Q345R中板Z向拉伸试验方法
2017-04-20郝龙宇王博韩大明安洪亮秦宝林
郝龙宇+王博+韩大明+安洪亮+秦宝林
摘要: 选用中厚度Q345R钢板作为试验钢板,抗拉强度800 MPa级别钢板作为延伸部分材料,采用连续驱动摩擦焊的方法将试验钢板与延伸部分熔合,实现了试验钢板的Z向拉伸性能试验,完善了中板厚度方向性能的试验方法。同时比较了Q345R中板横向与Z向的拉伸性能,结果表明:Z向的屈服强度和抗拉强度均高于横向,断面收缩率低于横向。试验方法的实现和横-Z向性能比对结果,对中板Z向性能的检验与研究提供了有利参考。
关键词: Z向拉伸(厚度方向拉伸);Q345R中板;连续驱动摩擦焊
中图分类号: TG406
Abstract: Choose Q345R medium plate as a test plate; Tensile strength of 800 MPa grade steel plate as extension material, adopt the method of continuous drive friction welding test plate with extension fusion, implements the test plate Zdirection properties of tensile test, improve the test method on through-thickness property of medium plate. Also compared the Q345R medium plate transverse and Zdirection the tensile properties, the results shows that: Zdirection the yield strength and tensile strength are higher than transverse, percentage reduction of area below the transverse. The realization of the test method and transverseZdirection compared to the properties of the test results, the test and research on the properties of medium plate Zdirection provides the beneficial reference.
Key words: Zdirection tensile;Q345R medium plate;continuous drive friction welding
0前言
板带钢按厚度分为极薄带、薄板、中板、厚板和特厚板五大类。厚度在0.2 mm以下的钢板称为极薄带,厚度为0.2~3 mm的钢板称为薄板,厚度为3~20 mm的钢板称为中板,厚度为20~60 mm的钢板称为厚板,厚度在60 mm以上的钢板称为特厚板,习惯上将中板、厚板和特厚板统称为中厚钢板 [1,2]。
钢板的厚度方向性能常称作Z向性能,是衡量板材产品是否能够达到使用要求的一个重要指标。近年来,人们对于中厚板的厚度方向性能提高了重视,诸如船板、汽车用钢、压力容器用钢及建筑用钢等都对中厚板材有厚度方向性能的要求。对于厚度大于50 mm钢板的Z向性能可采用全厚度试样沿板厚方向取样,而对于中板及50 mm以下板,由于厚度尺寸限制,将无法通过常规方法取得Z向拉伸试样,需要用合适的焊接方法制备带延伸部分的拉伸试样[3]。为实现中板Z向拉伸试验,所选用的延伸部分材料强度需明显高于被测材料,并采用温度相对低的焊接方法进行良好焊合,减小焊接热作用对试验的影响,不允许存在焊接缺陷,保证拉伸断裂位置有效。文中选用16 mm及18 mm厚的Q345R钢板作为试验钢板,选用抗拉强度800 MPa级别钢板作为延伸部分材料,采用连续驱动摩擦焊的方法将试验钢板与延伸部分熔合,实现了试验钢板的Z向拉伸性能试验。
1试验材料及方法
1.1试验材料
选用Q345R中板作为试验钢板,尺寸为250 mm×150 mm×16 mm/18 mm,自钢板主轧制方向一端的1/2宽度处取16 mm×16 mm圆坯,圆坯高度即为钢板厚度。从26Cr2Ni4MoV钢板上切取16 mm×100 mm圆棒作为延伸部分材料,Q345R钢板与26Cr2Ni4MoV钢板的室温拉伸性能结果如表1所示。
1.2试验方法
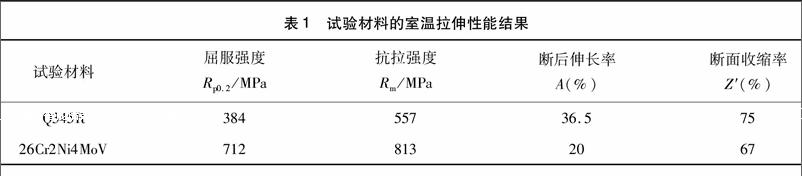
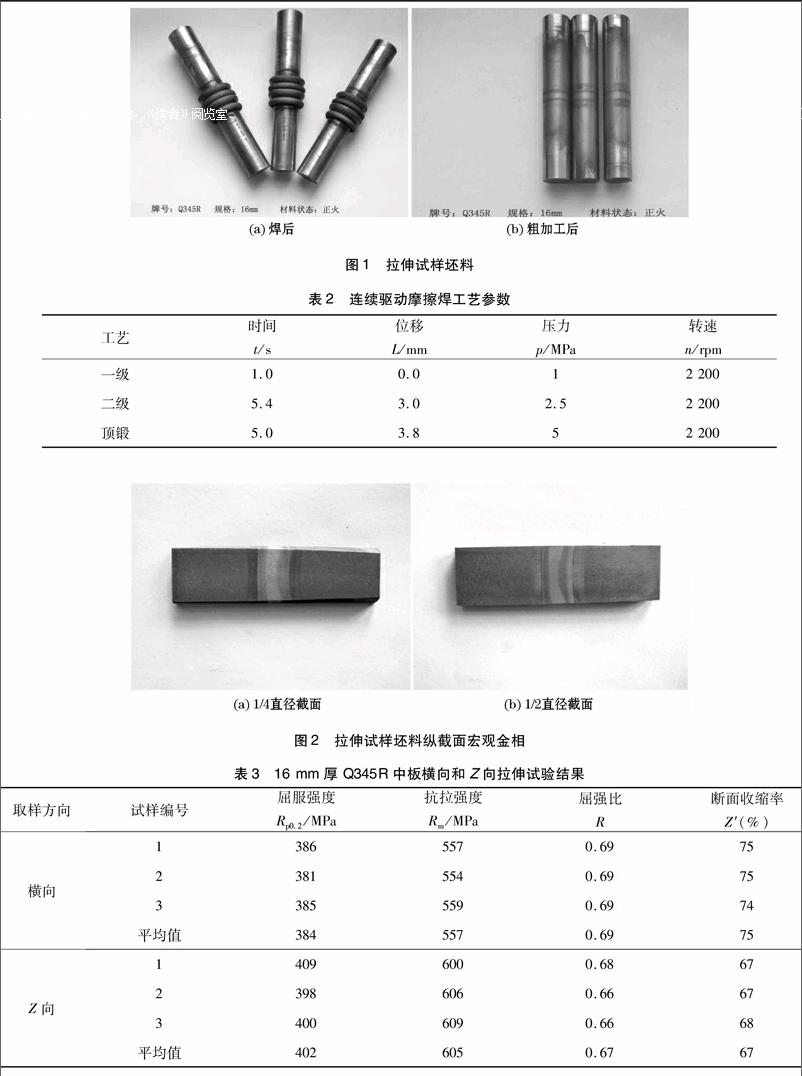
清理Q345R圆坯和26Cr2Ni4MoV 圆棒端面及两侧,采用HSMZ-4型连续驱动摩擦焊机,对Q345R圆坯与26Cr2Ni4MoV圆棒进行施焊,形成带有两个焊合面的拉伸试样坯料(26Cr2Ni4MoV -Q345R-26Cr2Ni4MoV),如图1所示,连续驱动摩擦焊工艺参数见表2。将拉伸试样坯料沿长度方向剖切,对1/4,1/2直径截面进行了宏观金相检验,焊合面未见夹渣、裂纹等焊接缺陷,焊接质量良好,见图2。以Q345R的1/2厚度位置为中心,制备厚度方向(Z向)拉伸试样,在同张Q345R钢板上制取横向拉伸试样,采用AG-IS 100KN型日本岛津电子拉伸试验机进行16 mm厚Q345R钢板的横向和厚度方向(Z向)拉伸试验,试验结果见表3。
2试验结果与分析
2.1Z向拉伸试验
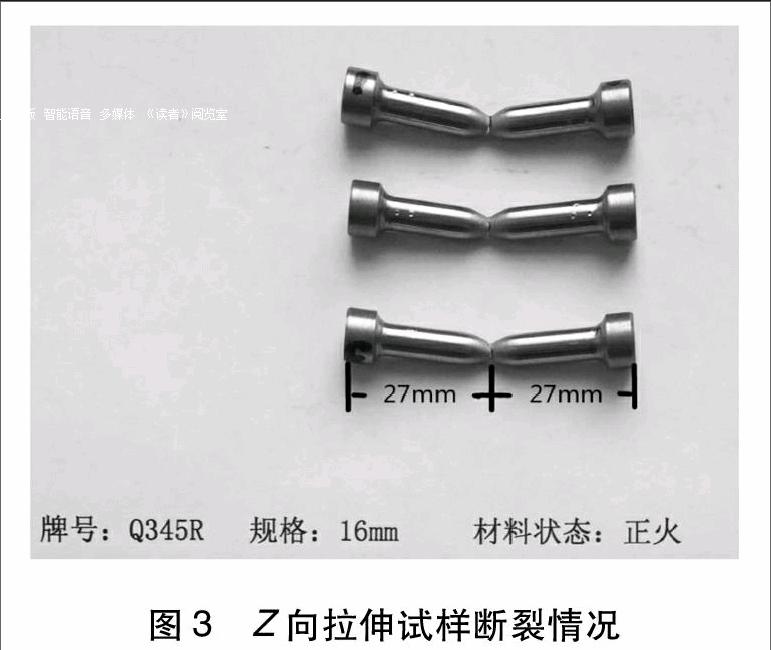
厚度方向(Z向)拉伸试样是以Q345R的1/2厚度位置为中心,拉伸断裂后,断裂面到拉棒两个端面的距离相等,如图3所示,故断裂位置位于Q345R钢板厚度范围内。Z向拉伸试验的实现主要与以下几个因素有关:①延伸部分材料的选择:延伸材料的屈服强度、抗拉强度均明显高于被测材料,保证拉伸断裂位置发生在强度相对弱的被测材料部分;②焊接方法的选择:选用连续驱动摩擦焊的焊接方法,以适当的焊接参数将延伸部分与被测部分熔合,温度影响小,结合质量良好;③拉伸试样的制备:用合适的腐蚀方法显示拉伸试样坯料及坯料纵截面的接头焊合面,以检验焊接结合情况和标记被测材料厚度方向中心点,再进行拉伸试样制备。
2.2拉伸试验结果分析
由于Z向拉伸试样由两种材料复合而成,故断后伸长率不作比对。16 mm厚Q345R的横向和Z向拉伸试验结果见表3,试验结果显示:横向及Z向的各项拉伸试验结果较稳定;Z向屈服强度比横向最小高12 MPa,最大高28 MPa,平均高18 MPa;Z向抗拉强度比横向最小高41 MPa,最大高55 MPa,平均高48 MPa;Z向屈强比比横向最小低0.01,最大低0.03,平均低0.02;Z向断面收缩率比横向最小低6%,最大低8%,平均低8%。
2.3其它板厚试验
试验还选取18 mm厚Q345R中板进行试验,试验结果类同,如表4所示。
3结论
(1)选用强度级别较高的材料作为延伸部分,通过连续驱动摩擦焊的方法将被测材料与延伸部分良好焊合,实现了Q345R中板的Z向拉伸试验,为中板的Z向拉伸试验的实现提供了可行的思路和方法。
(2)对于Q345R中板,板材的Z向和横向拉伸性能有明显的差异。Z向的屈服强度和抗拉强度均高于横向,Z向断面收缩率低于横向。
(3)通过横-Z向拉伸试验结果的比较,进一步完善了Q345R中板的力学性能指标,为相关板材的检验和科研工作提供了有利参考。
参考文献
[1]张景进.中厚板生产[M].北京:冶金工业出版社,2005.
[2]中华人民共和国国家质量监督检验检疫总局.GB/T 709—2006.热轧钢板和钢带的尺寸、外形、重量及允许偏差[S].北京:中国标准出版社,2006.
[3]中华人民共和国国家质量监督检验检疫总局GB/T 5313—2010,厚度方向性能钢板[S].北京:中國标准出版社,2010.
