杏鲍菇生产中菌包 “弱菌丝”现象研究*
2012-08-08李明元黄家莉
肖 奎,周 青,李明元,黄家莉,徐 锦
(1.成都榕珍菌业有限公司,四川 成都 611733;2.西华大学生物工程学院,四川 成都 610039)
“弱菌丝”指菌包接种后菌丝长势纤弱稀淡,培养后期又逐渐回复变浓白,但仍然能够比较明显的辨认出来。“弱菌丝”菌包培育过程中肩部常伴有大量冷凝水珠,菌包上部pH值高于中部和底部,菌包肩部和底部培养料发酸、发臭,中部料香或不香不臭,剖袋发现大多数 “弱菌丝”菌包肩部菌丝纤弱,但中部和接种孔周边菌丝依然强健; “弱菌丝”菌包菌丝穿底慢(需20 d以上,正常菌包只需12 d)、培育周期延长(需40 d以上,正常菌包只需28 d左右),出菇不整齐,哑巴包和细菌脓包多,产量大幅下降约达20%,商品优级菇比例降低约14%[1,2]。
我公司在2010年夏季生产的菌包在培育过程中屡次出现 “弱菌丝”现象,福建漳州地区的许多菇场也频频出现类似状况,带来巨大损失。本研究通过生产试验的大量现象和数据得知了出现 “弱菌丝”现象的根本原因,以及导致 “弱菌丝”出现的腐败菌繁殖上下限温度,因此在杏鲍菇生产过程中可通过对冷却过程温度和时间的控制有效避免 “弱菌丝”现象,确保产量和质量的稳定。
1 材料与方法
1.1 杏鲍菇料包
按本公司杏鲍菇配方配料,聚丙烯袋装包规格17 cm×35 cm×0.05 cm,含水量65%,pH 8,料高18 cm,专用棉花盖封口,分别进行100℃、36 h常压灭菌和125℃、3 h高压灭菌。
1.2 试验方法
1.2.1 不同疑点因素对 “弱菌丝”出现的影响
在杏鲍菇生产栽培过程中有很多因素可能导致 “弱菌丝”的出现,本实验通过对生产流程各环节中菌种退化、高温接种、外源污染和冷却缓慢4个疑点因素进行逐一分析,确定疑点并设计相应试验方法予以排查,见表1。
1.2.2 “弱菌丝”菌包和正常菌包菌落总数测定

表1 疑点排查试验方法
取接种后培养12 d的 “弱菌丝”菌包和正常菌包,无菌条件下分别取菌包肩部、中部和底部尚未生长菌丝的培养料,在32℃下培养48 h进行菌落计数。
1.2.3 常压和高压灭菌料包发臭和试管液体培养基浑浊情况
分别取常压和高压灭菌的料包各50包,同时取其培养料100倍稀释液1 mL接种到牛肉膏蛋白胨液体试管培养基(9 mL·支-1), 各21支(各处理每个温度3支), 分别在 40℃、45℃、50℃、55℃、60℃、65℃和 70℃做高温培养,每隔1 h观察料包发臭和试管液体培养基浑浊情况。
2 结果与分析
2.1 不同疑点因素对 “弱菌丝”出现的影响
通过对菌种退化、高温接种、外源污染和冷却缓慢4个疑点因素进行逐一排查试验,各疑点排查的结果见表2。

表2 疑点排查试验结果
从表2可以看出, “弱菌丝”并不是由菌种退化、高温接种和外源污染造成,而缓慢冷却的常压灭菌的菌包接种培育过程中出现了 “弱菌丝”,表明 “弱菌丝”与常压灭菌和缓慢冷却2个因素共同作用有关系。
2.2 “弱菌丝”菌包和正常菌包菌落总数测定
“弱菌丝”菌包和正常菌包菌落总数测定结果见表3。
结果表明,培养料中 “弱菌丝”菌包比正常菌包的细菌总数要高出上千倍左右;而在 “弱菌丝”菌包培养料中菌包中部比肩部和底部的细菌总数要低数倍,这与菌包中冷凝水的分布不均有关系。
2.3 常压和高压灭菌料包发臭和液体培养基浑浊情况研究
通过对常压和高压灭菌的料包在不同温度下的高温培养试验,观察培养料发臭和液体培养浑浊情况分别见表4和表5。
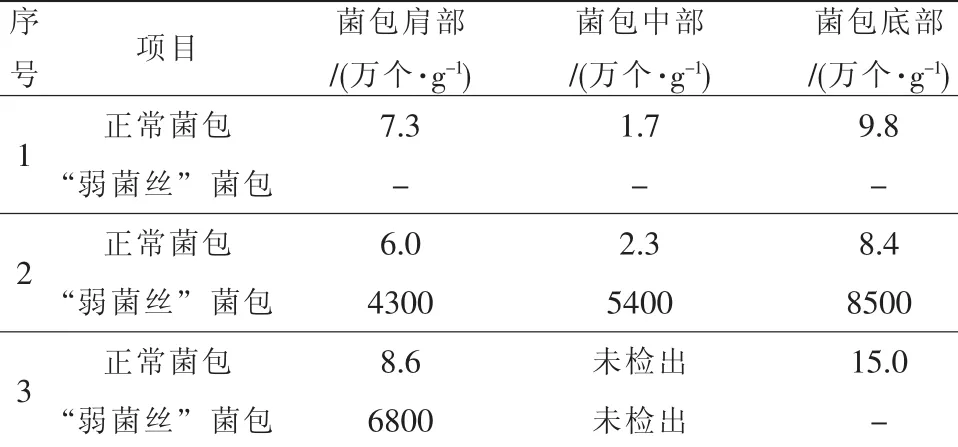
表3 正常包与 “弱菌丝”包细菌菌落测定结果
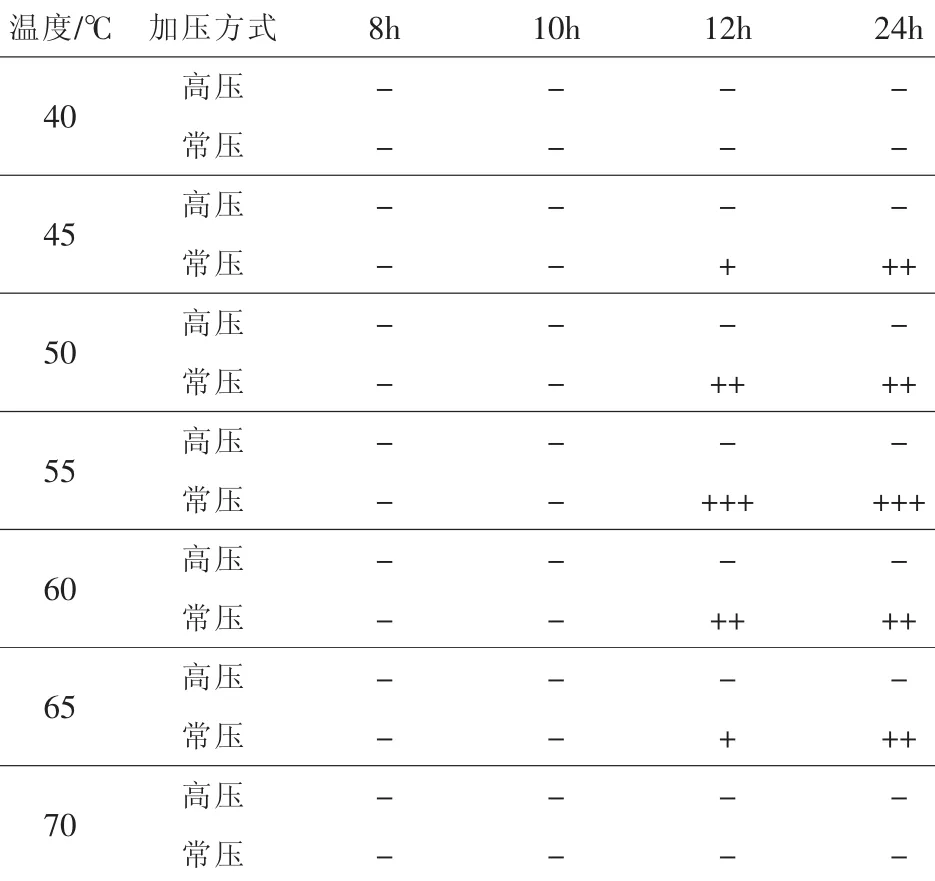
表4 高压与常压灭菌包不同温度培养培养料发臭情况

表5 高压与常压灭菌包不同温度液体培养浑浊情况
由表4和表5可知,高压菌包在40℃~70℃均未出现发臭和液体培养基混浊情况,因此可以推断引起 “弱菌丝”的腐败细菌,在高压条件125℃灭菌3 h被完全杀死。又由表4和表5可知常压菌包在45℃~65℃出现了发臭和液体培养基混浊情况,试验表明,引起 “弱菌丝”的腐败细菌繁殖温度为上限70℃、下限40℃和最适55℃。培养料包在最适温度55℃下培养10 h~12 h之间发臭,这类细菌耐热性较强,因而常压条件下很难被杀死。
3 结论与讨论
杏鲍菇生产的培养料多为高营养配方,粮食类原料添加比例超过30%,其中广泛添加高蛋白的豆粕[1],因此极易滋生细菌。由本研究收集的大量现象、事实和试验结果,可以得知出现 “弱菌丝”菌包的根本原因。由于在常压灭菌条件下细菌(或芽孢)未被彻底杀灭[2],其中未被杀死的腐败菌导致了杏鲍菇在生产过程中出现 “弱菌丝”和培养料酸臭的现象。腐败菌繁殖的上限温度为70℃,下限温度为40℃,最适温度为55℃;培养料包在最适温度55℃下培养10 h~12 h,培养料发酸、发臭。
常压灭菌的料包灭菌出锅后冷却过程中,料温在跨越70℃~40℃区间时腐败菌大量繁殖,冷却时间越长越容易导致培养料发酸、发臭(图1)。另外在冷却过程中料包肩部和周身表面会形成大量冷凝水,增加了局部湿度(增加活性水),促进了细菌的快速繁殖。
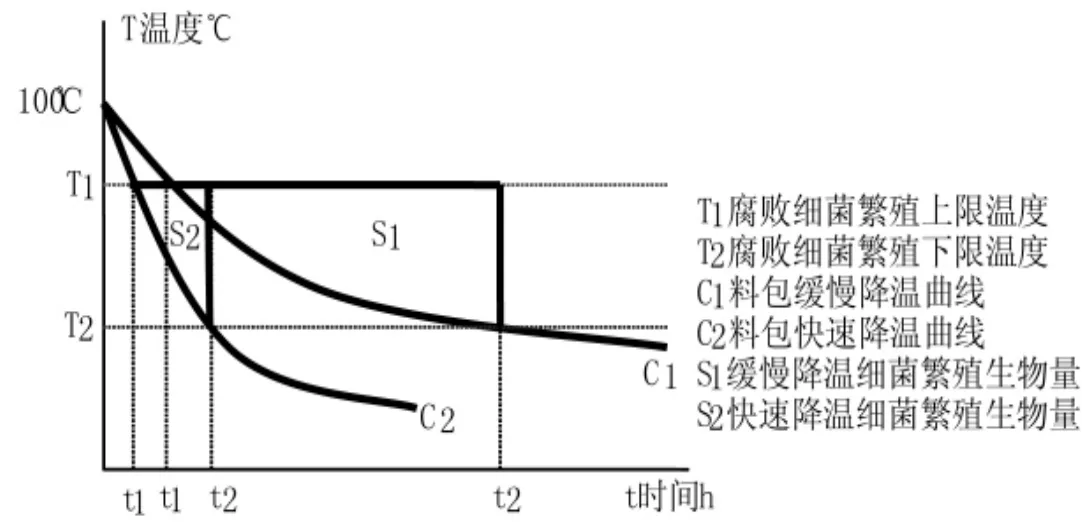
图1 培养料包不同降温曲线下腐败细菌增殖示意图
由图1可以看出,常压灭菌不能将培养料中的细菌彻底杀灭,当料包出锅后预冷室制冷能力跟不上而导致冷却缓慢,料包培养料沿舒缓的降温曲线(C1)进行,跨越腐败细菌繁殖上下限温度段(T1~T2)的时间延长(t1~t2),导致腐败细菌繁殖时间充足,形成巨大生物量(S1面积),从而导致 “弱菌丝”现象。假定预冷室制冷能力足够强时,料包培养料会沿陡峭的降温曲线(C2)进行,跨越腐败细菌繁殖上下限温度段(T1~T2)的时间缩短(t1’~t2’),则腐败细菌繁殖时间短,形成生物量大大减少(S2面积),就会避免造成 “弱菌丝”现象。当然,上述问题在高压灭菌彻底情况下将不复存在。
因此,在食用菌生产过程中为了生产的稳定和安全,最好使用高压灭菌设备,以彻底杀灭培养料中的细菌。常压灭菌时必需注意温度、灭菌时间以及灭菌死角,料包出锅后必需以最快的速度冷却,特别料包中心温度跨越40℃~70℃区间的时间要控制在10 h以内且越短越好。另外,在培育过程中也要注意菌包培养房的通风换气防止温度超过25℃,也不能堆叠过于密集以防止堆温 “烧包”促进细菌增殖。
[1]黄年来,林志彬,陈国良.中国食药用菌学[M].上海:上海科学技术文献出版社,2010.
[2]黄毅.食用菌生产理论与实践[M].厦门:厦门大学出版社,1988.