带极埋弧堆焊EQ309L的焊接工艺和接头性能
2017-04-20刁旺战马鸣刘海欧海燕
刁旺战+马鸣+刘海+欧海燕

摘要: 为了研究堆焊单一E309L熔敷金属的焊接工艺和接头性能,采用埋弧焊(SAW)在14Cr1MoR基体上堆焊一层EQ309L焊带,焊接过程中严格控制焊接热输入和采用有效的消应力退火热处理制度,保证堆焊层顺利通过无损检测以及弯曲、化学、铁素体数量、硬度试验、金相组织分析和晶间腐蚀等理化性能检测。结果表明,采用埋弧焊(SAW)堆焊单层EQ309L时堆焊层的塑韧性能满足要求,晶间腐蚀试验合格,可以用在压力容器的表面堆焊中。
关键词: 带极埋弧堆焊;E309L;接头性能
中圖分类号:TG455
Abstract: In order to study the welding process and mechanical properties of surfacing welding E309L, surfacing one layer EQ309L strip electrode on 14Cr1MoR base metal using the submerged arc welding(SAW), strictly control the welding heat input and adopt effective post weld heat treatment time in the welding process. The above measures ensure that the results of nondestructive examination, bending, chemical composition tests, hardness tests, metallographic examination and intergranular corrosion test are qualified. The test results show that the plasticity and ductility of surfacing one layer EQ309L strip electrode using the SAW meet the requirements, the results of intergranular corrosion test are qualified, the welding process could be applied in the surfacing welding of pressure vessel.
Key words: band electrode submerged arc surfacing;E309L;mechanical properties
0前言
很多石化容器、核能设备等厚壁压力容器由于在高温、高压的环境下运行,同时还受介质的腐蚀作用,一般从成本等方面考虑设计要求在容器内壁堆焊不锈钢复层。根据腐蚀介质的工作温度和腐蚀特性以及抗裂因素,常见的不锈钢复层搭配有309L/308L、309L/316L和309L/347,其中堆焊首层309L主要是为了在基体与面层之间形成高韧性的过渡层,防止表面裂纹向母材扩展,同时为了补偿由于基材稀释所引起的合金元素(Cr、Ni)降低,使复层焊缝的合金成分保持应有的水平。而面层308L、316L和347主要是起到防止腐蚀的作用。而某石化容器产品的设计仅要求在14Cr1MoR的壳体内表面堆焊厚度不小于3 mm的309L堆焊层,这种设计要求在以往的容器产品中十分少见。
与焊条电弧焊和熔化极气体保护焊相比,带极埋弧焊由于其熔敷效率高、焊缝质量好,稀释率低,焊道表面平整光滑等优点,可以不经过机械加工而直接使用,且焊缝与母材结合处不易产生焊接缺陷和焊接质量问题[1,2],是压力容器内表面堆焊的优化选择。
文中采用埋弧焊在14Cr1MoR母材表面堆焊单层EQ309L不锈钢焊带,对焊接工艺、堆焊层弯曲性能、表面化学成分、硬度、金相组织、晶间腐蚀等接头力学性能和理化性能展开了研究,以获得压力容器表面堆焊的成熟工艺。
1试验方法
1.1试验材料
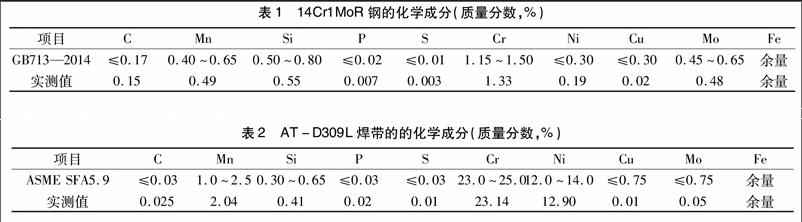
试验中采用的基体材料为按照GB713—2014标准采购的14Cr1MoR钢板,尺寸为600 mm×300 mm×50 mm,供货状态为正火加回火热处理状态,其化学成分见表1。焊接材料采用表2列出的由安泰公司提供的规格为60 mm×0.5 mm,牌号为AT-D309L的焊带及WEL公司提供的WEL-BNDF-8焊剂,焊带的成分和性能满足ASME SFA 5.9的规定。
1.2焊接方法及工艺参数
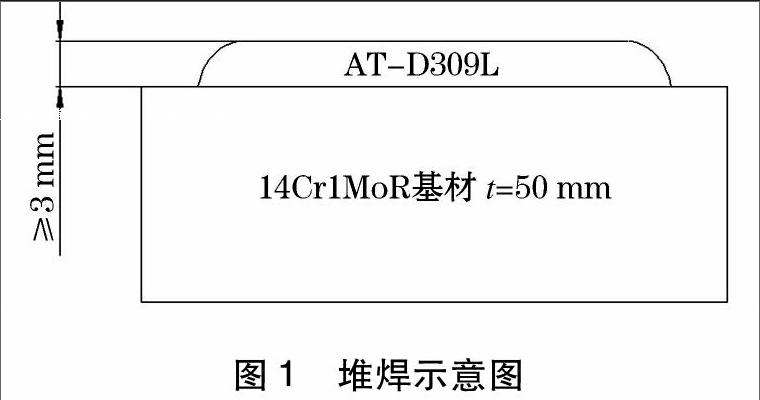
焊接时采用的焊接方法为埋弧焊(SAW),焊前需要对堆焊表面采用砂轮及丙酮等方法去除氧化皮、油污等污物。焊接时堆焊一层就可达到不小于3 mm的堆焊厚度要求,堆焊的示意图如图1所示。
试验的焊接工艺参数、预热温度、层间温度如表3所示,焊接时采用较小的焊接电流及焊接速度一方面可以控制堆焊层的厚度,另一方面较小的焊接热输入可以减少稀释率,降低堆焊层铁素体含量,焊后去应力退火热处理时间至少考虑制造、制造返修及用户返修共计3次的热处理,通过计算最终制定为665 ℃×20 h。焊接过程中应严格控制层间温度:因为较低的预热及层间温度有利于减弱不锈钢焊层δ→σ脆性相的转变倾向、防止晶间腐蚀发生,同时有利于防止堆焊层金属微裂纹的发生。焊接过程中关键的参数还有导电嘴距工件的距离为35~40 mm,压道量为7~8 mm。
2试验结果及分析
用肉眼观察,堆焊层表面无裂纹、气孔、夹渣、咬边缺陷。根据JB/T 4730标准对堆焊层表面进行100%PT+100%UT检验,检测结果为Ⅰ级合格。对合格的焊接接头按照NB/T47014-2011《承压设备焊接工艺评定》标准中有关耐蚀层堆焊工艺评定的规则进行力学性能、化学成分等检测。
2.1不锈钢堆焊层高度
焊后对堆焊高度进行测量,堆焊的高度为3.3~4.0 mm,堆焊层的厚度满足要求。
2.2不锈钢堆焊层的化学成分分析
试验中对距离母材表面3 mm堆焊层进行化学成分测定,结果如表4所示,根据表4测试的结果,分别用式(1)、式(2)计算其相应的Ni当量、Cr当量,并根据WRC-1992图来估算堆焊层的铁素体数量为7.2。采用磁性铁素体仪对相同位置进行测量,10个点的平均铁素体数量为8.7。試验结果表明采用WRC-1992图计算和磁性铁素体仪测量的铁素体含量存在一定差别的。
一般而言,堆焊层中的铁素体一般控制在4%~12%[3],δ相铁素体的有利作用一方面为可打乱单一奥氏体柱状晶的方向性,避免形成连续的贫Cr层;另一方面δ相铁素体富Cr,有良好的供Cr条件,可以减少γ晶粒形成贫Cr层。由此减少了晶间碳化物沉淀的可能性,提高不锈钢焊缝抗晶间腐蚀的能力。同时奥氏体不锈钢焊缝少量的δ相铁素体的存在对于降低焊缝金属中裂纹和微裂纹是有好处的,会降低焊缝金属的裂纹敏感性,同时提高焊缝的强度[4]。但在低温退火或长时间高温条件下,δ铁素体容易转变为σ相,它与堆焊层中出现的马氏体组织都是脆化相,会降低堆焊层的冲击韧性及其抗腐蚀能力。单层堆焊EQ309L时铁素体数量采用WRC-1992图计算和磁性铁素体仪测量的铁素体含量存在一定差别的,但数值都低于12,铁素体含量处在合理的范围内。
2.3不锈钢堆焊层的弯曲试验
按照NB/T47014-2011标准沿垂直于堆焊方向切取4个试样做横向侧弯试验,弯曲条件为:d=40 mm,180°,弯曲结果完好,在4个试样拉伸面上的基层、堆焊层及熔合线上均未发现缺陷,弯曲后的试样如图2所示,试验结果表明采用小的焊接热输入且热处理保温时间短的焊接工艺能够保证堆焊接头具有良好的塑韧性。
由于单层埋弧焊堆焊时稀释率较大,熔合线附近发生C,Cr等元素的扩散和迁移,这会形成脆性碳化铬析出层,随着焊后去应力退火热处理温度的提高和保温时间的延长,C扩散迁移层范围变大,堆焊层脆硬组织增多,这是弯曲试验时容易产生裂纹的一个诱发因素。同时焊后经长时间热处理过程,加剧了铁素体δ→σ脆性相的转变倾向,σ相(FeCr金属间化合物)硬而脆,分布在晶界,不仅使焊缝冲击韧性和塑性急剧下降,还将增大晶间腐蚀倾向。因此在一定程度上减小稀释率对焊缝增C的影响,有利于减少堆焊层脆性相,从而提高焊缝塑韧性,避免理化试验时堆焊层侧弯裂纹产生。
2.4不锈钢堆焊层的硬度试验
焊接接头的硬度检测结果如图3所示,由曲线图可知,热影响区由于受焊接热源的影响晶粒度长大,硬度要大于母材的硬度,焊缝由于其组织为奥氏体,硬度处在170~180HV10之间,另外母材、热影响区及堆焊的硬度都不大于225HV10,硬度处于合理的范围内,可以保证堆焊层具有良好的韧性。
2.5不锈钢堆焊层的金相试验
采用光学显微镜对母材、热影响区和堆焊层的微观组织进行观察,未发现焊接缺陷,如图4~图6所示,由图可见母材组织为贝氏体,热影响区组织也为贝氏体,但由于受焊接热源的影响,热影响区的晶粒存在长大的现象,在堆焊层与母材的交界处(即熔合区)靠母材一侧有深度不一的脱碳层,而靠堆焊层一侧则有增碳区和铬的稀释带。焊缝组织形态为枝状晶组织,金相组织为γ奥氏体+δ铁素体,其中黑色为δ铁素体相,沿柱状晶方向生长,灰白色为γ奥氏体基体,δ铁素体为骨架状和板条状。
2.6不锈钢堆焊层的晶间腐蚀试验
按照GB/T4334.5—2000《不锈钢硫酸-硫酸铜腐蚀试验方法》要求进行晶间腐蚀试验,所取试样规格为:80 mm×20 mm×3 mm,其中有一块为不经过敏化处理的对比样,其它两块为经过敏化处理(650 ℃/2 h)的试样。试验结果如图7所示,试验结果无晶间腐蚀裂纹,试验合格。
3结 论
(1)通过焊接过程中严格控制焊接热输入和焊后制定有效的消应力退火热处理制度,采用埋弧焊(SAW)在14Cr1MoR基体上堆焊单层EQ309L不锈钢材料的方案是可行的,可以获得塑韧性合格的堆焊层。
(2)堆焊单层EQ309L不锈钢材料时,堆焊层的铁素体含量处在合理的范围内,晶间腐蚀试验合格,试验结果表明此种堆焊工艺可以应用在压力容器的表面堆焊中。
参考文献
[1]赖乾尚,蒋延中.自动带极堆焊机在核电设备制造中的应用[J].电焊机,2009,39(8):9-22.
[2]Martin Kubenka,Gabriellf,Galazzi,Solveig Rigdal.带极堆焊技术的应用[J].电焊机,2010,40(8):59-63.
[3]张文钺,周振丰.焊接冶金与金属焊接性[M].北京:机械工业出版社,1987:166-174.
[4]Brooks J A, Thompson A W, Williams J C.A fundamental study of the beneficial effects of delta ferrite in reducing weld cracking[J]. Welding Journal, 1984,63(3):71-83.
