DG400双端面磨床辅助支承设计
2010-07-27李爱君张汇军骆桂斌
李爱君,张汇军,骆桂斌
(瓦房店轴承集团公司 技术中心,辽宁 瓦房店 116300)
1 套圈端面常用磨削方式
长期以来,轴承套圈端面的磨削方式大都采用贯穿(通过)式磨削或单磨头平面磨削。贯穿式磨削是轴承套圈通过两个相对旋转的砂轮端面对套圈端面进行磨削,从而磨出相互等高的两个平面,这种磨削方式生产效率高,生产成本低,但加工套圈的端面尺寸精度一般,满足不了精密级轴承加工精度的要求。单面磨削是把多个套圈一起放到磁盘上单面磨削后,将套圈翻转后进行另一面的磨削,这种加工方式主要是靠操作者手工上、下料,每次都需调整砂轮进给量,加工出的套圈高度尺寸离散性大,生产效率及产品质量相比贯穿式磨削更差。
2 DG400双端面磨床
DG400双端面磨床为国外引进设备,其上、下料有料道,通过送料盘旋转送料和下料,单件参与磨削。工件通过上料道自动进入到送料盘中,送料盘旋转将轴承套圈送到磨削区进行加工,同时将已磨完的套圈送到下料道中,依靠送料盘旋转自动完成上料、磨削、下料全过程。该设备加工出的套圈两端面的尺寸精度和几何精度都能达到P2及以上,套圈精度要明显高于常用2种磨削方式。
DG400双端面磨床磨削套圈时,依靠安装在送料盘上的支承轴承来支承所加工套圈的外表面,从而对套圈双端面进行磨削。在加工轴承内圈时,如圆锥滚子轴承内圈(图1)、深沟球轴承内圈及单挡边圆柱滚子轴承内圈时,由于这类套圈在加工时送料盘上的支承轴承无法与所加工内圈外表面的中间处接触,因此,必须设计辅助支承来稳定工件,才能对套圈进行双端面加工。辅助支承的设计需有一个偏心量e,以保持加工套圈在送料盘中平稳的进行磨削加工。辅助支承的偏心量过大或过小都可能使加工套圈在磨加工或下料时双端面产生磨痕或划伤,严重影响产品质量。偏心量的大小决定辅助支承能否支承到加工产品的外表面,因此,确定辅助支承偏心量的大小是DG400磨床工装设计的关键。
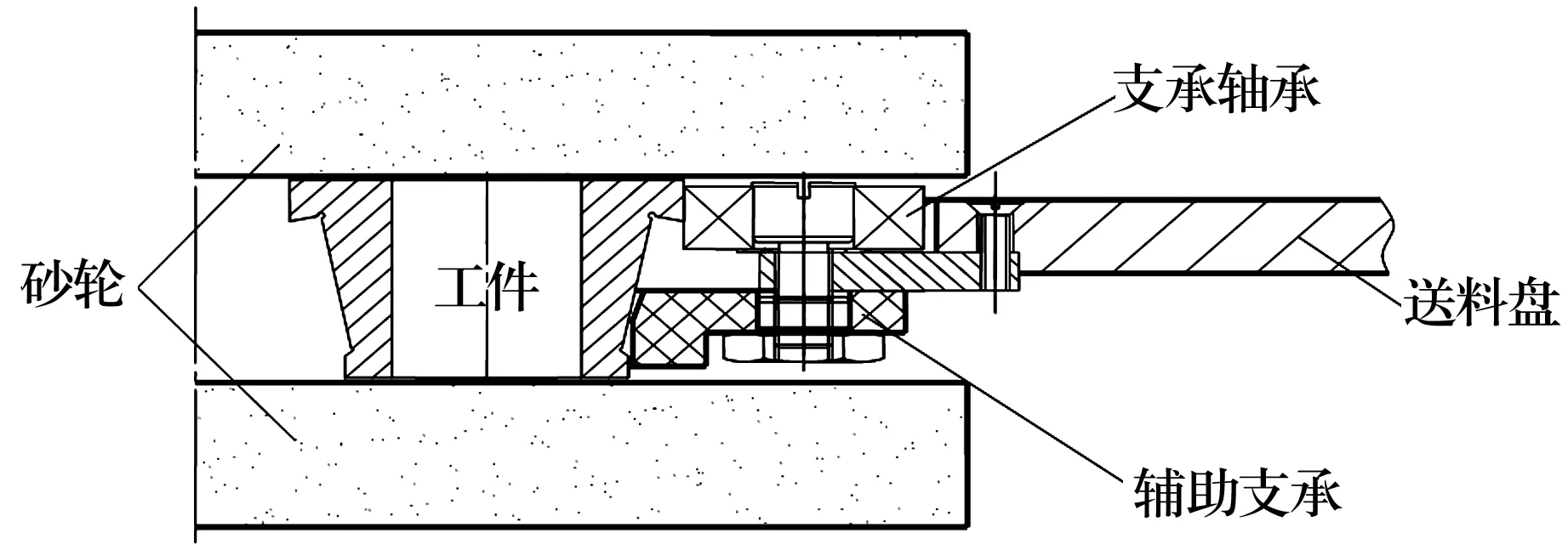
图1 圆锥滚子轴承内圈的磨削状态
3 辅助支承偏心量e的确定方法
3.1 画图法
如图2所示,图中R1为送料盘上安装支承轴承定位孔的半径;A,A′为安装支承轴承的位置也即辅助支承两个安装孔的中心;O为R1的圆心,即送料盘送料孔中心;r为支承轴承半径;d2为加工工件内圈外径,即加工轴承内圈接触支承轴承的直径;R=r+d2/2。加工不同产品时分别以A,A′为圆心,以R为半径画圆交于O′点,OO′距离即为偏心量值。
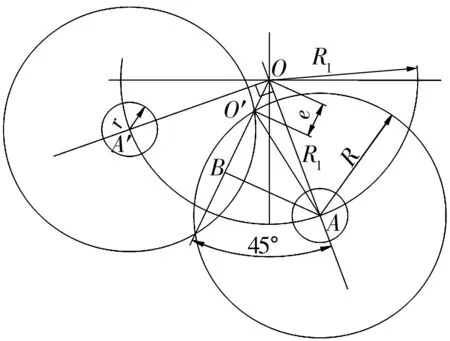
图2 辅助支承偏心量绘制图
3.2 计算法
由图2可知,在△OAB中,AB=OB=R1·
cos 45°。在△O′AB中,

e=OB-O′B
4 结束语
实践中已经设计了20多个不同轴承(圆锥滚子轴承内圈、单挡边圆柱滚子轴承内圈及球轴承内圈等)的辅助支承,结果表明,不论用哪一种方法确定的辅助支承偏心量,辅助支承都能很好地支承到加工工件的外表面上,保证所加工套圈双端面没有伤痕等缺陷,产品质量达到设计要求。