SUV后桥侧杆支架冲孔落料模设计
2014-10-10刘登发长丰集团衡阳风顺车桥有限公司
文/刘登发·长丰集团衡阳风顺车桥有限公司
SUV后桥侧杆支架冲孔落料模设计
文/刘登发·长丰集团衡阳风顺车桥有限公司
某后桥壳侧杆支架工件图如图1所示,材料为Q235A,厚度为3mm,该工件的特点是尺寸精度要求较高,由于要与其他零件进行焊接。因此,配合精度要求高,故外形尺寸公差要求在0.20mm公差范围内,改进前采用的是落料、冲孔分开进行,由于工艺基准不统一,造成质量不能保证,成本过高。
工艺方案
由于零件的外形和孔距离较远,考虑模具的可靠性和安全性,可将原冲压工艺流程改为冲孔、落料一次到位,由于冲孔落料后有废料,上、下模设计打料和顶料装置,便于零件出模腔。根据此工作特点设计该冲孔落料模,既能有效确保产品质量,又能大大提高生产效率,下文将具体介绍该模具。
冲裁设备选择
通过数据公式计算,整套模具包括打料和顶料装置,冲孔落料总冲裁力为58t,由于此模具外形尺寸较大,高度高,模具需要设备进行顶废料,考虑安全性,故选择100t冲床较为适合。
凸、凹模刃口尺寸设计和压力中心
如图2所示,此模具的成形凸、凹模采用配合加工,落料尺寸以凹模为准,冲孔尺寸以凸模为准,考虑尺寸的稳定性,凸、凹模尺寸单边间隙控制在0.25~0.3mm之间。
通过理论计算,本模具的压力中心:X坐标向右偏移1mm,Y坐标向下偏移0.5mm。

图1 后桥壳侧杆支架零件

图2 零件压力中心示意图
模具结构及工作原理
模具结构
该模具采用双导柱模架,上下模座采用铸铁材料HT200。两边均配有导套、导柱,用来对正上、下模中心。导套、导柱材料均采用20#,淬火硬度控制在40~45HRC,其中导柱表面采用渗碳处理。上模中配有模柄,以便与机床对正连接,模柄材料采用45#,为便于取件和安装冲头,上模中设有打料杆、打料板、打料销、上垫板、凸模固定板、打料块,材料均选用45#,调质处理,为便于取出废料。下模中设有凸模、托料板、橡胶、托料螺钉,托料板、托料螺钉材料选用45#,调质处理。凹模安装在上模中的凸模固定板的下方,凸模安装在下模中间的上方,冲头安装在上模座的凸模固定板中,为了上模座不直接与凸模固定板接触,在上模座与凸模固定板中间设有垫板,凸、凹模材料选用Cr12MoV,淬火硬度控制在56~60HRC。橡胶选用聚氨脂材料,为便于定位可靠,定位装置中设有挡料销和弹簧,在托料板上安装有三个挡料销和弹簧,托料板下方设有四个托料螺钉和橡胶,靠橡胶进行托料,便于出废料。为了便于上模中的落料零件出模,上模中设有打料机构,打料杆螺纹端与打料板相接,另一端套入到模柄的内孔中,打料板下方设有四个打料销,再与打料块构成打料机构。为了使打料块在完成打料后不容易掉出来,在凹模中间设有一台阶孔,打料块安装在凹模中间的台阶上。导套紧配安装在上模座两边,另一端安装在上模座的下方。导柱紧配安装在下模座两边,导柱的另一端与导套内孔采用滑配,便于上、下模可靠定位。模柄小头安装在上模座上方,模柄另一头安装在上模座的中间,利用四个内六角螺钉固定连接,具体结构示意图如图3所示。
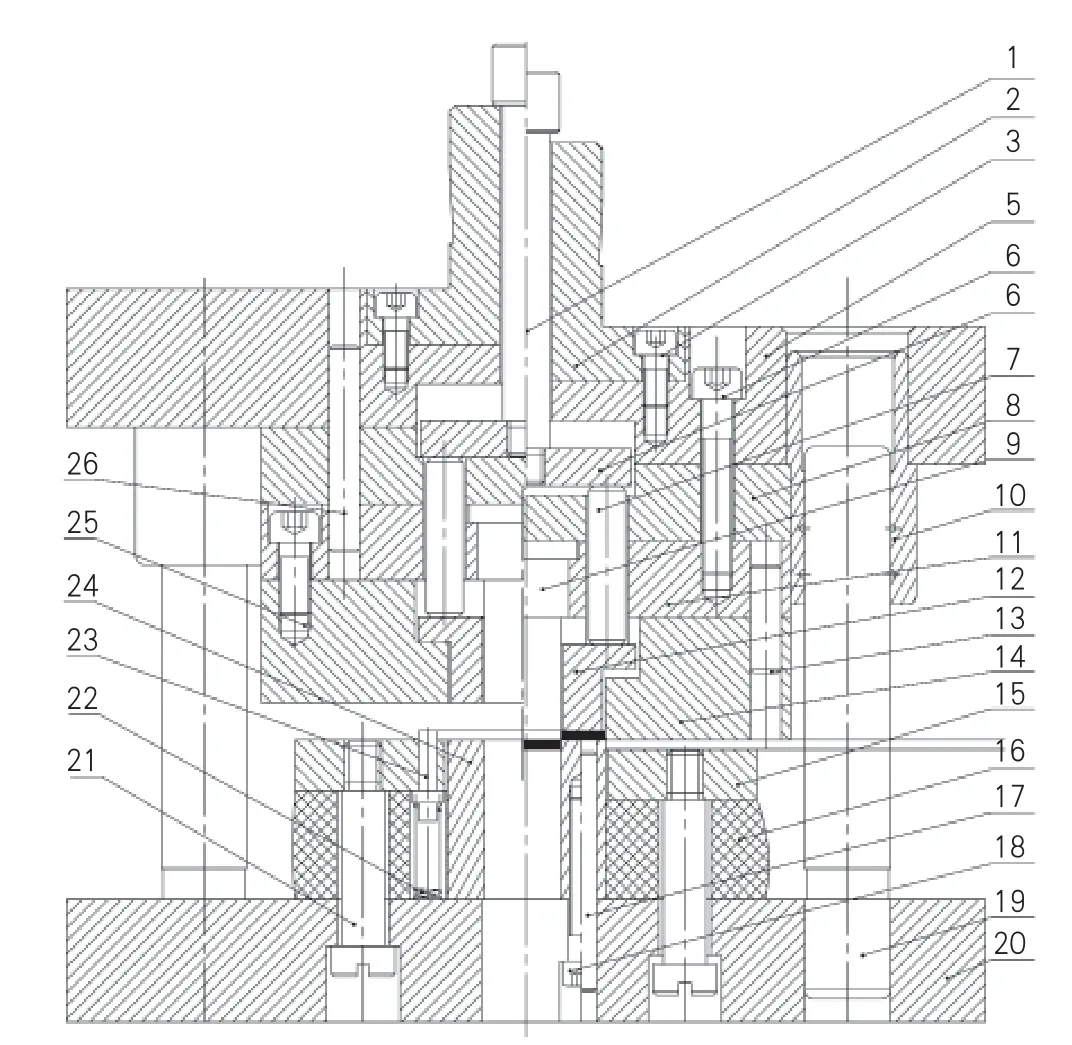
图3 模具结构示意图
工作原理
首先把工件安装在下模座上的挡料销中,用来定位、导向,启动机器。当上、下模合模后,上模座的凹模与下模座上的工件接触,冲床的下死点到位时,工件冲孔和落料同时进行切断,切断后,机床回位,弹簧也回位,利用机床的打料机构,将上部的落料零件打出来,下模中利用托料机构,将废料顶出,依次类推,一块长条料往前移动,利用弹簧和挡料销定位可制作多个落料零件。经过计算,零件强度均符合要求。
结束语
依照本文所述工艺方案设计该冲孔落料模,实践证明效果良好,不仅确保了产品的质量水平,而且大大提高了生产效率。
