高强钢热冲压成形技术及应用进展
2014-10-10张宜生华中科技大学材料科学与工程学院
文/张宜生·华中科技大学材料科学与工程学院
高强钢热冲压成形技术及应用进展
文/张宜生·华中科技大学材料科学与工程学院
为了保护我们的环境,未来在车辆方面的燃油消耗和二氧化碳排放量必须减少。世界各地汽车数量日益增加,需要进一步减少单车的燃料消耗,汽车行业正面临着新的挑战。实现这个目标的方法之一,是减轻汽车的重量。随着道路车流量的上升,发生事故的危险也在增加,这就意味着汽车必须满足更高的安全需求。对于车身设计,当前的挑战是提高重要部位的刚度,并减少车身的重量。满足这些需求的完美解决方法之一,是通过热成形技术制造汽车车身零部件。过去,热成形以一种效率低并且昂贵的制造工艺著称。如今,新发展的制造工艺不仅提高了制造速度,而且提供了更加优良的零件质量。这使得热成形将在未来5年从临时的解决方法发展成为汽车结构件制造的长期生产方式。采用新一代热成形线的产量非常接近冷冲压成形。这些新开发高产量和质量的生产线涉及大量的基础研究,包括加热、板料与模具接触、成形,冷却和切边工艺。这些开发的最终结果是诞生了具有高生产效率的、用于制造高质量和高稳定性零件的热成形线。
汽车轻量化对热成形零件的需求
汽车轻量化技术首先在瑞典得到开发并注册专利,起初并未在汽车工业中得到应用。一家名为Plannja的瑞典公司是专利的所有者,采用这项技术生产锯片和割草机刀片。在20世纪80年代初,第一件汽车零件被生产出来,是乘用车的侧防撞梁。其他部件,如保险杠、A柱和B柱以及底盘部件也相继生产。每辆车采用热冲压成形生产的零件非常有限,并且由于生产过程低效,使得OEM商采用零件价格较高。20世纪80年代中期专利保护失效后,有3家公司能提供全部所需的零件,生产零件的数量由1987年的每年3万件增加到1997年的每年800万件。自2000年以来,更多种类的热冲压成形零件被用在汽车生产中,每年生产的数量增加到2000年的100万件以上。
2008年后,高强钢板热成形技术在国内外汽车制造业的应用发展非常迅速,在汽车领域具有广阔的应用前景。从2012年10月CHS2发表的数据(图1)可见,全球高强钢用量将会从2012年的180万吨,在2014年将达到250万吨,高强钢热成形零件达到5亿件以上。用在每辆车中的零件数量也大大增加,一些公司正在研究采用热成形件构造车身整体结构的可能性。
减薄结构的极限

图1 高强钢热冲压成形零件与材料需求量预测
热成形技术发展所依赖的一个重要方向是材料强度的提高。目前1500~1600MPa可以在一般热冲压成形条件下获得,也就是人们通常开始谈论的2GPa。实现车体零件轻量化的途径是通过提高材料强度(目前已经出现1800~2000MPa的超高强钢),优化零件结构使零件变得越来越薄,从而减轻重量。然而减薄量是受限制的,在有关冲击能计算体系中,抗冲击载荷是材料厚度的函数。当强度提高、零件变薄后,会因为结构材料失稳而破裂。在这种情况下,材料的弯曲强度显得更重要。一方面通过强化减薄材料而实现轻量化,另一方面要采取失稳破裂保护措施。在满足失稳条件下,有多少重量可以减轻,取决于结构减薄量有多少。针对现有的常规车体架构,通过采用热成形车体零件,可以把重量减少约20%~30%。
变强度成形技术
从目前的研究状况来看,变强度成形技术(tailored properties)上有很多工作要做,因为这是另一个重大课题,要求材料的设计与成形技术结合得更加紧密。这项技术只需一次热冲压成形,就可以使零件的不同区域获得不同强度和延伸率,而不是均一化的强度与延伸率。汽车设计师希望通过车体的超高强度进行碰撞入侵防护,如对典型的侧向碰撞,就要靠B柱为乘员提供保护。但如果同一车体结构零件能够在抵抗碰撞侵入的同时,也吸收一部分冲击能量,就可以大大提高碰撞安全性指标。变强度成形就是要使零件的一些区域强度柔和一些,因此需要提高零件材料的延伸率,增加冲击能量的吸收能力。因此,为某一车型量身定制的热成形组件,满足其强塑性分布具有重要意义。
如图2所示为汽车B柱的变强度成形零件,A处强度为1500MPa,延伸率6%;B处强度为700MPa,延伸率15%。有许多方法可以来实现这样的要求,类似拼焊板,也许会在一个抗冲击侵入的区域需要1500MPa强度,但延伸率只有6%~8%。而在另一个不需要热冲压强度的区域,可能是600MPa或700MPa,但延伸率可以达到15%,相比之下韧性提高有助于吸收碰撞能。

图2 汽车B柱的变强度成形零件

图3 变强度成形保温20s时温度与零件力学特性
如图3a所示,类似B柱变强度结合部的成形试验模具。把WHT1500板料加热到930℃经过保温,在850℃的特殊设计的模具中成形。T形头部模具温度保持在400℃,而杆部模具温度保持在20℃,变强度成形模拟的零件温度及硬度分布如图3b、c所示。试验结果表明,采用设置模具间隙和模具温度差,是简单可行的变强度成形方法。对模具间隙形成的零件过渡带力学特性的分布控制,是工程应用的关键。
在工艺流程内是可以达到这个目标的,比如使用定制加热。部分坯料的加热是被保护控制的,永远不会到达奥氏体温度,成形中就不会淬火成马氏体。另外,可以使用不同传热系数模具钢,在同样的坯料温度下成形时,有些区域冷却较快获得更多的马氏体组织,有些区域冷却较慢获得贝氏体组织。稳定淬火获得马氏体,所以它是很硬的,坯料的局部将淬成贝氏体。每秒30℃是临界冷却速度,高于这个速度形成马氏体,而低于这个速度将形成贝氏体(或铁素体)。贝氏体是奥氏体即将形成中的一个阶段,是钢的中等强度组织。所以可以成形一个零件,在一个冲击区具有1500MPa,而在另一个区域是600~700MPa强度,并有更高的延伸率。
另外的办法是通过回火操作。在这种情况下,零件是在热成形中完全淬火,所以它的强度一致。然后对一些区域进行不同的回火热处理,可以获得较低的强度和较高的延伸率。
基于变强度成形原理和工艺试验结果,人们从不同角度产生对变强度综合应用的关注(图4):要求在某些局部可以有效吸收能量,有较软法兰边可以用模具冲剪切边,而不用激光切割。或在定制区域内,如在紧固件连接处,有更好的柔韧性、降低脆性。
锌基涂层板的开发
传统的无镀层热冲压件,加热过程中会引起冲压钢板表面脱碳和氧化起皮。脱碳会降低钢的表面强度,氧化皮则增大了钢板与模具的摩擦系数、降低模具的使用寿命,同时需要定时清理氧化皮,严重降低了生产效率。
目前,热冲压钢镀层主要有铝硅(Al-10Si)镀层、热镀纯锌(GI)层、合金化锌铁(GA)镀层和电镀锌镍(Zn-10Ni)镀层等。带镀层的热冲压钢板,冲压时工作环境好,零件表面质量高,后续无需喷丸工序,不仅可以防止成形过程中表面氧化和脱碳,还能提高漆装后的防腐蚀性能。在热冲压过程中,其在模具的保护、基体的耐穿孔腐蚀性能方面也具有优异的特性,现已广泛应用于热冲压钢中。
为了适应热冲压钢对镀层切口保护性能和加热窗口的要求,德国蒂森公司开发了Gamma Protect镀层技术,该镀层为电镀Zn-10Ni层,镀层靠近基体的部分是由单相γ-NiZn21金属化合物组成,该相使得镀层熔点高达880℃,有利于避免加热过程中产生液态锌相诱导成形过程中基体晶界开裂。加镍的主要目的为稳定富锌相,该镀层具有较宽的热加工窗口(880~920℃),加热过程中Zn-Ni表层的氧化层要比镀锌层的稳定,能有效防止表层锌的挥发。稳定的γ相与表面的氧化层相结合,使镀层具有优良的摩擦性能。随着锌基镀层板的大规模生产,将引起热冲压成形的技术变革,有着广泛的应用前景。

图4 变强度技术的综合应用
前期介入服务及高性能模拟平台
汽车高强钢板及成形技术也是汽车厂较为关心的问题,如何前期介入汽车企业的新车开发,在零部件设计阶段进行成形性和零件性能的评估,是推广应用高强钢热成形技术和材料的有效途径。热成形零件制造商,在汽车制造商的车体设计阶段,就围绕热成形材料的选择与评价,车体零件的成形性分析和制造工艺分析,可以大大减少设计与制造的缺陷,有利于优化设计与制造工艺,降低制造成本。EVI服务也是热成形零件制造者与汽车设计者共同贯彻热成形设计准则的过程。现代EVI服务主要采用热冲压成形模拟手段,对车体零部件的成形性和碰撞力学特性进行评价。有热成形试验线的EVI技术中心,还可以开发低成本的试验模具进行热成形试验,以确保新设计方案的关键零部件满足设计指标,如图5所示。
前期介入服务的突出工作是成形模拟的计算工作量大,对成形模拟及修改方案的时间有严格要求。采用高性能计算平台,如采用64-128核的并行计算系统,以及支持多CPU、多核并行计算的模拟软件,可以大大缩短求解时间、实现快速响应服务。如图6所示为一个典型的240核高性能计算平台,配备16-24核并行成形模拟软件和多用户调度系统,可以满足多个车型的热冲压成形零部件设计与制造的同步工程。
热成形工艺流程的能耗平衡与节拍同步
由于高强钢坯料加热耗时300~330s,与冲压成形-保压耗时15~20s相比,出现严重的节拍同步困难。为了实现加热同步,多采用长流程的辊底炉,导致加热设备的能耗远远大于零件的成形能耗,如图7所示。近年来,多层箱式炉与高速自动化输送设备的结合,可以减少加热能耗,并减少设备占地面积。由于多层箱式炉内没有高温下的运动部件,工作可靠性取决于自动化输送设备的可靠性。由于机械伺服运动控制技术的进步,使得高可靠性的自动输送机械备受关注。由于加热主要能耗要素,如何提高加热效率一直是热成形设备的开发重点。各种原理的加热方法,如感应加热、直接导电加热等快速加热方法都在研发中。

图5 热成形材料与成形工艺与车体设计的同步
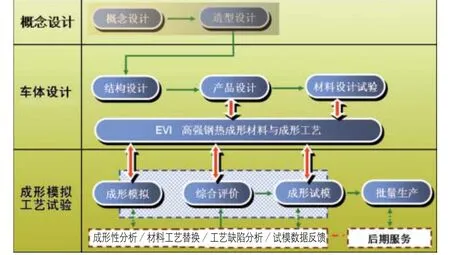
图6 用高性能计算平台支持EVI技术服务

图7 热成冲压成形生产流程的设备能耗分析
结束语
随着我国汽车轻量化的发展,高强钢热冲压成形技术和应用正快速成长。开发锌基镀层板将会引起热成形材料和成形技术的革新,因此备受世界各国业界的关注。采用变强度成形技术,不但满足车体零件的力学性能需要,也成为一种改进后续工艺,降低成本的潜在方法。热成形零件制造商的前期介入服务,是贯彻热成形零件与模具设计准则,填补设计与制造环节间隙的有效服务,而高性能计算平台和并行化仿真软件的应用为快速响应奠定了基础。热成形各工艺环节的设备能耗平衡和节拍同步,是未来先进热成形生产设备技术发展方向。
