低温容器3.5Ni钢的焊接
2017-04-20尹伟周珍珍张庆素
尹伟+周珍珍+张庆素

摘要: 采用氩弧焊和埋弧焊的方法焊接了3.5Ni钢板材,研究了不同焊接工艺参数对3.5Ni钢-101℃冲击韧性影响,通过试验掌握3.5Ni钢的焊接和材料性能,提出了最佳的焊接工艺参数,为3.5Ni钢低温容器设备的制造提供了可靠的质量保障。
关键词: 3.5Ni钢;焊接材料;冲击韧性
中图分类号: TG 444
Abstract: Key words: 3.5Ni steel;welding material; impact toughness
0前言
随着石油化工和煤化工的发展,对低温设备的需求越来越多,掌握低温钢材的焊接技术及其制造技术是关键。3.5Ni钢是含Ni系列钢材的一种,其中最低使用温度要求满足在-101 ℃下的各项性能,其技术难点在于如何解决3.5Ni钢焊接接头的低温冲击韧性问题。低温容器不仅要求钢材具有良好的性能,而且要求通过焊接、热处理后焊接接头也要保证低温使用要求,因此對焊接材料的选择和焊接工艺的制定要求较高,研究在于掌握焊接最佳工艺和焊接材料的选择,从而解决实际产品焊接工程中遇到的低温冲击不足问题。
1母材3.5Ni钢和焊材的性能指标
3.5Ni钢板材的强度和冲击韧性都不存在问题,主要关键问题是焊接接头的冲击性能,为此焊接材料的选择采用国产优质焊材,哈焊所威尔公司生产的氩弧焊材料HS06Mn35DR和埋弧焊材料H06Mn35DR/SJ208DR。板材的成分及性能主要依据ASTM A203E的相关规定,焊接材料的成分及性能主要依据AWS A5.23、AWS A5.28和NB/T47018—2011标准的规定,其中焊接的低温冲击性能由原来的-101 ℃时大于等于27 J提高到34 J。化学成分如表1所示,力学性能如表2所示。
2母材3.5Ni钢焊接性试验
2.13.5Ni低温钢焊接特性
3.5Ni低温钢在条件苛刻的插销冷裂纹和再热裂纹试验中均未发现裂纹倾向[1],在小铁研试验和大量的试板焊接中也未发现冷裂纹和再热裂纹。焊接过程关键在于要尽量较少焊缝和HAZ的过热造成的组织粗大及焊缝中的一次结晶组织,防止碳和其它杂质元素的渗入[2,3],焊接时尽量采用较小的焊接线能量,为此埋弧焊材料采用3.2 mm规格焊丝,或更小规格焊丝进行焊接,焊接过程中采用多层多道焊,控制层间温度小于等于100 ℃,同时选择合理的热处理工艺保证优良的低温冲击性能。
2.2焊接接头各项性能试验
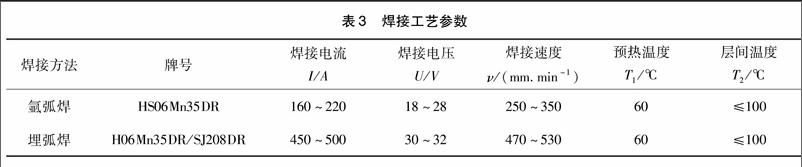
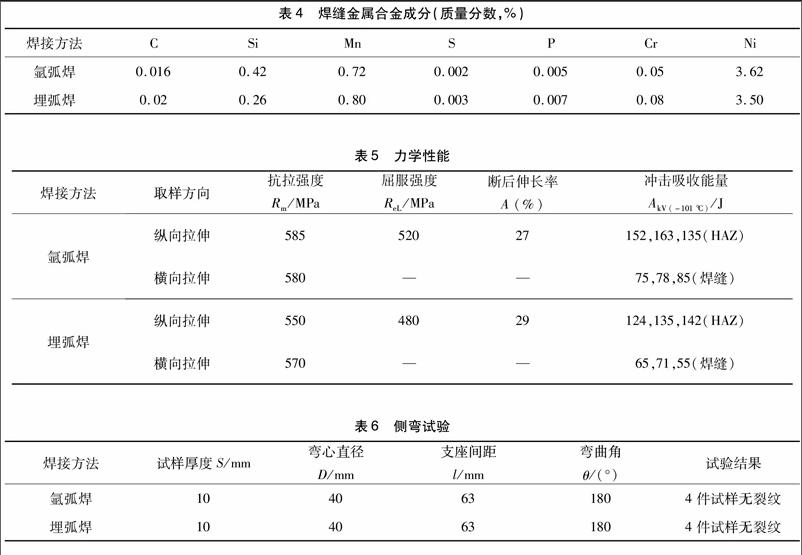
3.5Ni钢需要进行焊后消应力处理,使组织成分均匀化。焊后热处理工艺采用590 ℃×5 h,焊接方法采用氩弧焊,材料为HS06Mn35DR焊丝规格2.5 mm×1 000 mm,埋弧焊焊丝H06Mn35DR/SJ208DR,规格3.2 mm,10~60目,工艺参数化学成分和力学性能如表3~表6所示。
4件试样无裂纹
试验结果表明:接头的焊缝和热影响区HAZ低温冲击韧性比标准规定的最低值高得多,具有一定的富余量,但与焊材熔敷金属和板材的低温冲击韧性相比下降明显,其中焊缝区域下降较多,是整个接头的薄弱环节,说明在产品的制造过程中,低温冲击韧性是关键。拉伸性能和弯曲性能较好。
3不同焊接工艺参数对接头低温冲击韧性的影响 不同的焊接工艺参数,对焊接接头低温冲击韧性会带来一定影响,焊接规范太小,焊接效率降低或焊道成形变差,焊接规范太大,延长冷却时间晶粒长大,必然会影响冲击性能。考虑到实际焊接过程中,焊工的操作,设备的差别都会有一定的波动,为此要掌握最佳的焊接工艺范围,保证接头具有较好的冲击韧性,其中氩弧焊材料焊接工艺影响较小,针对埋弧焊材料进行研究,主要研究焊接电流、层间温度两个关键焊接参数,对低温冲击韧性的影响规律,不同的焊接工艺参数设计如表7所示,相对应的焊缝和热影响区低温冲击韧性如表8所示。
试验结果表明:随着焊接电流的增大,焊接热输入增大,冲击吸收能量逐渐下降,随着层间温度的提高,冲击韧性下降明显,当其它参数一致时,层间温度≥150 ℃,冲击韧性不满足AkV(-101 ℃)≥34 J标准要求。一般情况下,焊接热输入小,层间温度低,柱状晶细小,多层焊时,后续焊道对前面焊道起到正火作用,细晶粒较多,冲击性能好。热输入较大,层间温度高,容易造成接头和热影响区组织过热,产生过热组织,而使其脆化,降低焊缝和热影响区的硬度和韧性,易出现焊缝金属的疏松和夹杂,细晶粒所占比例减小,冲击韧性变差,为此严格控制热输入至关重要。
4结论
(1)低温容器3.5Ni钢具有良好的可焊性,但得到良好的焊缝低温冲击韧性是技术关键。
(2)采用国产的优质焊接材料,可以满足接头的各项性能,低温冲击韧性具有一定富余量。
(3)不同焊接工艺参数对冲击韧性影响较大,要制定正确的焊接工艺参数,同时严格监督工艺参数的执行,保证产品质量。
参考文献
[1]徐道荣,李平瑾,卜华全.3.5Ni钢的热成形工艺试验研究[J].压力容器,1999,16(3):11-15.
[2]李平瑾,徐道荣.3.5Ni钢低温设备的制造和焊接[J].压力容器,2000,17(1):61-67.
[3]庞辉勇,谢良法,李经涛.提高3.5Ni钢板低温冲击韧性的研究[J].压力容器,2009,26(10):5-11.
