大口径厚壁钢管全位置窄间隙热丝TIG焊技术
2017-04-20徐祥久张宇黄超陈怡
徐祥久+张宇+黄超+陈怡
摘要: 针对钢管环缝全位置焊接的特点,分析了厚壁大口径钢管环缝焊接的工艺难点,讨论了首层焊接时熔池金属的受力状态。采用专用全位置窄间隙热丝TIG焊接设备,利用钨极运动和分区段工艺参数的设定,克服了厚壁大口径管全位置焊的难点,获得了无缺陷的优良全位置焊接接头。
关键词: 大口径管;全位置;窄间隙;热丝TIG焊
中图分类号: TG444+.74
Abstract: According to the peculiarity of all position welding, the difficulties in circular seam welding of large diameter heavy wall steel pipe were analyzed. The force on weld pool of first layer was discussed. Weld joint without defects were gained by useing special all position narrow gap hot wire TIG welding equipment, which conquered the difficulties by employing the movement of tungsten electrode and setting processing parameters.
Key words: large diameter pipe; allposition; narrow gap; hot wire TIG welding
0前言
由于15CrMoG、12Cr1MoVG、SA-335P91等低合金钢大口径管具有优良的高温使用性能,被广泛应用于火力发电站锅炉的高温压力结构中[1-3],如锅炉集箱筒体、主蒸汽管道、再热蒸汽管道等重要部件。在这些部件的制造与安装过程中,会产生大量的环形对接焊缝,以满足电站锅炉产品的结构要求。对于这些部件在锅炉制造厂内的直管拼接,一般可采用焊接滚轮架配合,在平焊位置实现焊接。然而对于弯管的环缝,或者直管现场安装时的环缝,焊接时工件无法转动而不能实现平焊,因此有大量的环缝是在全位置进行焊接。目前对于这些环缝的全位置焊接采用的主要是手工钨极氩弧焊打底,焊条电弧焊填充并盖面焊的工艺方法[4, 5]。这种焊接生产方式效率低,工人劳动强度高,焊缝质量受焊工操作水平影响大,焊接材料消耗量大。大口径管全位置窄间隙热丝TIG焊接技术正是为改变这种落后的生产方式而开发出来的一种新技术。
1焊接结构分析
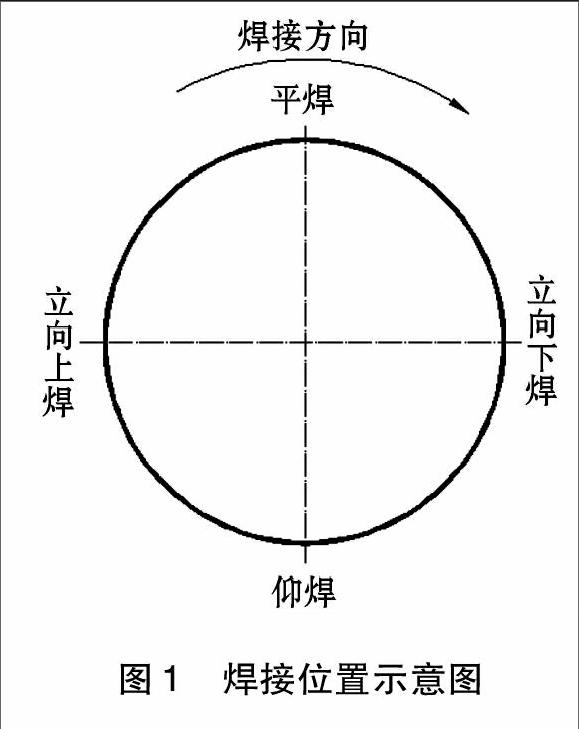
对于位置固定的大口径管环缝,在同一条焊缝焊接过程中会同时存在平焊、立焊和仰焊等位置的焊接操作,而且同时存在立向下焊和立向上焊情况(图1)。由于重力的作用,焊接过程中熔池形态随着焊接位置的变化会产生较大的变化,这种重力的作用将直接影响着焊缝的最终成形与内在品质。因此在焊接过程中需在不同的位置采用不同的工艺参数,以保证在整个圆周方向上均获得优良的焊缝。
1.1首层焊接要求
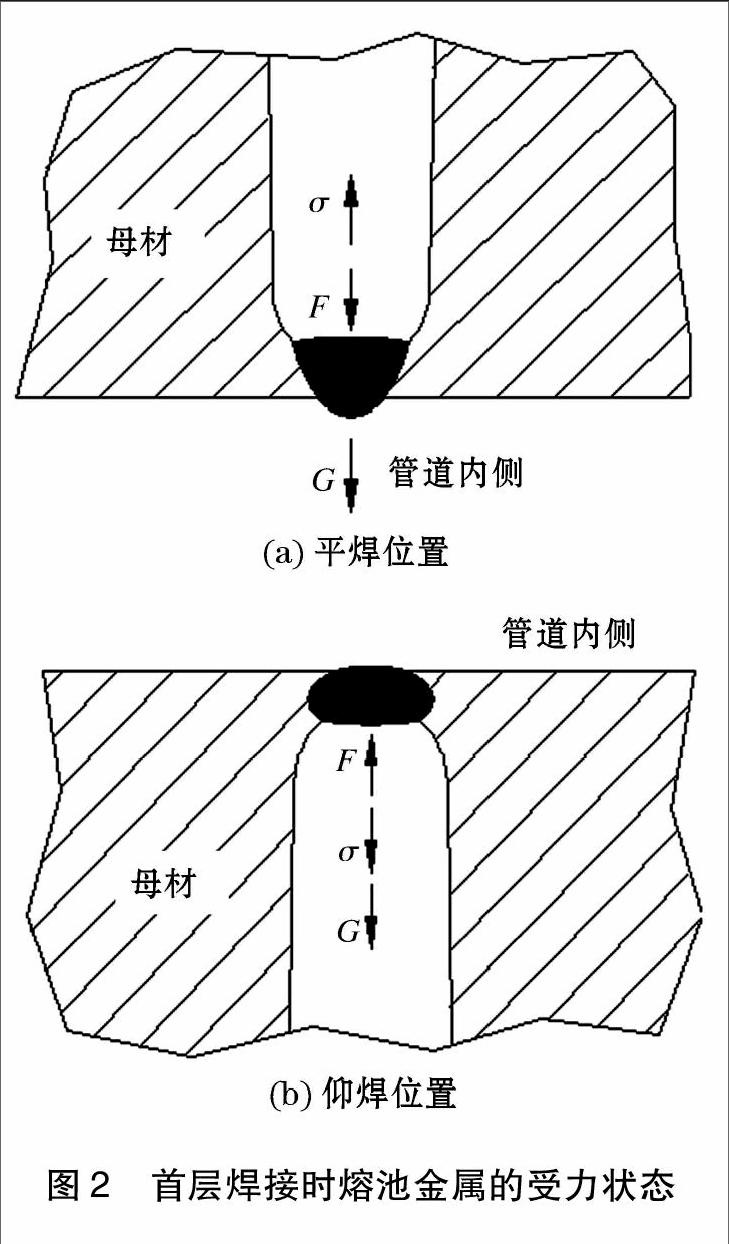
由于空间小而无法在大口径管内部进行焊接操作,为了保证环缝的全焊透,在外部进行环缝的首層焊接时,要求实现单面焊双面成形。而这种单面焊双面成形为无背面衬垫的自由成形,焊接时主要依靠液态金属的表面张力来实现,使之在自由状态实现焊缝的背面成形。这种自由成形的难度在于对熔池温度、体积及电弧停留时间的要求较高,否则极易产生烧穿或未焊透缺陷,对于全位置焊则更加难以控制。图2为首层焊接时熔池金属的受力情况示意图(仅示出平焊和仰焊位置)。
2a的熔池金属受力可以表示为:σ=F+G,其中σ为熔池金属的表面张力在竖直方向的分量,F为电弧对熔池的作用力,G为熔池金属所受的重力。当熔池尺寸增加时,表面张力增加,同时熔池体积增加,而且这种熔池体积增加带来的重力增量远大于表面张力增量,当熔池体积增加到表面张力小于电弧作用力与熔池重力之和时,熔池将会下沉,导致焊缝背面余高过大或熔池金属突然坠落产生焊穿现象。图2b可表示为:F=σ+G,当熔池尺寸增加时,表面张力和熔池体积均增加,若电弧对熔池的作用力小于表面张力与熔池重力的和,则熔池中液态会出现下沉,焊缝背面出现凹坑、咬边等缺陷或熔池流淌散落损坏钨极。
全位置焊接时,在整个圆周方向重力、表面张力、电弧力对熔池的作用是连续变化的,而且这些力均与焊接参数有关,当焊接电流、电压发生变化时,这些力的大小会随之变化。因此焊接过程中需根据熔池所在位置的不同设定不同的焊接参数,既要保证焊缝根部全焊透,又要保证熔池的稳定和焊缝的成形。
1.2窄间隙坡口
对于厚壁管,特别是壁厚大于30 mm的大口径管,为了减少焊缝金属的填充量,提高生产效率、降低生产成本,需要加工窄间隙焊接坡口,焊接时每层只需焊接一道。这种窄间隙焊接坡口宽度一般为10~15 mm,坡口面角度一般为0.5°~2.0°,随着坡口的填充焊接,坡口宽度会不断收缩,坡口面与工件表面接近垂直。因此就要求所采用的焊接工艺及设备能保证坡口侧壁的完全熔合。
大口径钢管外径会存在一定的椭圆度,且管径越大椭圆度越大,也就是说焊接过程中,不同位置的坡口深度是不同的。另外焊接坡口机械加工和装配的尺寸会存在一定的误差。这就需要在焊接过程中,焊接机头能自动识别焊接坡口深度,保证电弧长度始终在合理的范围内,同时还能自动识别坡口中心位置,以保证获得坡口两侧均熔合良好的优良焊缝。
2原理与设备
2.1全位置焊原理
对于位置固定的大口径无缝钢管环缝焊接,所采用的全位置窄间隙热丝TIG焊接设备,是通过行走小车沿固定在钢管上的轨道转动,窄间隙热丝TIG焊枪在行走小车的带动下对焊缝进行全位置焊接。与常规热丝TIG焊相同,通过热丝电源对焊丝进行预热,提高焊接过程中焊丝的熔化速度,增加单位时间内焊缝金属的熔敷量[6]。
2.2设备组成
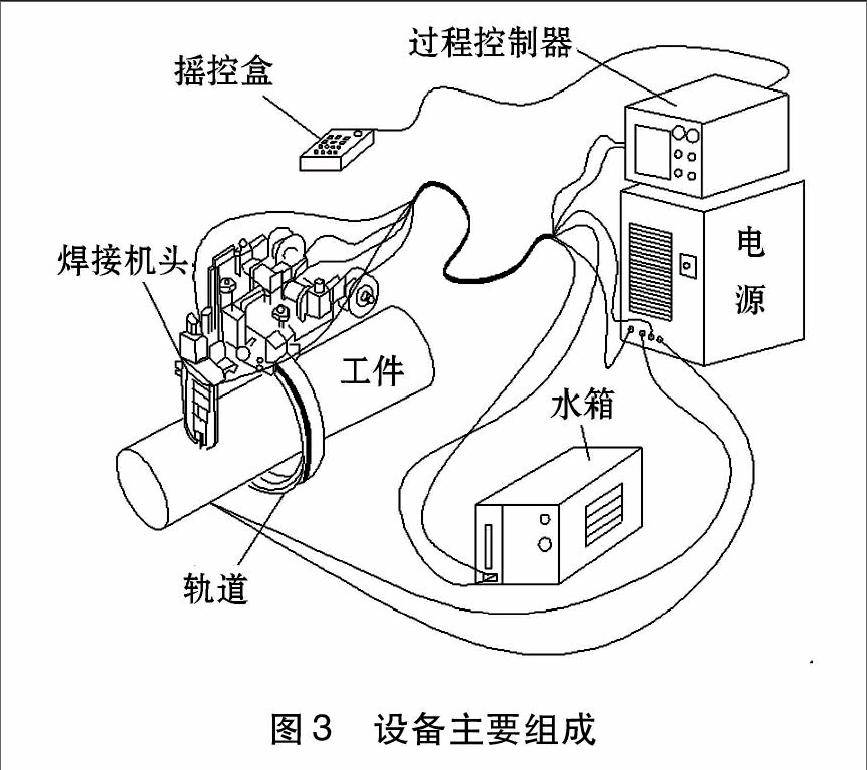
采用大口径管全位置窄间隙热丝TIG焊接设备进行焊接,该成套设备主要由焊接电源(含热丝电源)、过程控制器、水冷系统、焊接机头、行走小车以及行走轨道等部分组成(图3)。
采用直流窄间隙热丝TIG焊接技术,焊接过程中,管件固定不动,行走小车搭载窄间隙焊接机头沿轨道方向行走,实现大口径厚壁管的全位置窄间隙热丝TIG焊接。
2.3设备功能与特点
全位置窄间隙热丝TIG焊接设备行走小车可沿轨道进行±360°旋转运动,焊接时可在正、反两个方向进行切换,由于每个方向均有一个送丝系统,这样便免除了单一方向焊接电缆缠绕后反向空转的过程,且正、反两个方向交替进行焊接,可有效减小焊接应力。
为了更好的保证深坡口侧壁的熔合,焊接过程中钨极可进行左右摇动,并可在极限位置驻留一定的时间。实际焊接时钨极的位置是不断变化的,图4a为焊接时钨极位置示意图,图4b为钨极安装照片。这种连续摇动可有效保证坡口侧壁熔合,每层均能获得圆滑的凹状“笑脸形”焊缝成形。更為重要的是在不断的摇动过程中,控制系统可根据电弧电压对钨极位置进行跟踪,即可同时捕捉坡口左、右侧壁和高度三个方向的电弧压力反馈,通过这些反馈信号,焊枪可不受加工和装配精度的影响而自动保持在坡口中心位置。
焊接机头除可进行钨极摇动外,还可进行水平摆动,以满足焊缝宽度要求。例如盖面焊接时,同时开启设备的摇动和摆动功能,便可一次完成盖面宽焊道的焊接。同时在钨极摇动、摆动焊接时,焊丝也随之运动,使焊丝始终能送入到熔池最佳位置,增大了电弧热的利用率。
设备配有离线编程功能,可通过计算机编制焊接控制程序,然后导入焊接过程控制器进行应用。为了更好的控制全位置焊接过程中的焊缝成形,可根据不同位置熔池的受力情况分区段进行焊接参数设定,克服重力等因素对焊接过程带来的不利影响。
3焊接工艺
根据上述设备的能力与特点采用图5所示的焊接坡口形式进行焊接。焊接时首先采用全位置焊设备将组对好的工件进行点焊,根据工件直径和重量确定点焊的数量,一般为3~5点,每点长度约10 mm。然后进行全位置打底焊,从工件最高点(平焊位置)引弧,焊接口机头沿同一方向进行运动,经360°旋转后返回至引弧点,为了更好的搭接,一般再焊接3°~5°后熄弧。然后再反向焊接下一层,这样正向、反向交替进行焊接,直至填满整个焊接坡口,最后进行盖面焊接。焊接过程中根据坡口宽度和钨极长度调整摇动角度,以保证坡口两侧均熔合良好,盖面焊接时同时开启摇动和摆动功能,保证最终焊缝的成形饱满、平滑。
在进行分区段焊接工艺参数设定时,应根据不同的焊接位置对焊接参数进行修正,下坡焊位置最容易控制焊缝成形,可适当增加焊接电流和送丝速度。而在上坡焊位置对焊缝成形的控制最为困难,应将焊接电流减小10~20 A,同时将电弧电压和送丝速度适当减小,使焊丝准确送入熔池,且熔池中液态金属不倒流,从而保证上坡焊时的焊缝成形。焊接工艺参数的修正应连续平缓过渡,以免引起焊缝形貌的突变。
对于不同的焊接材料的大口径管焊接参数会有较大的差异。例如,碳钢材料液态金属流动性好,焊接时应采用较小的热输入和较低的送丝速度,防止焊接过程中熔池金属流淌。而对于不锈钢材料,可适当采用稍大些的焊接参数,但应严格控制层间温度在合理的范围内。对于要求焊前预热温度较高的低合金钢,焊接时还应考虑预热温度对熔池的影响。实践表明,采用大口径管全位置窄间隙热丝TIG焊接技术,应控制单层焊缝厚度在1.5~2.5 mm范围内,才能保证所获得的焊缝成形美观、性能优良。
采用全位置窄间隙热丝TIG焊工艺,分别焊接了20G、15CrMoG、12Cr1MoVG、SA-335P91共4种电站锅炉常用材料厚壁(壁厚范围为40~70 mm)大口径管环缝,焊缝经UT和RT检测均合格。图6为焊缝表面形貌照片。
相对于可转动的工件采用埋弧焊方法在平焊位置进行焊接,这种全位置窄间隙热丝TIG焊接的效率明显偏低,但与采用焊条电弧焊方法的全位置焊接效率一致。
采用窄间隙全位置热丝TIG焊接方法,可弥补埋弧焊无法全位置焊接的缺点,并可克服焊条电弧焊手工操作质量不稳定的问题,并且可极大地降低工人劳动强度。同时,对于全位置焊接,这种正、反两个方向交替焊接的窄间隙焊接方式,更有利于减小焊接接头的应力。
4结论
根据大口径钢管环缝全位置焊接结构,讨论了首层焊接时熔池金属的受力状态,分析了厚壁钢管环缝全位置焊接的难点。
采用专用的全位置热丝TIG焊接设备,通过钨极运动和分区段工艺参数设定,克服了厚壁大口径管全位置焊的困难,对不同材料厚壁大口径管环缝进行焊接,获得了无缺陷的优良全位置焊接接头。
参考文献
[1]袁超, 胡正飞, 吴细毛. 热电厂15CrMo钢管高温蒸汽氧化腐蚀机理研究[J].材料热处理学报, 2012 (增刊): 90-95.
[2]吴志亚, 张建军. P91集箱与12Cr1MoV端盖的焊接技术[J]. 焊接, 2009(6): 48-50.
[3]张缓, 张宏伟, 王世强, 等. 超临界机组T/P91集箱管座焊接工艺研究[J].热加工工艺, 2012, 41(21): 210-212.
[4]赖寿祝. SA335-P91钢的焊接[J]. 焊接, 2001(8): 21-23.
[5]吕宏斌, 李汉清. SA-335-P92钢焊接技术试验研究[J]. 广东电力, 2012, 25(3): 48-51.
[6]杨春利, 林三宝. 电弧焊基础[M]. 哈尔滨: 哈尔滨工业大学出版社, 2003.
