大包转台用推力关节轴承
2010-07-27何国辉
何国辉
(福建龙溪轴承(集团)股份有限公司,福建 漳州 363000)
大包转台是连铸技术的重要组成部分,是连铸机的主要平台设备,其主要任务是支承钢包,将钢包由受包位回转到浇铸位。钢包升降由两支升降液压油缸推动,油缸两端各连接一套推力关节轴承,承受钢包及提升臂的全部质量并随油缸升降做来回摆动,工况极其恶劣。因此,有必要对大包转台用推力关节轴承进行研究。
1 设计要点
1.1 摩擦副的选择
大包转台推力关节轴承(图1)承受的轴向载荷很大,转速较低,在±12°范围内每天摆动15次,环境温度在80 ℃以内,周围环境较脏,可能会有脏物进入,在摆动过程中承受一定的冲击,但不应出现振动的声音。在这种工况下,采用现有的表面硬度较软的PTFE织物和PTFE复合材料作为摩擦副,存在脏物损伤自润滑层而缩短使用寿命的可能。因此在设计中选用了新型的双金属自润滑材料做摩擦副,如图2所示。该材料是钢和铜经过高温烧结而成,铜层弥散着一定比例的固体自润滑材料。采用此种材料主要基于以下几个原因:(1)双金属材料的铜层里弥散着固体自润滑材料;(2)铜层比镀铬层软,冲击时不会产生声音,也不会咬合在一起;(3)其在工作中既可以不加润滑脂,也可以加润滑脂,加润滑脂后的摩擦系数非常低,小于0.1;(4)其中的固体自润滑材料在运转中可以在摩擦面形成转移膜,使用寿命较长。
1.2 试验验证
对采用新型摩擦副材料制成的推力关节轴承在自制的关节轴承摩擦磨损试验机上进行试验。
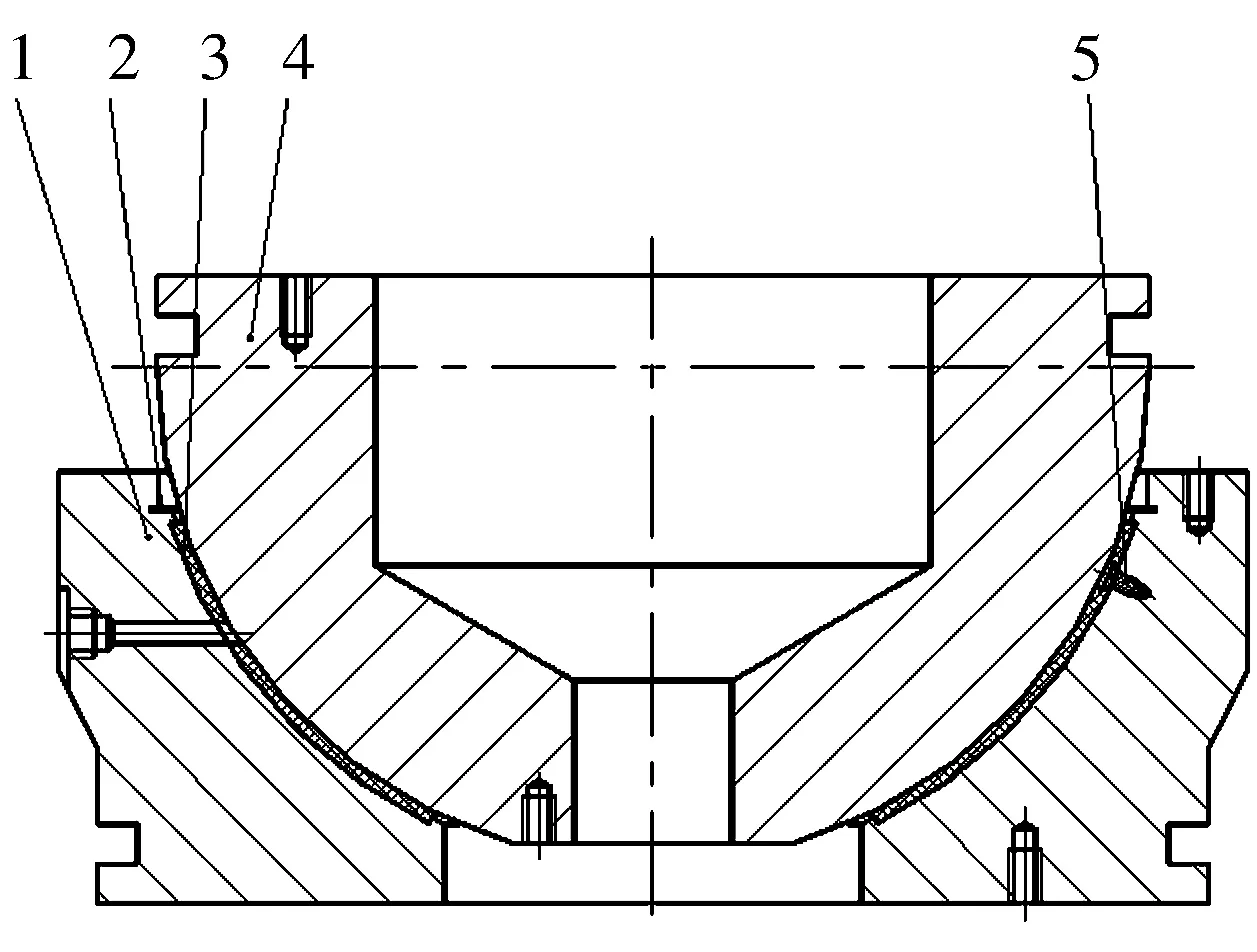
1—座圈;2—密封圈;3—衬垫;4—轴圈;5—沉头螺钉
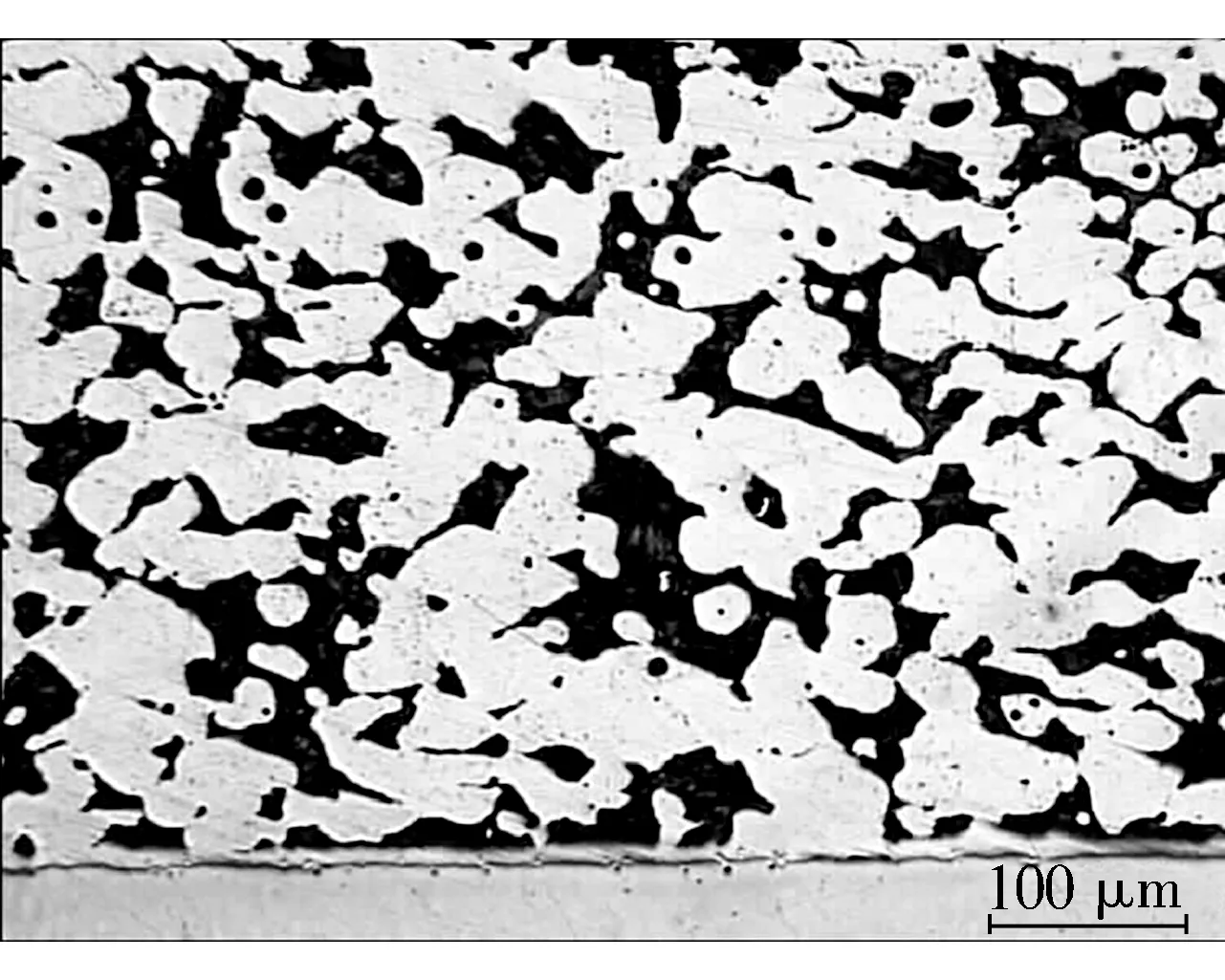
图2 双金属材料显微组织图
共试验了3套轴承,试验过程中不加油脂。试验参数为:试验载荷P=32.5 kN,摆动角度β=40°,摆动频率f=35 次/min。轴承失效的判定条件为温度超过150 ℃或摩擦系数大于0.2。试验结果如表1所示。
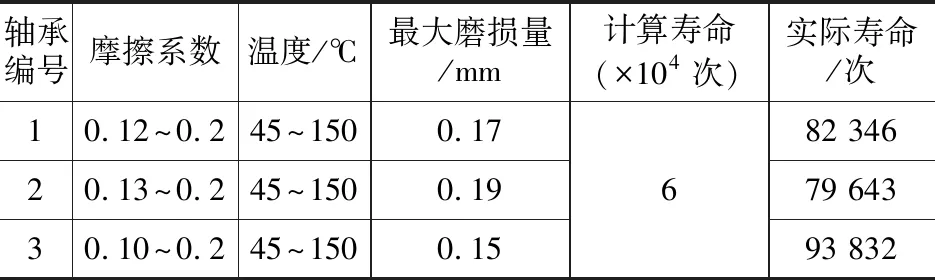
表1 摩擦磨损试验结果
从表1可知,轴承温度最后达到150 ℃,试验机报警并停止试验,此时轴承的摩擦系数为0.2。
从试验后拆下来的轴承来看,双金属自润滑材料铜层发生磨损,但磨损均匀,轴圈外球面有一层固体自润滑材料转移膜,铜层磨掉后,轴承轴圈镀铬球面与双金属材料的钢背摩擦,造成温度急剧升高,超过150 ℃。
从实时监测的摩擦系数和温升来看,轴承在正常磨损情况下,摩擦系数一直稳定在0.1~0.15,温度稳定在85 ℃左右,实际寿命超过了计算寿命,可见该轴承采用这种双金属自润滑材料作为摩擦副是合适的。
1.3 双金属自润滑材料的固定
一般关节轴承的自润滑材料的固定方式都采用胶粘剂粘贴固化。但双金属自润滑材料采用此固定方式存在以下问题:(1)如果周围环境温度较高,胶粘剂容易老化;(2)自润滑材料严重磨损导致关节轴承失效后,自润滑材料不可更换,使得轴承不能重复使用;(3)较大的冲击时,胶粘层容易失效;(4)双金属材料厚度为2~3 mm,较难粘贴。基于以上问题,采用螺钉固定方式,同时把双金属材料的固定孔预先整成锥形,与座圈的锥孔配合,用螺钉锁紧,以防止双金属材料在重载摆动时产生滑移。此固定方式不仅可靠,而且使轴承的修复变得简单。
1.4 润滑槽的设计
由于大包转台工作环境较脏,同时轴承在使用过程中会磨掉不少铜屑,这些脏物会粘在球面上,从而影响轴承的使用寿命。如果球面上有少许的润滑脂可以把摩擦系数从0.12左右降到0.08左右,从而提高轴承的使用寿命,因此,在大包转台维护时,可以添加铝基润滑脂。
为了使润滑脂能在高载荷下到达承载区,在座圈外径上均布设计3个注脂孔,在双金属材料的球面上加工两条径向润滑槽;同时每片双金属材料之间的间隙作为轴向润滑槽,与注脂孔相交(图3)。此设计使润滑脂能够到达球面的每个地方。
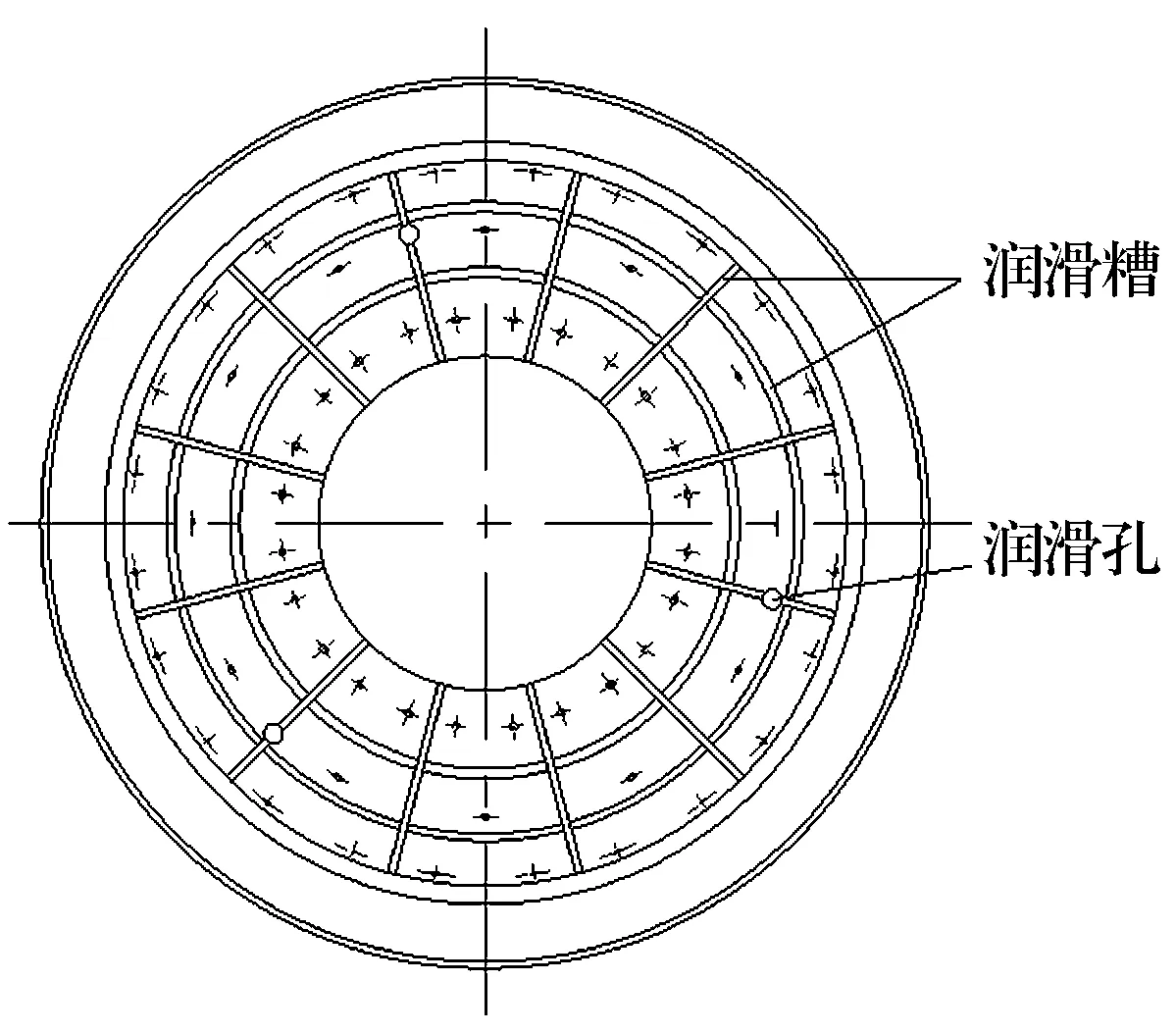
图3 座圈润滑槽示意图
2 加工要点
2.1 双金属材料的加工与整形
由于每片未成形前的双金属材料的四周都是圆弧,且加工精度对双金属材料能否准确装配至关重要,采用了加工中心加工双金属材料外形和固定孔,这样才能保证双金属材料的尺寸稳定性,保证双金属材料能够互换。
整形是制造过程中难度最大的工序,双金属材料厚度为2~3 mm,由两种不同的金属组成,在整形过程中反弹很大,需要反复修改整形模具才能达到要求,一旦反弹量掌握不好,就会造成模具报废,损失较大。整形模具采用径向整形的结构形式,如图4所示。利用该模具对双金属材料进行整形,下料后可使其直接成形,省去了预成形工序;最关键在于它可以根据不同型号的反弹量反复修模以达到所要求的尺寸,且成形效果好于轴向整形的模具结构。整形模具为一个球台,在数控加工中需要在模具对面同时加工一个模具(主要用于配重和测量尺寸)。由于是断续切削,加工效率不高,同时球的对称度测量存在难点,所以整形模具加工质量直接影响双金属材料的成形质量。
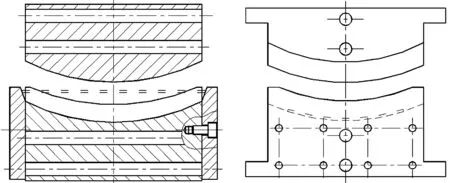
图4 整形模具
2.2 轴圈、座圈的加工
轴圈、座圈都采用数控车床加工,由于尺寸很大,装夹一次要花很长时间。测量轴圈、座圈的球径尺寸和球位时,为了提高效率和精度,需要在线测量,以避免反复装夹。根据数控机床精度高的特点,把千分表装在刀架上,通过刀架的x和y坐标的移动,与基准面的尺寸相比较,测量出球面上3个截面的尺寸和变动量,如果和预先计算出来的尺寸一致,就证明加工的球径和球位是准确的。把加工好的轴圈、座圈放在三坐标机上测量,与在线测量的结果一致,表明这种在线测量的方法是可靠的。
这样加工轴圈、座圈的球径尺寸是统一的,可使用户在安装时对轴圈、座圈随意组配。
座圈的固定孔用来固定双金属材料,如果加工精度达不到要求,双金属材料就无法固定。加工时,钻头要对准球面的法线,而且工作台要准确分度。为此,设计了专用的钻床加工,固定钻头的卡夹可以准确转动任意角度,工作台可以快速准确转动分度,加工出来的孔尺寸稳定性好,加工效率高。
3 结束语
根据大包转台推力关节轴承转速低、承载大、承受一定冲击的特点,采用双金属自润滑材料做为轴承的摩擦副。在产品结构设计上,确定了双金属自润滑材料固定方式与润滑槽的结构形式,在加工工艺上,解决了双金属自润滑材料的整形与轴、座圈的加工难点,产品满足客户需求,在国内各大钢厂得到广泛使用,替代了进口产品。