电弧炉断电极分析检测与自动处理
2015-01-13刘仕良朱兴发
刘仕良 朱兴发 唐 琳
(苏州振吴电炉有限公司 江苏苏州215128)
1 概述
近年来,随着电弧炉炼钢向大型化、超高功率、直流化方向发展,石墨电极质量也不断提高,规格尺寸不断加大,其制作技术已成为影响电炉炼钢关键技术之一。在炼钢过程中石墨电极的正常使用是电炉炼钢稳定运行的一个重要保证,也是节约炼钢成本的重要措施之一。特别是近几年,随着钢企效益日趋下降,分析电弧炉电极折断的原因,自动检测并进行相应的处理显得尤为重要。
2 电弧炉断电极原因分析
电弧炉生产过程中,常因炉料、设备、操作及电极本身质量问题,或以上因素的交互影响而导致电极折断。此外,由于白班与晚班的电费差异,很多钢厂为了节省生产成本,往往选择在电费较低的半夜进行生产,操作工人长时间上夜班也会因为疲倦而疏忽大意,导致折断电极。本文根据电弧炉冶炼过程中的内外影响因素,将电极折断的主要原因归纳如下。
2.1 操作原因
在电弧炉冶炼时,特别是熔炼初期,电弧炉三根电极下面会形成三个热井,此时炉内废钢形成架桥结构。随着熔炼的进行,废钢会突然向热井中间塌料,对电极产生较大的侧向撞击力,电极很容易在夹持点附件或在连接螺纹处产生断裂。
2.2 共振原因
交流电弧炉每一相都会产生磁场,都受到电磁力的作用,该电磁力的大小与电极电流、三相电极之间的距离以及短网的设计都有一定的关系。三相电极之间的电磁力以电极夹持器为支点产生力矩或相吸引或相排斥。因而在炼钢过程中当某相电极磁场力频率与该相的立柱上下往复机械运动产生的振动频率接近或同步时,就会产生共振,从而导致电极折断。
2.3 电极下方有不导电物体
在电极驱动下降过程中,当电极下端接触到不导电物体后,电极调节器不能准确判断电极已触到不导电物,根据调节器的控制原理,电极仍会继续下降,导致电极与废钢纵向挤压折断。因此炉料的好坏不仅会影响电弧炉金属收得率,同时也直接关系到电弧炉熔炼过程中电极的运行安全,炉料问题导致折断电极主要表现为两方面:①炉料表面黏附有大量耐火材料、泥沙等不导电物;②起弧料为铬铁等导电性较差的物料,也会增加起弧时折断电极的几率。
2.4 电气控制系统原因
电气控制系统原因造成的故障通常表现为一定的重复性和必然性,对电极运行安全威胁最大,其主要表现为:
1)检测信号接反:正常情况下,电弧炉三相电极各自都有对应的弧流传感器、弧压传感器信号以及相互独立的接地信号检测反馈,若将其中任意两相检测信号接反,电炉在冶炼过程中,调节器就无法正常检测信号并做出正确的反馈,因此导致控制系统错乱,从而折断电极。
2)相序接反:正常情况下,电极旋紧方向应与电极工作时电磁力方向一致,若在调试或检修期间不慎将相序接反,极易导致电极在冶炼过程中从接头处松脱。电极松脱后极易导致电极接头处间隙加大,电阻加大,进而导致电极发热、发红,氧化加速并最终导致电极下段脱落。
2.5 电极质量不佳
电极本身质量问题主要表现为电极接头螺纹有质量缺陷或电极体积密度或强度不够。电极接头在电极炼钢时起着关键的作用,接头连接区是电、热、机械载荷较大且复杂的部位,也是电极最容易折断的部位,因此电极接头质量好坏是电极质量的关键点。
3 电弧炉断电极自动检测
从上面的分析可知电弧炉生产过程中,由于多方面的原因会发生电极折断事故,而如果电极折断后不能及时发现重新更换电极,至少会产生以下三方面的后果:①造成电弧炉间歇性停炉,而影响其生产效率及现场生产组织工作;②折断的电极长时间浸泡在钢水中会增加电弧炉钢水含碳量,进而导致钢水质量不合格;③更严重的会导致高压短路跳闸或损坏电弧炉机械设备。
因此提出一种电弧炉断电极实时在线自动检测控制装置,其目的旨在克服断电极时不能被及时发现的问题,能实时在线检测电极折断情况、自动提升电极升降装置、切断高压电源并发出声、色、光三种报警信号提醒操作者。
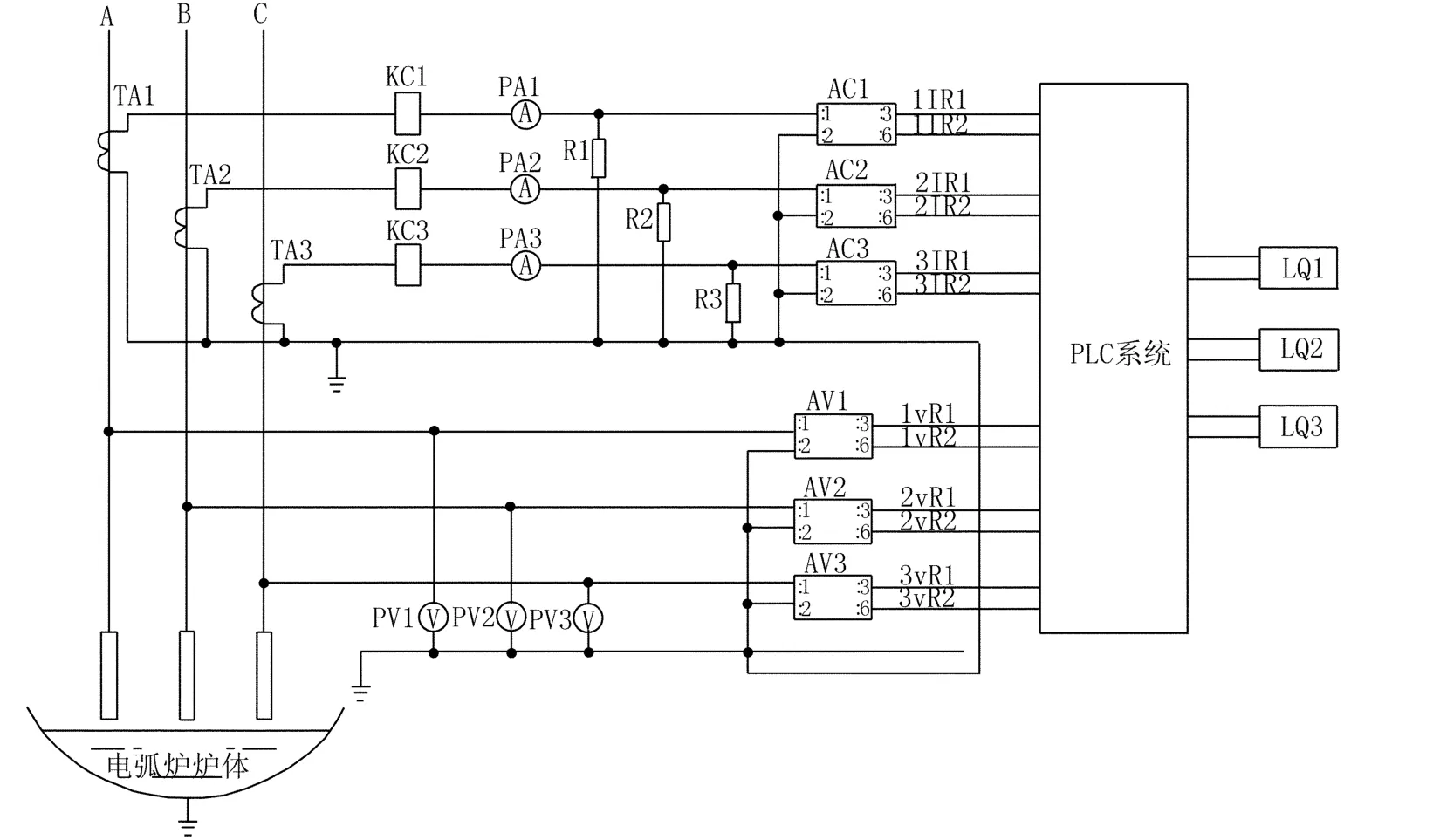
图1 电弧炉实时在线自动检测控制电气原理图
电弧炉实时在线自动检测控制电气原理如图 1 所示。图中A、B、C 分别代表三相电极;TA1、TA2、TA3 分别为三相交流电流互感器;KC1、KC2、KC3 为三相过电流保护继电器;PA1、PA2、PA3 为三只交流电流表;R1、R2、R3 为保护电阻;AC1、AC2、AC3 为三只电流变送器;PV1、PV2、PV3 为三只交流电压表;AV1、AV2、AV3 为三只电压变送器;LQ1、LQ2、LQ3 为三相液压压力变送器。图2 为图1 中各主要电气元件之间的关系示意图。
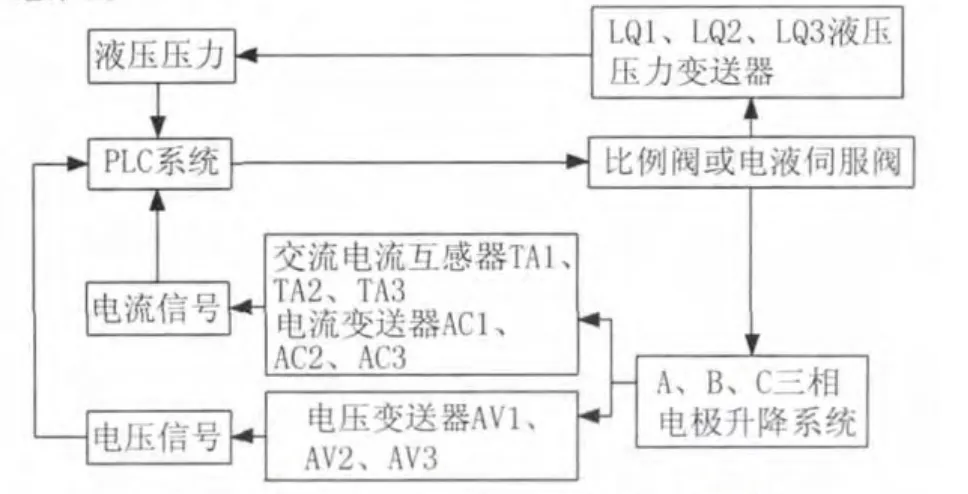
图2 各主要电气元件之间的关系示意图
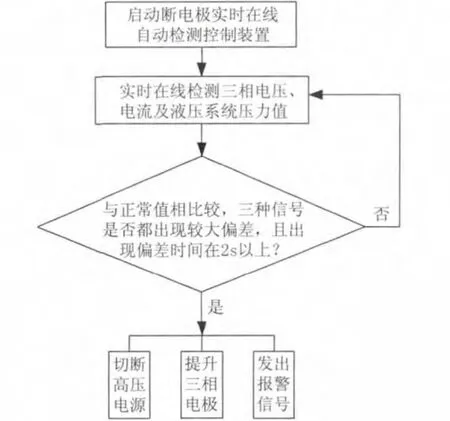
图3 电弧炉断电极实时在线自动检测控制流程
电弧炉在正常炼钢过程中A、B、C 三相的电流、电压以及液压系统压力通常会在一个相对稳定值附近波动,不会出现较大的差异。假设电流稳定值为I1、电压稳定值为V1,因此液压站上三相的液压系统压力也基本稳定在某个值,假设液压稳定值为Q1。
当出现某相断电极时,该相电流立刻变成0(假设为I2),同时该相电压会马上变大,接近变压器档位输出电压(假设为V2),此外由于断电极后,电弧炉自动进行PID 调节,电极会自动下降很长一段距离,而此时该相的液压系统压力值很低(假设为Q2)。因此如果同时检测到某相电流I2变成0,电压V2 接近变压器二次档位电压,且电极升降缸液压系统压力Q2 比正常值Q1 偏小很多,且时间超过2s 以上,则认为该相电极折断了。其诊断逻辑关系如图3 所示。
4 自动处理
如果该装置判断某相断电极了,则会发出信号给电气系统自动切断高压电源,并提升三相电极,发出声色光三种信号报警。
5 应用实例
以下为我公司为国内某一客户设计的一台30t 电弧炉(配变压器为18000KVA,二次额定电压为320V)。电弧炉在正常炼钢过程中A、B、C三相的电流通常会在一个相对稳定值32000A 附近波动;由于变压器本身阻抗、短网感抗等会产生一定压降,因此A、B、C 三相的电压一般为280 ~300V 左右;液压系统压力一般在6. 5MPa 左右(不同炉子会有一定差异,通常是相对稳定值)。电弧炉在正常炼钢过程中,PLC 会通过交流电流互感器TA1 ~TA3 以及电流变送器AC1 ~AC3 实时检测A、B、C 三相电极电流值;同时通过电压变送器AV1 ~AV3 检测A、B、C 三相电极电压值;通过液压压力变送器LQ1 ~LQ3 检测A、B、C 三相电极升降液压缸的液压压力值。
当这三个数值在上述稳定值附近正常波动时,PLC 便在其内部进行PID 运算,其输出结果用于控制A、B、C 三相比例阀,微调电极升降,使电弧炉达到最佳工作状态。
当某相发生电极折断时,为了方便叙述,假设A 相电极被折断。此时就会出现:①A 相电流会立刻变成0;②由于电流变成0,变压器本身阻抗、短网感抗等就不会再产生压降,因此A 相电压就会升高至变压器档位电压320V;③由于电极被折断,因此电极再往下降时,被折断电极的下面没有阻力,液压缸只受导电横臂自重作用,液压压力会由6.5MPa 降至一个较小数值。倘若这三种情况同时出现,且出现时间持续在2 秒以上,则会判断电极折断了,并且立刻发出信号给电气系统自动切断高压电源,并提升三相电极,发出声色光三种信号报警。目前该套控制系统已稳定运行三年以上,得到了客户的好评。
6 结语
所提出的电弧炉断电极实时在线自动检测控制装置及控制方法解决了电弧炉断电极后不能及时发现的问题。其主要优点:①投资很少,只需增加三套电压互感器、电流互感器、液压压力变送器及部分PLC 模块;②可以实时在线检测到电弧炉炼钢过程的断电极情况;③检测到断电极后能自动切断高压、自动提升三相电极、发出报警提醒操作者,从而不会因为断电极而造成设备损坏。
[1]李圣华.电炉炼钢技术的发展与超高功率石墨电极生产.炭素技术,1994(2).
[2]虞明全.石墨电极的消耗及生产.炼钢,1997(4).
[3]李树民. 电弧炉断电极问题分析及对策. 工业加热,2014(1).
[4]张德明.相序对交流电弧炉石墨电极松脱的影响及其机理.碳素技术,2005(6).
[5]王珏.电炉电极调节系统原理分析和故障处理. 南钢科技与管理,2007(4).
