82BCr盘条焊后回火工艺
2017-04-20李伟李国田
李伟+李国田

摘要: 针对盘条在后续拉拔、捻制过程中出现的接头断裂频繁问题,研究了高碳钢SWRH82BCr盘条在电阻对焊后的高温回火工艺过程。结果表明, 回火温度影响二次相碳化物的析出,Tmax=850 ℃时82BCr焊接接头综合力学性能较好,且材料接头处韧性与母材趋于一致。
关键词: 盘条;电阻对焊;回火
中图分类号: TG422
Abstract: The steel wire rods in drawing and twisting joints in the manufacturing process of the fracture problem of frequent, high temperature tempering process of high carbon steel wire rod SWRH82BCr after resistance welding. Results showing,the tempering temperature affects the precipitation of two phase carbides, and the mechanical properties of 82BCr joints are higher when Tmax=850 ℃, and the toughness at the joint is consistent with the base material.
Key words: wire rod;resistnce welding;tempering
0前言
高强度低松弛预应力钢丝钢绞线具有良好的综合性能,目前广泛应用于道路工程、港口码头、跨江跨海大桥、高架桥、大型工业建筑、民用建筑等领域,是工程建设中必需的关键结构材料。盘条必须采用高碳钢(含碳量>0.7%)才能保证钢丝钢绞线的超高强度,而高碳盘条接头的焊接质量是影响预应力钢绞线性能的关键因素。其焊接性能的好坏直接影响到预应力产品质量及产量,更严重影响高速拉丝机的生产效率,为获得接近于母材的强度和塑性的焊接接头[1,2]。文中研究了SWRH82BCr高碳钢盘条(以下简称82BCr盘条)接头的电阻对焊焊接工艺,分析了在预应力钢绞线的生产中盘条接头断裂的原因,确定了规范焊接操作工艺,降低了盘条的断丝率,保证了预应力钢绞线制作的顺利进行。
1试验方法
试验采用国内某厂生产的直径为13.0 mm的SWRH82BCr高碳钢盘条,其化学成分如表1所示。
截取相应数量的82BCr高碳钢盘条试样,长度为240 mm,试样分成3组进行不同温度的回火热处理。焊接设备为UNJ-A31-45型電阻焊机。
将设备钳口处磷化膜污渍打磨去除,盘条的两端夹紧并使其对齐端面,通电进行顶锻焊接操作,挤出高温时产生的金属杂物,焊后直接回火改善接头的韧性;
去除盘条焊接接头的表面隆起,通过加大范围的回火调整焊接区的组织。82BCr盘条对焊接工艺流程:钳口清理→端部切割打磨→顶锻焊接→焊后直接回火→接头打磨→高温回火→冷却[3,4]。
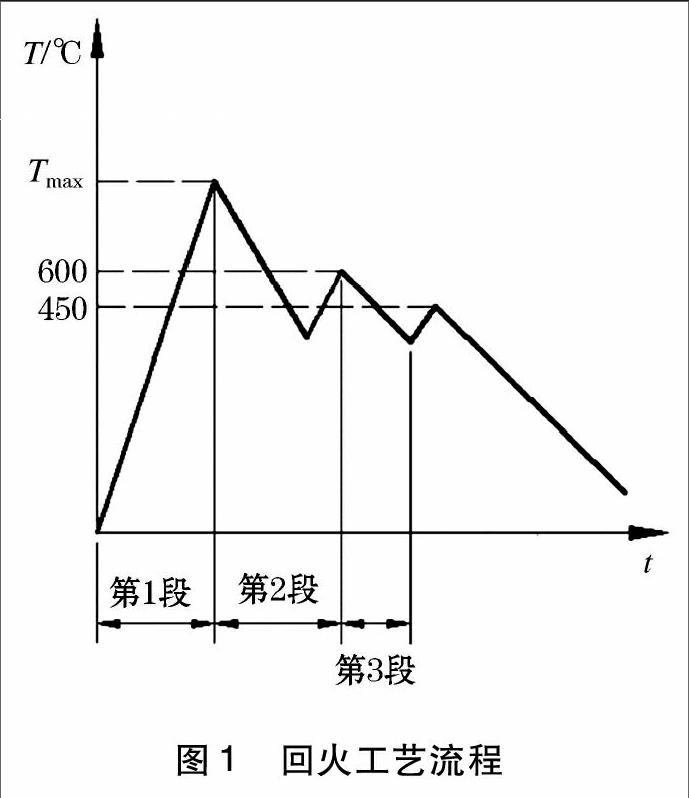
回火工艺如图1所示,确定为3段操作法——高温回火加2段回温的过程,操作时间延长,但是降低了接头处的脆性,提高了韧性。
由资料可知,由于高温回火温度是保证对接焊缝质量的关键因素,利用红外测温仪记录回火时的盘条表面温度,82BCr盘条高温回火范围一般是在750~920 ℃之间,由熟练操作工在800,850,900 ℃温度点各选三组盘条试样进行焊接,进行拉伸力学性能试验,并借助于日立S-530型电子显微镜对微观组织进行观察分析。
2试验结果及分析
2.182BCr盘条焊接接头微观组织分析
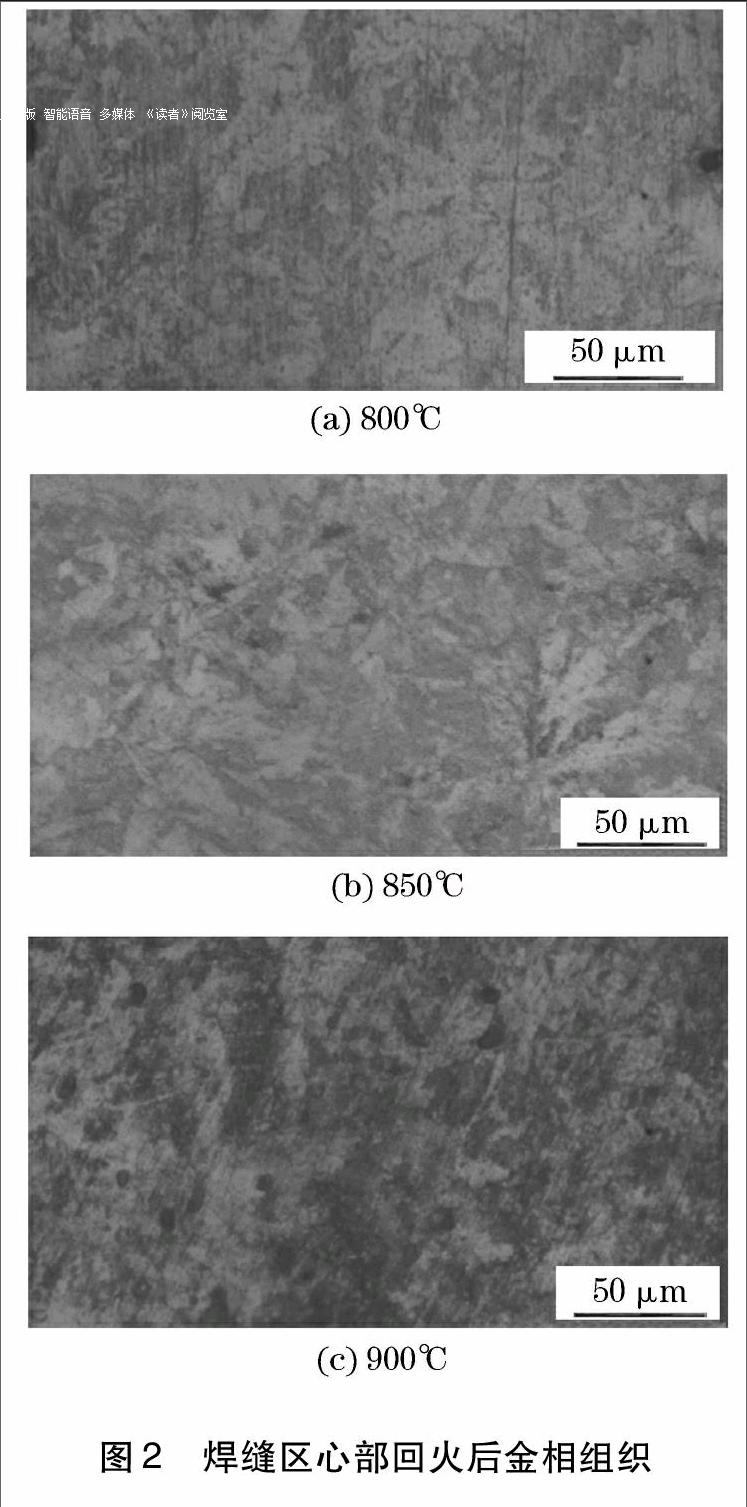
图2所示为不同温度下82BCr盘条焊接接头微观组织。可以观察到,基体中分布均匀的白色组织是铁素体,沿晶界析出的黑色析出物是第二相组织,铬元素使得先共析铁素体析出量减少,铁素体内分布着碳化物的复合组织间距减小[5]。图2a组织中的二次相首先在晶界附近形核,呈不规则分布;随着温度的升高,图2b中二次相析出减少,基体中的碳化物减少,冷却时先转变的铁素体能分割原奥氏体晶粒,阻碍冷却转变产物的长大,提高组织晶粒度;图2c中分布的碳化物组织聚集团较多,粒状碳化物比较明显,二次渗碳体沿奥氏体晶粒析出,形成网状渗碳体。
以上试样组织演变表明,随着回火最高温度的下降,降低了开始冷却后奥氏体晶粒的长大趋向性,使得转变前奥氏体晶粒度越大,铁素体的比例增加,有利于形成细晶粒组织;另一方面,碳化物二次相来不及析出,索氏体组织间距变大,降低了材料性能[6]。
2.282BCr盘条焊接接头力学性能
冷却后的试样在WE-600型液压万能拉伸试验机上进行测试,其检测结果见表2。
由表2可知,随着回火最高点温度的升高,焊缝接头抗拉强度一直在增大,断面收缩率在回火最高温度T高=850 ℃附近温度下达到峰值,如图3a所示,此时材料的断口位置处于热影响区,呈现出明显的带颈缩现象的韧性断裂;当温度再次升高,断面收缩率下降明显,如图3b所示,拉伸断口位于焊缝处,呈现出无颈缩现象的脆性断裂。在回火最高温度T高=850 ℃时断面收缩率平均值最大,接近为50%,强度比为81%;抗拉强度在900 ℃最高,平均值为1 038 MPa,约为母材抗拉强度的86.5%。生产中应用T高=850 ℃的回火温度处理后,每百吨盘条拉拔的断头次数由原来4.6次下降到2.1次,减少了一半的数量。
(1)82BCr盘条焊接接头的抗拉强度随着回火温度的升高而增大,在T高=900 ℃附近出现峰值,由于二次相碳化物析出受到回火温度的影响,断面收缩率先增大后减小;回火温度的降低,增加了回火索氏体组织间距,材料的强度及塑性下降明显。
(2)回火温度偏高时焊接接头的第二相析出增多,降低了材料的韧性,对后续生产带来不利影响,导致不易拉拔断丝,而会更多的发生在捻制绞线过程中。
(3)根据上述性能变化规律可知,T高=850 ℃时82BCr焊接接头综合力学性能较好,因此82BCr适宜回火温度为850 ℃左右,且材料接头处韧性与母材趋于一致,预应力钢绞线的拉丝断头率下降了54%。
参考文献
[1]宋为,窦光聚,陈金晟,等.世界线材及其制品的现状与展望[J].金属制品,2002,28(1):1-4,16
[2]李斌.82B盘条拉拔断裂及原因分析[J].金属制品,2006,32(3):11-15.
[3]杨辉.高碳钢盘条电阻对焊质量的影响因素分析[J].热加工工艺,2012,41(17):134-135,138
[4]王鸿利,毛爱菊.盘条焊接操作方法的改进[J].金属制品,2013,39(3):25-28.
[5]付军.82B高碳钢盘条的动态连续冷却组织转变[J].金属热处理,2010,35(8):5-8
[6]王超.高碳帘线钢72A连续冷却转变(CCT)的特性[J].特殊钢,2008 29(5):13-15
