螺旋锥齿轮粗加工后检验技术的研究
2015-11-14赵睿荣
赵睿荣
摘 要:该文针对螺旋锥齿轮的加工解析了格里森公司的V/H检验法的技术流程,介绍了V/H检验技术的调整方法及相关参数的计算方法。以提高齿面接触区质量为目标,以格里森公司V/H检验法为检验手段,以具体实例为基础进行螺旋锥齿轮热前滚检实验,对实验数据进行记录、分析,并通过加载测试对分析数据进行有效性验证。此检验方法的使用对螺旋锥齿轮切齿过程中切齿调整参数的修正具有重要的指导意义, 经过修正后的加工方式大大提高锥齿轮副的使用寿命,提高了锥齿轮副的有效工作时间。
关键词:V/H检验法 螺旋锥齿轮 接触区 滚检实验
中图分类号:TH132.1 文献标识码:A 文章编号:1672-3791(2015)07(c)-0068-03
将被检验的螺旋锥齿轮副安装在滚动检查机上,利用齿轮检验机工作头做垂直和水平移动,使接触区由工作位置移动到大端齿高中间位置或小端齿高中间位置,并用变化前后的V、H数值及齿面接触区的形状,来评定齿面接触质量的方法,叫做V/H检验法。
经V/H法检验后,可检验出螺旋锥齿轮接触区大小,对角接触的程度和方向,接触区对安装误差的敏感性状态,进而评定齿面接触区的质量,以更好的保持铣齿工序中产品的一致性,稳定产品质量。
1 检验技术流程
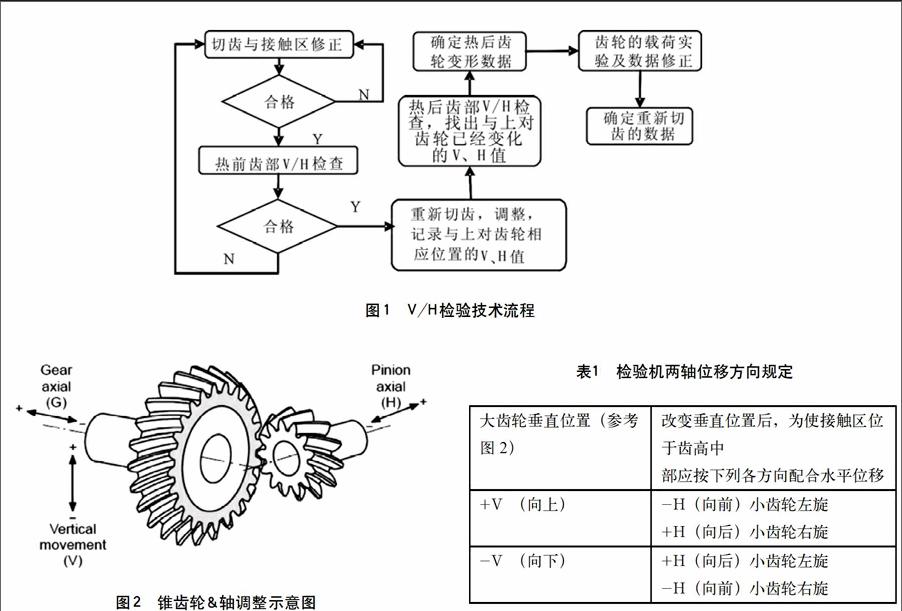
如图1所示,该检验技术流程主要包括切齿与接触区修正、热前齿部V/H检查、热后齿部V/H检查、确定热后齿轮变形数据、齿轮的载荷实验及数据修正、确定重新切齿数据6个环节。该文仅针对螺旋锥齿轮热前V/H检验环节进行了研究。
2 锥齿轮热前检验
2.1 检验技术对于检验机两轴位移的方向规定
在V/H技术检验中,检验机的垂直及水平位移方向,均以正、负号表示,其正、负号(图2所示)规定如下。
+H—使小齿轮安装距向增大方向移动;
-H—使小齿轮安装距向减小方向移动;
+V—大齿轮向小齿轮中心线上面移动;
-V—大齿轮向小齿轮中心线下面移动。
垂直位移V改变后,为使接触区位于齿高中部,需相应改变水平位移H,如表1所示。
2.2 检验技术中V、H值的计算方法
该计算方法参考于格里森公司工作经验得到以下结论。
在滚动检验机上,令大齿轮改变垂直移动,使接触区由正常位置移向齿小端,其垂直位移量为:
为使接触区位于齿高中部,小齿轮的水平位移应相应地改变为:
再使大齿轮作垂直移动,使接触区移向齿的大端.其垂直位移量为:
伴随改变水平位移量为:
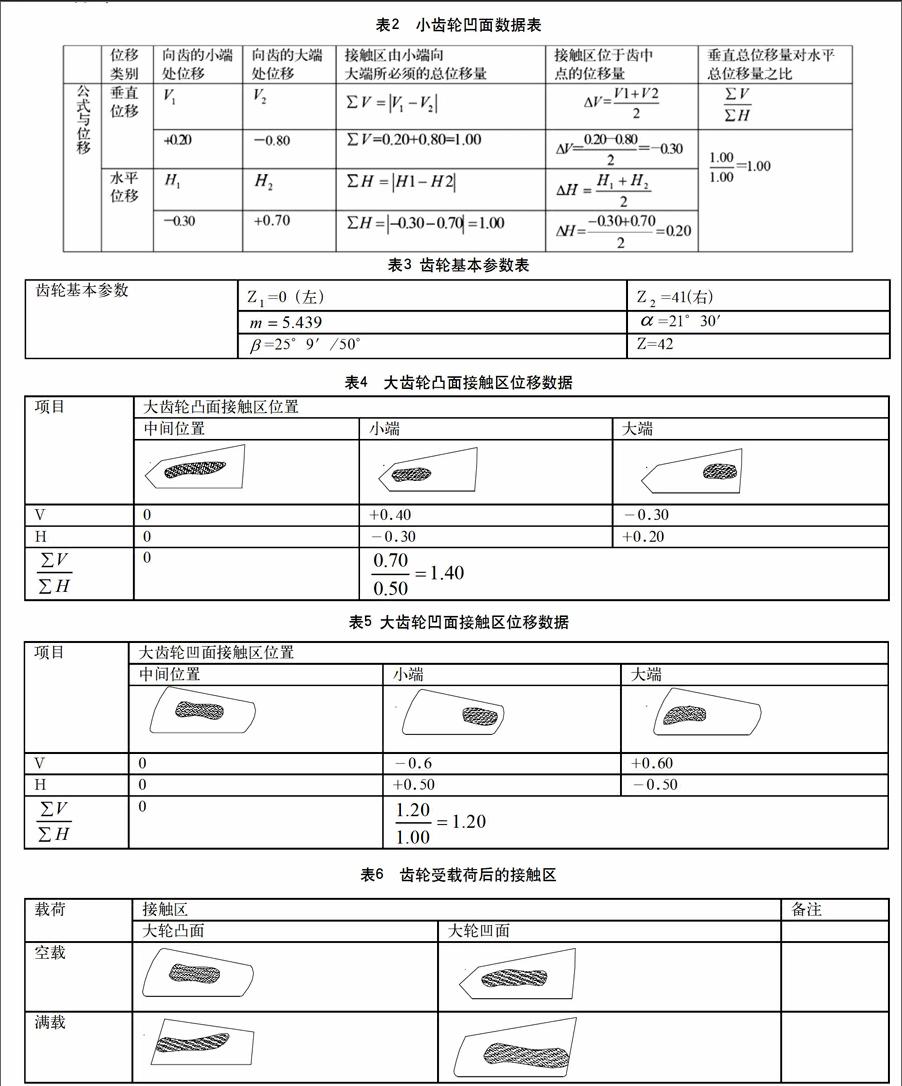
根据上述小齿轮凹面数据列成表,如表2所示。
2.3 以一对汽车驱动桥用螺旋锥齿轮为例,说明V/H检查法的使用情况
如表3所示,为齿轮的基本参数表,以此螺旋锥齿轮为例,实验得出大轮凸面、凹面数据,见表4、表5。
3 实验数据分析
3.1 接触区的长度分析
由表2知大轮凸面的总垂直位移量为:,此时的接触区的长度超过齿面的50%,再根据表6,我们可以看出齿轮在满载的情况下,接触区已经跑出齿面大端了,并且>1,为齿顶接触,应对接触区重新进行修正,增大总垂直位移量解决上述问题。大轮凹面亦是同样的方法解决此问题。
3.2 对角接触性质
见表4、5,大轮凸面=1.4、凹面=1.2,>1呈内对角接触,在铣齿工序中,必须设法消除,对角接触轻微的可根据实际齿轮质量要求决定是否消除。为了准确检验齿形和齿向精度,在有条件的加工工厂,可以采用采用测齿仪进行精确检测。
4 加载测试
对于有条件的实验场所,可以对数据分析的结果进行加载测试,将滚检机的接触斑保留后重新涂抹耐磨颜料,按照设计载荷的80%~100%对完成的锥齿轮副进行加载测试,运行8 h后(正反各4 h)将加载接触斑与理论推算接触的扩展方向及面积进行对照,以验证分析数据的准确性。
5 结语
通过上述实验可知,采用V/H检验法可方便检验出螺旋锥齿轮的齿面接触质量,并可以通过加载测试,以论证检验方法的有效性,该方法对螺旋锥齿轮切齿过程中切齿调整参数的修正具有重要的指导意义。经过修正后的加工方式能大大提高锥齿轮副的使用寿命,提高产品的可靠性。
参考文献
[1] 邓效忠.螺旋锥齿轮设计的新方法[M].河北:科学出版社,2012.
[2] 徐万河.弧齿锥齿轮准双曲线齿轮加工工艺调试方法[M].南京:南京跃进汽车集团公司印刷厂,1997.
[3] 李普华.对格里森弧齿锥齿轮接触区的认识与修正[J].机电工程技术,2010(8):169-170.
[4] 周凯红,李淑.螺旋锥齿轮技术的历史、现状和展望[J].桂林航天工业高等专科学校学报,2008,13(3):4-8.
[5] 吴能章.弧齿锥齿轮V/H检验的数学描述[J].四川工业学院学报,1998,17(2):1-7.
[6] 李小清.螺旋锥齿轮数控加工与误差修正技术研究[D].湖北:华中科技大学,2004.
[7] ANSI/AGMA 2009-B01. Bevel Gear Classification, Tolerances, andMeasuring Methods [S].Virginia,American Gear Manufacturers Association,2001.
[8] 王彦鹍.球面渐开线螺旋锥齿轮接触区调整方法研究[D].吉林:吉林大学,2014.
