只能用于二维轨迹的熔覆,不适用于圆形、方形等复杂三维轨迹,所以它在某些场合无法完成难度高,形状加工复杂的工件的熔覆。而同轴送粉可以满足不同复杂零件的制造,没有方向的限制,所以现在的激光熔覆大多采用同轴送粉的方法[14]。
同轴送粉又分为自重式送粉和载气式送粉。自重式送粉是依靠粉末的自重进行输送,这种送粉方式粉末利用率高,得到的熔覆层平滑,但是它输送的粉末连续性差,并且倾斜送粉时粉末的水平方向动力不足,影响粉末的汇聚,降低利用率造成较大的浪费。载气式送粉是基于固气两相流原理依靠气体的动力输送粉末,这种方式粉末混合均匀可以连续的输送。但是由于受气体影响较大,难于控制粉末的流向所以粉末利用率低[13]。目前大多数激光器上都使用的是同轴送粉,但是它有粉末汇聚性差、粉末利用率低和出粉口易堵塞等问题都亟待解决[15-17]。基于同轴送粉存在的一系列问题,国内外都致力于同轴送粉喷嘴的设计和改进,来克服送粉时的一些缺点。
2同轴送粉喷嘴国内外研究状况
早期的同轴送粉喷嘴的结构主要分为两个腔:内腔和外腔。内腔是激光束通道:其内安装有聚焦镜来对激光束聚焦,并且通有惰性气体以避免飞溅的粉末污染聚焦镜。外腔是由在内腔外围的圆锥和喷嘴的圆锥外廓形成的环形圆锥腔即为粉末输送通道,粉末由气体通过外腔上端的带有小孔的金属圆盘将其均匀送入[12]。但是由于外腔的空隙比较大,输出粉末容易发散,而且不能均匀的散落到基材上[18]。图1为早期的同轴送粉喷嘴结构图。

图1 早期的同轴送粉喷嘴结构图
随着激光熔覆的进一步发展,为了改善早期送粉器的缺点,科研单位对其进行改进以提高输送粉末的均匀性和汇聚性。与早期同轴送粉喷嘴不同,改进后的喷嘴有内喷嘴、中间喷嘴和外喷嘴构成。内喷嘴为激光束通道,通过聚焦镜聚焦激光束。中间喷嘴和内喷嘴之间形成的圆锥形空腔为粉末通道,输送来的粉末在此汇聚[19]。外喷嘴和中间喷嘴之间形成的空腔为水冷腔,保护由于长时间激光加工引起的喷嘴过热导致的局部变形而使送粉出口堵塞。改进后的送粉喷嘴在粉末的汇聚性和均匀连续性上有了提高。但是喷嘴离工件表面比较近,粉末容易粘附在喷嘴上堵塞粉末出口,改变粉末的流动方向,不利于送粉喷嘴长时间加工[12]。图2为改进后的同轴送粉喷嘴结构图[12]。
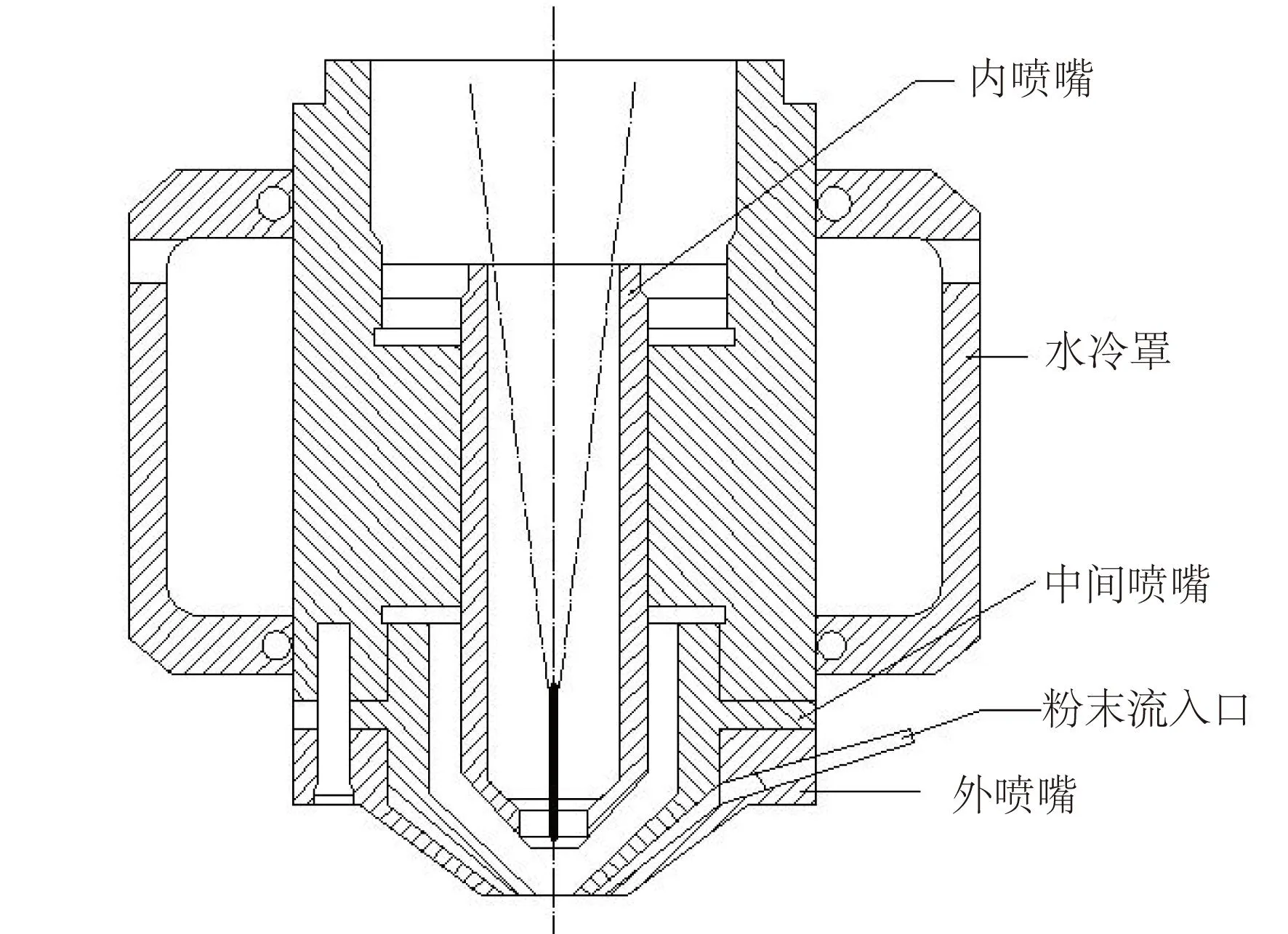
图2 改进后的同轴送粉喷嘴结构图
2.1国内研究状况
沈阳航空航天大学的王维等人设计了一种四孔式的同轴送粉喷嘴[20]。此送粉喷嘴的中心依然是激光束通道,沿激光束通道外围轴向分布4个送粉管,与改进后的送粉喷嘴相比,粉末是由4个送粉管喷出而不是汇聚到锥形腔内喷出,所以它距离基材表面距离较远,避免了出粉口的堵塞。并且这种四孔式送粉喷嘴还采用双层冷却,在保留原来激光束通道和送粉通道之间的内腔冷却层的基础上,又在送粉通道和外锥体之间设计上了外腔水冷层。这样不仅可以提高送粉喷嘴的工作时间还有效的避免了由于喷嘴在高温影响下的变形而使粉末阻塞出粉口的情况。最后通过粉末汇聚性试验、粉末粒子反弹试验、粉末利用率试验等选取了最佳的粉末管倾斜角度。图3为四孔式同轴送粉喷嘴结构图。

图3 四孔式同轴送粉喷嘴结构图
尽管上述的四孔式同轴喷嘴提高了粉末的利用率及冷却性能,但是由于粉末经气体送出后开始是直线输出,但是不能较长距离的保持,未送达基体表面便会出现分散的情况,汇聚性和利用率还是有待提升。所以针对这种情况北京工业大学的张正伟等人则设计了一种双层送粉管道的送粉喷嘴[12]。载气式送粉由于粉末受气体影响很大,不容易控制,利用率≥30%,而非载气式≥60%[21]。所以这种送粉喷嘴在其送粉管上部安装粉气分离体将粉末和气体分离,粉末经送粉管中间层输出,气体则由送粉管外层输出,在粉末流外围形成管状气帘。在气帘的保护下,可以较好的保持粉末开始输出时的状态及较长距离的挺度,避免了粉末的分散和反弹,既有效的提高粉末的汇聚性、稳定性和利用率又避免了非载气式(自重式)送粉喷嘴倾斜送粉不足的缺点[22]。图4为双层送粉管的同轴送粉喷嘴结构图。

图4 双层送粉管的同轴送粉喷嘴结构图
沈阳新松机器人自动化股份有限公司也设计了一款气帘保护式同轴送粉喷嘴,但是它与上述气帘的形成不同。它是在送粉通道和外腔水冷层中间设有一空腔,并配着带进气口的进气管,空腔下端设计成垂直边缘,形成气帘保护里面的粉末流,来实现粉末的高度汇聚和较好的挺度防止粉末的分散。图5为气帘保护式同轴送粉喷嘴结构图[23]。

图5 气帘保护式同轴送粉喷嘴结构图
因为载气式送粉喷嘴的粉末利用率低于非载气式的,所以现在对于送粉喷嘴的设计大多都以粉末的利用率为一个重点考虑因素。田凤杰设计的卸载气激光同轴送粉喷嘴就是基于非载气送粉利用率高设计的带有气固分离均分器的送粉喷嘴[24],但是卸载了气体的送粉喷嘴又会有动力不足的缺点。将有送粉器输送的载气粉末通过气固分离均分器将气体分离,提高了粉末的利用率。分离出的粉末流入送粉喷嘴的送粉通道,在喷嘴内的送粉通道外部有的圆锥形空腔,输入气体形成保护气体,改善粉末的汇聚性。图6(a)为送粉系统的结构图,图6(b)为送粉喷嘴结构图。


图6 (a)送分系统的结构图,(b)送粉喷嘴结构图
2.2国外研究状况
Pratt等人设计了一种用于激光熔覆中侧向送粉的单点送粉喷嘴[25]。这种喷嘴上安装有可以选择每单位时间输送到基材上粉末量的装置,并且还设计有一种装置可以保护基材表面反射的激光对喷嘴的损害,避免粉末熔化堵塞和粘结在喷嘴的粉末出口处。由于侧向送粉方向单一,不适于复杂的三维送粉,所以Stephen Aleshin等人又设计了一种同轴的单点送粉喷嘴[26]。内喷嘴输出激光并与外喷嘴同轴,内喷嘴有粉末进出口,外喷嘴有气体进出口,形成保护气体来提高熔覆品质。
Heng Pan等人[27]研究了在同轴送粉喷嘴中通过重力驱动输送金属粉末,发现粉末流与粉末性能、喷嘴的形状以及保护气体的设置有关。通过影响保护气体方向、气体流量、粉末通道口直径大小等进行试验,发现这些因素都会影响到熔覆的效果。
Guijun Bi等人[28]研制的送粉喷嘴带有监测系统可以对激光熔覆系统进行实时的监测,而且它还可以反映送粉喷嘴的温度,避免连续长时间工作对送粉喷嘴的损害。提高了送粉喷嘴的寿命,并且有效的改善熔覆效果。
3同轴送粉喷嘴的研究现状分析
由以上研究可知目前的同轴送粉喷嘴很好的解决了粉末的均匀性、汇聚性、利用率、喷嘴的冷却和寿命等问题,有效的改善了熔覆层的品质。但是仍然没有设计出最佳的同轴送粉喷嘴。以上所研究的送粉喷嘴也大多是基于功率较大的大送粉量的CO2激光器,适用于YAG激光器的精细送粉喷嘴较少。随着大功率YAG固体激光器的研究和发展,它越来越多的被用于激光熔覆中。YAG固体激光波长是1.06 um,波长较CO2激光的短,能减少能量的反射损失,因此它具有较高的吸收率[29]。经理论和实验证明YAG激光的吸收率是CO2激光的3倍[30]。再者YAG激光器制作简单、操作方便、价格低廉而且可以使用光纤传输,便于实现加工的柔性化,方便远距离和多工位传输。脉冲YAG激光器则更适于激光熔覆,具有更突出的优点[31]。以脉冲方式工作的激光器不需要连续的送粉,能实现小粉量送粉,并且产生的激光束间断性的注入到基材上,能够减少由于大量热量引起的零件变形[30],较连续的CO2激光器和连续的YAG激光器的熔覆效果好,对于精细送粉喷嘴的研究有指导意义。因此为了改善激光熔覆的效率,科研人员对小粉量的精确送粉也进行了一些研究。华中科技大学闫江松等人研制了一种容积式送粉系统,通过采用双电机传动结构和精确的计算粉末流量的装置,实现小送粉量的输送[32]。Lehua Qi等人研究使用超声波振动毛细管来平稳的微量的输送粉末。不同毛细管的锥角角度、内直径、外直径等都对粉末的平稳输送有影响。最后经过实验得到了适合稳定输送微量粉末的毛细管锥角角度和内外直径等[3]。
4前景展望
随着激光熔覆技术的不断发展,对熔覆层的效果要求也越来越高,送粉喷嘴作为激光熔覆送粉系统的一个重要部件,对激光熔覆效果起着至关重要的作用。经过长时间的探索,国内外已经设计出了很多新型的送粉喷嘴,有效的改善了送粉过程时粉末发散、不均匀、汇聚性差和利用率低等缺点,并且使熔覆得到的复合材料的表面也更加平整光滑,较好的实现了复杂零件的制造和修复。尽管送粉喷嘴的研究取得了一定成果,但是粉末的汇聚性和利用率仍需要提高。加强送粉喷嘴的设计是加速送粉激光熔覆发展的关键问题之一,因此进行激光送粉头进一步的研究仍有很大的现实意义。
参考文献:
[1] Yang Sen, Zhong Minlin, Zhang Qingmao et al.. New technique to rapidly manufacture metal parts with laser [J]. Laser Technique, 2001 ,25(4):254-257.
[2] 关振中. 激光加工手册[M]. 北京:中国计量出版社,1998.
[3] 黄尚猛,李华川. 激光熔覆技术在工业中的应用及其发展[J]. 装备制造技术,2007,(6):118-120.
[4] 佟明. 激光快速成形粉料输送系统关键技术研究[D]. 沈阳:沈阳航空航天大学,2011,25-26.
[5] 钟敏霖,宁国庆,刘文今,等. 激光快速柔性制造金属零件基本研究[J]. 应用激光,2011,21(2):76-78.
[6] Lin J M, Steen W M. Design Characteristics and Development of a Nozzle for Coaxial Laser Cladding[J]. Laser Application,1988,10(2):55-58.
[7] Watkins K G, Fearon E. A Method of Layer Height Control in Direct Laser Fabrication of304L Stainless Steel[C] //2st International Congress on Applications of Lasers and Electro-Optics. Jacksonwille,USA,2003:84-93.
[8] 张红军,钟敏霖,刘文今,等. 高汇聚温度显示激光快速制造同轴送粉喷嘴的研制[J]. 应用激光,2004,24(6):380-382.
[9] Sexton L, Byrne G, Watkins K G. Alloy Development by Laser Cladding: an Overview[J]. Journal of laser Application,2001,13(1):2-11.
[10] Lin J M. A Simple Model of Powder Catchment in Coaxial Laser Cladding[J]. Optics and Laser Technology,1999,31:233-238.
[11] 靳晓曙,杨洗陈,王云山,等. 激光三维直接制造和再制造新型同轴送粉喷嘴的研究[J]. 应用激光,2008,28(4):266-270.
[12] 张正伟,杨武雄,陈铠,等. 激光熔覆快速成形技术送粉喷嘴的研制[J]. 激光杂质,2007,28(1).
[13] 胡晓东,马磊,罗铖,等. 激光熔覆同步送粉器的研究现状[J]. 航空制造技术,2011,(9).
[14] Li W B. Engstrom H. Magnusson C. Modelling of the Laser Cladding Process Pre-heating of the Blown Powder Material, Lasers Eng, 4: 329-341.
[15] 路桥潘,张安峰,李涤尘,等. 载气式同轴送粉喷嘴的数值模拟及实验研究[J]. 中国激光,2010,37(12):3162-3167.
[16] Heng Pan , Frank Liou. Numerical simulation of metallic powder flow in a coaxial nozzle for the laser aided deposition process[J]. J. Mater. Process.technol, 2005, 168(2):230-244.
[17] E.W. Kreutz et al, A p p l ied Sur f ace Science, 86(1995) ,310.
[18] 吴任东,徐国贤,颜永年. 直接金属成形喷射技术[J]. 机械设计,2005,22(1):5-7.
[19] Y. P. Hu, C. W. Chen, K. Mukherjee.Development of a new laser cladding process for manufacturing cutting and stamping dies[J]. Journal of materials sciernce. 1998,33:1287-1292.
[20] 王维,才磊,杨光,等. 激光熔覆同轴送粉喷嘴研制[J]. 中国激光,2012,39(4).
[21] 朱银峰,王云山,杨洗陈,等. 用于激光快速制造的三维送粉头的设计[J]. 应用激光,2005,25(4).
[22] 肖荣诗,张正伟,杨武雄,等. 一种激光制造同轴送粉头[P]. 中国专利:200520128123.X,2007-2-14.
[23] 邢飞,张翼飞,宫铭辉,等. 一种气帘保护式三维同轴激光送粉头[P]. 中国专利:200810012652.1,2012-2-10.
[24] 田凤杰. 卸载式激光同轴送粉喷嘴的研制[J]. 中国机械工程,2011,22(19).
[26] Vanon D.Pratt,Hamilton,Paul J.E.Monson, Loveland. Single Point Powder Feed Nozzle for Use in Laser Welding:United States,846,506[P]. 1993-9-14.
[26] Stephen Aleshin,Cincinnati, Ohio.Coaxial Point Powder Feed Nozzle:United States,339,388[P]. 1996-1-23.
[27] Heng Pan, Todd Sparks, Yogesh D.Thakar, Joural of Manufacturing Science and Engineering, 2006,128:541-553.
[28] Guijun Bi, Schurmann Bert, Gasser Andres.et al, Development and qualification of a novel laser-cladding head with integrated sensors[J]. 2007,47(3):555-561.
[29] Brandt M, Scott D A, Emms S B. Laser cladding with pulsed Nd:YAG laser an optical fibers[J]. Journal of Laser Applications, 1997,9(2):67-75.
[30] 杨洗陈,雷剑波,王云山,等. Nd:YAG激光和CO2激光熔覆性能比较研究[J]. 天津工业大学学报,2003,22(5).
[31] 张魁武.国外激光熔覆设备[J]. 金属热处理,2002,27(7).
[31] 闫松江,张海鸥,王桂兰,等. 等离子熔积直接制造容积式送粉系统设计[J]. 华中科技大学学报,2006,34(11).
[32] Lehua Qi, Xianghui Zeng, Jiming Zhou.Stable micro-feeding of fine powders using a capillary with ultrasonic vibration[J]. Powder Technology, 2011,2(14):237-242.
Research on Coaxial Powder Feeding Nozzle for Laser Cladding
XUE Fei1, WANG Yao-min2, LIU Shuang-yu1
(1. College of Mechanical and Electrical Engineering, Changchun University of Science and Technology,
Changchun 130022, China; 2. Laser Processing Center of Jilin Province, Changchun 130022, China)
Abstract:Powder feeding nozzle is used as one of the key components in the powder feeding system which has direct influences on the effect of the laser cladding. With the development of the laser cladding technology, powder feeding nozzle is studied both at home and abroad, so a variety of new powder nozzles are developed to effectively improve the effect of the cladding and powder utilization ratio and reduce the waste. This paper briefly summarizes the domestic and foreign coaxial powder nozzle progress and powder feeding principle, analyses the existing coaxial powder feeding nozzle status quo, points out the shortcomings of the existing powder feed nozzle and proposes that strengthening the powder feed nozzle design is one of the key issues of accelerating the laser cladding development, and then the predicts the future development of the coaxial powder feeding nozzle.
Keywords:laser cladding; coaxial powder feeding nozzle; research status;situation analysis
收稿日期:2014-11-27
中图分类号:TG456.7
文献标志码:A
文章编号:1671-5276(2015)03-0046-04
作者简介:薛菲(1987-),女,研究生,主要从事激光-电弧复合焊接及激光熔覆方面的研究。