安钢连铸机扇形段驱动辊设计优化与应用
2015-03-10王运方
王运方
(安阳钢铁股份有限公司 )
安钢连铸机扇形段驱动辊设计优化与应用
王运方
(安阳钢铁股份有限公司 )
通过研究安钢连铸机扇形段的驱动辊的设计结构和现场使用状况分析,经过力学性能理论计算,实施扇形段驱动辊的剖分轴承结构改进为直通辊结构,经过生产实践检验和应用实例对比,证明这种优化设计结构合理、效益可观、实用性强。
连铸机 扇形段 驱动辊 实施 直通辊 应用 合理
0 前言
安钢第二炼轧厂1#连铸机是2005年引进德国西马克技术,建造了一台具有国际先进水平的现代化大型宽厚板连铸机。该铸机装备优良,产品质量稳定。作为连铸机核心的扇形段,由于工况条件恶劣,其结构设计以及使用性能直接影响着连铸生产的稳定和产品的质量[1]。板坯连铸机扇形段驱动辊主要有整体式分段辊、芯轴式辊、分段组合式辊[2]。板坯连铸机依靠驱动辊把结晶器内形成的具有一定厚度的坯壳的板坯沿导向段拉出[3]。为改善驱动辊的受力情况、增加辊子刚度、改善坯型,扇形段驱动辊一般设计中间增加支撑。安钢1#连铸机设计的结构正是中间增加剖分轴承结构的分段式结构。但是,扇形段驱动辊因剖分轴承损坏或者漏水导致扇形段在线使用寿命缩短,大大降低了炼钢作业率,同时造成生产成本的提高。为此,结合安钢1#连铸机扇形段驱动辊的原设计特点,经过理论计算和生产实践,改进了局部的设计结构为通辊结构,经过长期的生产实践检验,该结构优化,故障率低、维修成本大幅度降低、生产稳定性高,经济效益显著。
1 设备概况
安钢1#连铸机为直弧形连铸机,连铸机的扇形段——即铸坯导向段由弯曲段、弧形段、矫直段、水平段组成。铸坯导向段沿拉坯方向,自上而下分布着不同辊径的夹送辊,夹送辊对铸坯起着夹送和依托作用[4]。弯曲段位于连铸机的最上部,依次向下是弧形段,矫直段和水平段;在弧形扇形段、矫直段和水平段中为了实现拉坯和引锭输送,设计有每套扇形段一组驱动辊。为了增加驱动辊的刚度,每套驱动辊设计中间支撑作用的剖分轴承结构,属于分段式剖分轴承结构,具体如图1、图2所示。
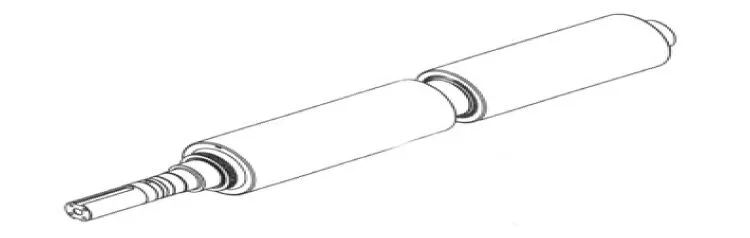
图1 Φ235和Φ275驱动辊原设计分段剖分轴承结构图

图2 Φ235和Φ275驱动辊原设计装配图
如图1、图2的这种结构在2005年至2012年一直在线使用,该连铸机因为剖分轴承部位故障引起的扇形段更换比率很大,这些故障直接或者间接影响连铸机生产,设备表现为扇形段事故下线。2007年~2012年下线故障原因进行统计分析见表1。
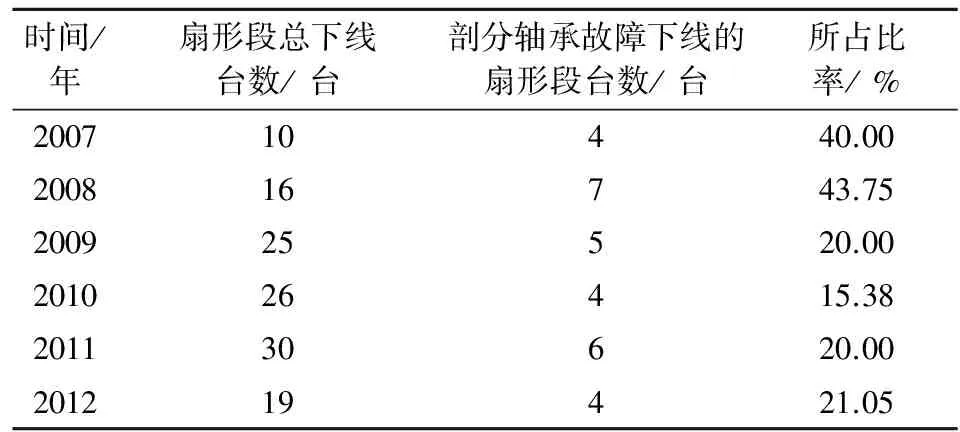
表1 2007年~2012年1#连铸机扇形段下线统计
由表1可以看出,由于扇形段驱动辊剖分轴承故障损坏导致的扇形段故障的比例平均高达26.70%,是影响扇形段在线使用寿命的主要原因。扇形段的在线使用寿命一般为60万t~100万t过钢量,因为驱动辊故障,安钢1#连铸机实际使用寿命不足40万t,严重影响了连铸机的正常生产。
2 问题分析
优化前安钢第二炼轧厂1#连铸机Φ235和Φ275每段驱动辊采用上下两对(四根)成组驱动。每根驱动辊有三个轴承座进行支撑(如图1、图2所示);属于分段部分轴承结构,其中两端是滚动轴承,而中间轴承采用剖分形式,该剖分轴承全部使用进口产品,但损坏最频繁的恰恰是该剖分轴承。
国内连铸机有数百台,只有安钢等少数厂家使用这种剖分轴承的驱动辊形式。据不完全统计,仅安钢二炼轧厂每年采购剖分轴承备件费用大约有180万元。对该剖分轴承频繁损坏的原因分析有以下几个方面。
2.1 内部结构不合理
由于剖分轴承有上下两个半圆的对接,内外轴承衬套对接存在一定的错位,接口处不是很平滑;即使安装时对齐,但经过一段时间使用后,上下剖分面也会有错动,也就是说两个半圆接合面最终有台阶,使得滚珠在轴承里面使用就造成磨损比较严重,从而加剧滚珠与轴承衬套和滚珠挡圈的磨损,进而导致滚珠脱落、轴承衬套和滚珠挡圈严重变形,最后必然造成该轴承座损坏。
2.2 轴承两侧容易进水
在生产过程中,扇形段开路水容易从剖分轴承两侧进入,水是润滑脂的天敌,一旦轴承进水,里面的润滑油很快被乳化、被稀释,从而加剧滚珠与轴承衬套和滚珠挡圈的磨损,进而导致滚珠脱落、轴承衬套和滚珠挡圈严重变形,最终也必然造成该轴承座损坏。
2.3 轴承座剖分面易进水
由于该剖分轴承在机上受高温恶劣环境的影响,该剖分轴承使用一段时间后,会出现上下四个连接螺栓有不同程度的伸长现象,这样轴承座里面的闭路水必然少部分直接从两剖分面进入轴承滚道里面,稀释润滑油,从而加剧滚珠与衬套和滚珠挡圈磨损,进而导致滚珠脱落、轴承衬套和滚珠挡圈严重变形,最终也造成该轴承座损坏。
2.4 辊体设计不合理,中间轴颈易断
驱动辊直径有Φ235和Φ275,但Φ235剖分支撑的轴颈处是Φ140,而Φ275是Φ180。结构上是整体式分段辊结构,两个剖分支撑的轴颈处分别是直径的60%和65%。即使两个剖分支撑的轴颈处有支撑点,但在高温、潮湿、交变负载的作用下,剖分支撑的轴颈两个端面最薄弱处容易疲劳断裂。
3 改进措施
驱动辊结构形式改进辊面改成直通式,该方案取消中间剖分轴承座,把原来轴颈填满,把该辊改成直通式。Φ235和Φ275驱动辊改成直通式效果图及其单根直通辊装配效果图如图3、图4所示。
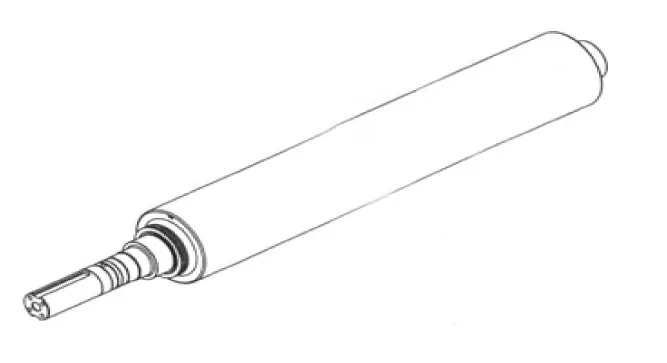
图3 Φ235和Φ275驱动辊改成直通式效果图

图4 Φ235和Φ275驱动辊单根直通辊装配效果图
3.1 新结构形式的驱动辊的优点
(1)结构合理、简单、适用。辊子直通式加工简单、节省材料、节省组装时间和提高辊子的抗弯能力等。
(2)使用寿命长。取消剖分轴承,并把轴颈处的最小直径改成通经,因而上述分析的四个问题点都不存在了。
(3)改进成本低。取消剖分轴承,辊子直通式加工简单,跳动度等形状公差更容易控制;如果采用新辊,制作费用低,也可把旧辊轴颈处填满恢复直通式;改进成本低廉。
(4)通过采用优化扇形段驱动辊设计结构解决了扇形段辊子漏水故障引起的产品质量缺陷,提升了连铸机产品质量的稳定性。
(5)降低职工劳动强度。备件维修工作量、连铸机在线维护的工作量均得到简化和降低。
3.2 新结构形式的驱动辊的缺点
由于取消中间轴承座,在浇钢过程中,因为有交变负载疲劳的影响,如果辊轴使用时间过长,可能辊轴会弯曲。
3.3 新结构形式的驱动辊的力学数据计算[5]
改成直通辊Φ235抗弯能力计算。Φ235辊辊面长度L=1584.5,Φ275辊L=1576.5;类比结构,Φ275辊子直径更粗,辊面更短,从力学角度来分析,如果Φ235驱动辊设计强度和刚度能够满足要求,那么Φ275驱动辊也应该满足要求;下面取Φ235驱动辊进行强度计算。
3.3.1 抗弯强度计算
驱动辊的受力示意图如图5所示。

图5 Φ235驱动辊受正压力示意图
3.3.1.1 计算单根驱动辊的总承受压力
单根驱动辊的总承受压力包括以下三部分:
(1)两个驱动油缸对驱动辊的正压力P1,可以由下式计算:
(1)
式中:p——驱动辊油缸的压力,MPa;
d——油缸直径, m。
计算得,驱动油缸对驱动辊的正压力为 P1=
(2) 改进后的单根驱动辊自身重量G=7.644 KN;
(3) 板坯的压力P2。扇形段里板坯的最大尺寸是:2.0 m×3.25 m×0.15 m,考虑不利因素,假设这段坯子全部压在驱动辊上,则单根驱动辊所受板坯的压力P2=37.6 KN;
计算得,单根驱动辊所受的总压力为P=P1+P2+G=326.588 KN;
3.3.1.2 计算驱动辊所受的最大弯矩[5]
连铸机驱动辊的结构上属于等截面梁,最大弯矩Mmax所在的截面最危险。其最大正应力位于最大弯矩所在的截面上距中性轴最远的各点处,辊子最大弯曲应力,危险截面为轴中间位置,中间点的应力——最大正应力[5],可由下式计算:
(2)
式中:Mmax——驱动辊所受的最大弯矩,KNm;
Wz——驱动辊的截面模量, m3。
(1)驱动辊的截面模量[5]可由下式计算:
(3)
式中:d——驱动辊的直径, m。

(2)驱动辊两个轴承座支撑力F=P/2=163.294 KN,中间点承受的弯矩M最大,计算得Mmax=F×L=163.294×1.5845=258.739 KNm。
将Mmax和式(3)代入式(2)计算得,驱动辊所受的最大正应力为

驱动辊的材质是23CrNiMo7-4-7,它的许用应力[δ]=750-900 MPa;
由上可知δmax<[δ],所以新驱动辊的抗弯强度是安全的。
3.3.2 新结构直通式驱动辊的挠度的计算
(1)把驱动辊看成两点支撑的简支梁,简支梁示意图如图6所示。
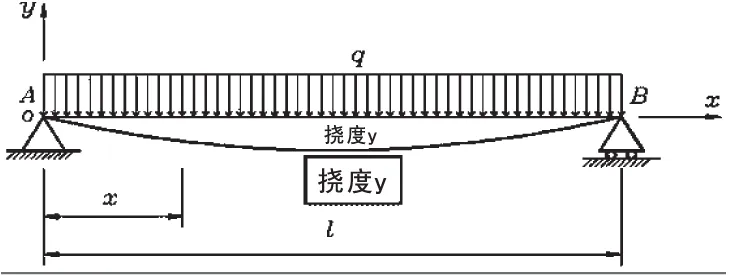
图6 Φ235驱动辊简支梁示意图
(2)由力学计算可知,驱动辊的中间点(χ= l/2 时)下挠最大。梁的最大挠度[5],可由下式计算:
(5)
式中:l——驱动辊的长度,m;
E——材料的抗弯弹性模量,N/m2;
I——惯性矩,m4。
(3)驱动辊的惯性矩[5]可由下式计算:
(6)
根据辊子设计材料,取E=210×109N/m2[5],代入式(5)计算得

=-0.538 mm;
由设计可知,驱动辊允许最大挠度[y]max=1 mm;
对比可得:│yc│<[y]max,所以改进后的驱动辊的下挠度也是安全的。
4 改进后的使用效果
(1)辊子改造后,扇形段驱动辊的工作稳定性大大提高。结构优化过的扇形段驱动辊漏水和辊断造成的设备事故杜绝了。改进前辊子漏水或者断辊严重影响铸坯质量,减少了扇形段的使用寿命,制约了连铸机的稳定生产。改造后的扇形段驱动辊在线使用稳定,彻底解决了剖分轴承处漏水和辊断现象,减少了检修次数。扇形段基本正常下线。大大降低了职工的劳动强度,节约了大量的备件成本和维修成本。目前虽然是部分结构优化已经完成,但是效果已经完全体现出来。2013年~2015年连铸机扇形段下线故障原因进行统计分析见表2。
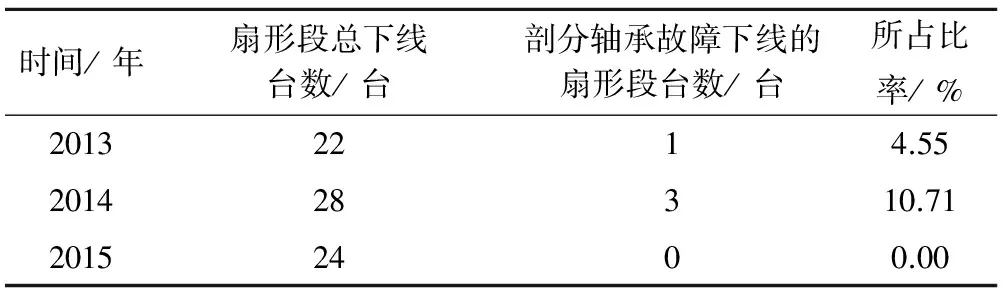
表2 2013年-2015年1#连铸机扇形段下线统计
(2) 改进后的实验扇形段,一次连续运行174天,过钢量达到70.9 万t。通过动态观察和监控,辊面效果很好,没有弯曲和裂纹,大大超过预期效果。
(3)检验试验后的Φ235辊子挠曲度和跳动量见表3.
由表3可知,改进后的直通式驱动辊挠度和跳动量均符合设计要求:不大于0.2 mm。
5 结构优化后的经济效益分析

表3 1#连铸机扇形段 Φ235辊子下线挠度和
(1)降低了生产维修备件成本。每年由于驱动辊改造每年节约剖分轴承30余套,节约大量的驱动辊备件修复费用;平均每年减少断辊4根,并且连铸机的软水消耗等生产成本也得到有效控制,几项折合每年节省备件材料费概算资金220余万元。
(2)有限的提高了连铸机扇形段的使用寿命,据统计安钢1#铸机扇形段寿命3年来平均提高18%左右。近年来使用改造后的辊子后,没有因为辊断和漏水的原因造成扇形段被迫下线的现象。
(3)减少了生产事故,稳定了生产顺行,提高了生产效率。平均每年减少剖分轴承损坏事故4起。
(4)降低了连铸坯的废品率。每次因剖分轴承坏或驱动辊断而导致换段,必然是浇钢中断,从而导致尾坯出现废品。在正常浇钢过程中,由于剖分轴承部分损坏出现漏水,也会导致出现批量废品。每年减少废品平均节约费用近百万元。
(5)降低了维修人工成本,提高了生产效率。
6 结语
扇形段驱动辊辊结构经过改造后,解决了长期困扰连铸机扇形段不能正常使用的问题,大大提高了扇形段运行的稳定性,为控制铸坯在扇形段冷却和导向过程中,提高铸坯质量创造了条件。
经过近年来对扇形段的使用情况进行跟踪,采用直通辊结构的优化设计,可靠有效,维修简单,降低了生产事故发生的概率,扇形段的在线使用寿命明显提高,连铸机的备件和软水等生产成本得到有效控制,节约了大量的维修人工成本,提高了连铸机生产效率,降低了生产成本。
[1] 罗振才.炼钢机械(第二版)[M].北京:冶金工业出版社,1989:78-81.
[2] 周保鸿.板坯连铸机扇形段辊子的选型与设计[J].重型机械,2010(S1):208-211.
[3] 干勇,倪满森,余志群.现代连续铸钢实用手册[M].北京:冶金工业出版社,2010:28-33.
[4] 熊毅刚.现代钢铁工业技术-板坯连铸[M].北京:冶金工业出版社,1994:21.
[5] 马安禧,于绶章,周康年,等.材料力学[M].北京:高等教育出版社,1987:162-166,173-175,216-224.
DESIGN OPTIMIZATION AND APPLICATION OF CASTER SEGMENTS DRIVE ROLLER IN ANYANG STEEL
Wang Yunfang
(Anyang Iron and Steel Stock Co.,Ltd)
Based on the research of structure design of caster segments drive roller in Anyang Steel and its utilization situation on site, some bearing structure of the caster segments drive roller are modified to straight roller structure through theoretical calculation of mechanical properties. The production practice test and application comparison demonstrate that the optimization design is a reasonable structure, and its benefits is considerable, practicability is strong.
segment drive roller implementation straight roller application;reasonable
2015-8-13
*联系人:王运方,高级工程师,河南.安阳(455004),安阳钢铁股份有限公司第二炼轧厂设备材料科;
