核反应堆冷却剂泵电机支座装配焊接工艺
2017-04-20杜雷刘大为李雅范林海燕
杜雷+刘大为+李雅范+林海燕


摘要: 分析了核反应堆冷却剂泵电机支座的装配焊接工艺难点和关键工艺。通过全尺寸模拟件成形和焊接试验,制定出合理的装配焊接工艺方案。实际产品按照此装配焊接工艺进行生产,首次实现了该部件的自主制造。
关键词: 核反应堆冷却剂泵;电机支座;装配;焊接
中图分类号: TG47;TG457.11;TG441.4
Abstract: This paper analyzes the difficulties and key technology of welding assembly of reactor coolant pump motor support. Through the full size simulation and welding test, make a reasonable welding technology. According to the actual product assembly and welding process, for the first time to realize manufacturing the components.
Key words: reactor coolant pump; motor support; assembly; welding
0前言
反应堆冷却剂泵(主泵)是核电站反应堆的“心脏”,是反应堆冷却剂系统的主要设备和压力边界设备之一。在以福清方家山项目为代表的“二代改进型”主泵中,电机支座作为主泵的安全1级部件之一,其承担了主泵及主泵电机几乎全部的质量总和,在主泵运行中起到支撑和稳固的作用。
电机支座部件的国产化是我国核电主设备国产化重点任务之一。我公司通过全尺寸模拟件成形和焊接试验,摸索出符合设计要求的合理的成形、装配及焊接工艺,解决了核主泵制造中的关键工艺难题,从而制造出了满足质量要求的产品。该项技术可用到我公司今后“华龙一号”主泵等同类产品制造设计上,充分发挥公司先进设备的利用率,既提高了公司制造技术的先进性,又降低了成本,提高了生产效率,具有重大的经济效益和社会效益。对我公司相关工种操作人员也是很好的锻炼。
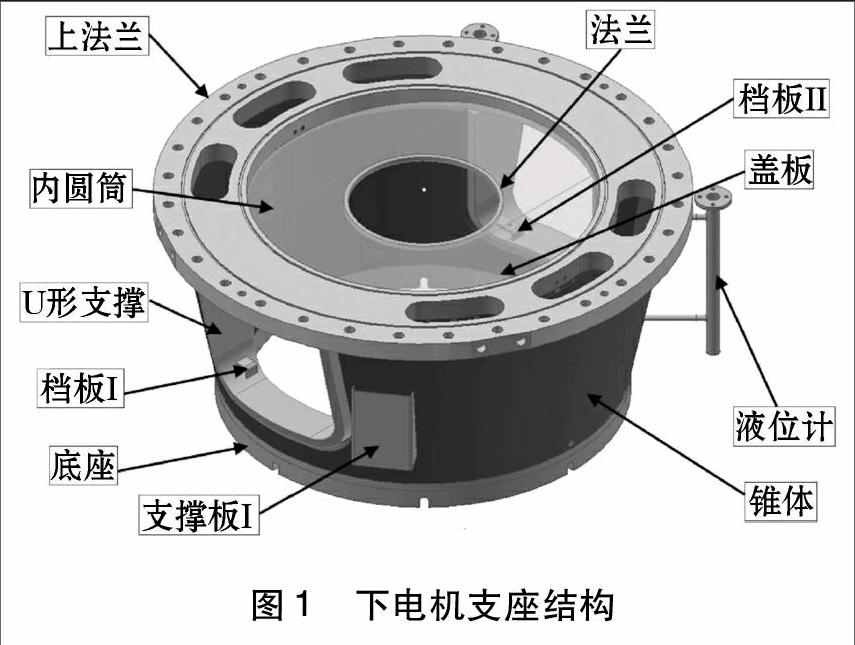
1电机支座的结构
电机支座分为上下两部分,整体采用圆形筒体与法兰接合的回转体焊接结构设计,此种设计可以降低制造成本,节约材料,且因其对称设计,具有受力均匀,结构紧凑,性能质量可靠等特点。但是由于下部支座需装配连接不同直径的泵盖及上部支座,采用了锥度为11°的锥体的设计,如图1所示,且尺寸公差、精度、表面精度要求高,锥体成形过程较为复杂,因此卷制出满足设计尺寸要求的锥体具有一定难度,是支座制造过程中的关键工艺之一。此外,考虑到机座结构复杂、焊缝交错、焊接量大,为避免残余应力过于集中,焊接变形过大,除了进行必要的焊后热处理之外,在焊接坡口设计上大量采用了双面坡口设计;在实际焊接过程中为了保证焊缝质量,某些焊缝应用了多种焊接方法,因此需要确定合理的焊接参数、装配和焊接次序及方向、制定最佳的焊接工艺方案来有效地控制焊接变形,满足图纸尺寸及后续加工要求。
2半锥体的卷制及成形工艺过程
半锥体结构为2瓣设计,材料选用SA 36M,厚度为50 mm,单瓣卷制形状的精确与否直接关系到2瓣锥体能否顺利对接以及能否满足对接后的圆度要求,因此该部件的制造是十分关键的,其工艺过程是历经数次试验摸索而制定的。
半锥体部件采用滚板机一次卷制而成,下料尺寸精度对成形后的尺寸有很大的影响。该锥体展开下料的扇形板是按照以计算机3维实体图展开放样计算得到精确尺寸为基础,并考虑设备卷制需要,每侧预留400~450 mm的直边余量,根据钢板形状,合理套裁,进行数控半自动切割落料。
半锥体的卷制过程中,由于该件板材厚,刚性大,直接置于滚板机上卷制是十分困难的,而且曲率半径也难以保证,为此在卷板前采用放射线展开法对其进行1:1放样展开,每隔150 ~200 mm划出成形母线。然后通过卷板机按照成形线预制半锥体两端部弧形,再利用滚板机配合竖辊卷制半锥体。根据其大、小端口的半径数值,结合滚板机正常工作时上辊下降的数值计算公式,分别得到上辊在大、小端口的下降数值,分别卷制上、下端口至尺寸要求。配合成形线及上、下端口样板不断修正,即可完成半锥体的卷制过程[1]。
卷制完成后,为了克服材料回彈,进一步修正成形尺寸精度,对部件进行局部热校形处理。利用金属局部受热后膨胀所引起的新变形,来抵消原来的变形,从而使半锥体尺寸满足图纸要求,如图2、表1、表2所示。随后焊接工艺拉筋,如图3所示,目的是避免后续吊装运输、加工及焊接过程引起的半锥体形状变化。使用气割方法切除直边余量,加工纵缝坡口。
3.1焊接工艺规范
焊接工艺规范的制定是在充分消化吸收技术转让资料的基础上,结合自身设备及人员能力进行工艺评定,查阅文献[2],试验摸索出的在满足焊缝质量要求下的适宜参数范围,具体工艺参数如下。母材:SA36M+SA36M;焊接方法:GMAW熔化极气体保护焊;保护气体:80%Ar+20%CO2;气体流量:12~18 L/min;焊接材料:AWS A5.18 ER70S-6 直径1.2 mm;预热温度:最低预热温度100 ℃;电流类型:直流反接;焊接参数见表3。
3.2装配及定位焊
2瓣半锥体在装配时,充分考虑下序环焊缝坡口尺寸的加工要求,按照严格要求上、下端尺寸,筒体纵缝中部位置其次要求的原则。采用划线定位装配方法,将2瓣半锥体按划好的装配位置线固定后,在合口位置预留2~4 mm 焊接收缩量,然后使用气体保护焊方法进行定位焊实现装配。
定位焊焊道的截面尺寸不宜过大,尽量布置在基本焊缝所在位置,严格控制定位焊焊接质量,以便焊缝施焊后能将其全部重熔,确保焊接质量。对于必须布置在非焊缝位置的定位焊缝,焊后进行清理(打磨)表面。
在定位焊前及焊缝正式施焊前,相互接触的部件表面及焊口两侧50 mm以内的母材,必须严格清除油脂、铁锈、熔渣等污物以保证焊缝焊接质量。
3.3纵缝的焊接
为了控制焊接变形,在纵缝焊接过程中,由两名操作者在对称位置同时进行施焊,如图4所示,先焊接内径大坡口一侧的立向焊缝的2/3,然后使用电弧气刨清根、打磨,对清根打磨后的表面进行MT检查合格后,焊接外径小坡口一侧的立向焊缝至焊满,最后将内侧坡口的剩余焊满。采取分段、退步、对称、跳焊法。合理利用产品结构形式,仅完成焊接距离上、下端约250 mm长的焊缝,减少热输入量,从而控制焊接变形。整个过程中实时测量整个锥体大、小端直径的变化,可根据变化值调整焊接顺序,满足尺寸要求。
按照上述工艺流程进行了锥体纵缝的模拟件验证焊接,按照产品探伤规程要求对焊缝进行了MT、UT检查,焊缝质量满足设计要求。焊后锥体大、小端圆度满足图纸精度要求,可以进行后续加工。
4锥体与法兰的装配和双面坡口环缝的埋弧自动焊接
4.1焊接工艺规范
对于锥体与法兰施焊其环焊缝时,考虑到其为回转结构、焊缝长度长,因其为主要的承压焊缝,焊接质量要求高,采用埋弧焊无疑是一种优质、高效、劳动条件好、焊后处理简单的焊接方法。
由于埋弧焊焊接电流大,电弧压力大,电弧穿透能力强,在无任何衬托和辅助装置情况下,易造成焊穿或液态金属流失;为防止焊穿,首层焊接采用气体保护焊GMAW进行打底,焊接到10 mm左右厚度时,再使用埋弧焊接;同时在清根后,埋弧焊接背面第一层时,由于焊缝较薄,为防止焊缝熔穿,焊接电流也不宜过大。具体工艺参数如下。母材:AISI 1020 A668M+SA36M;焊接方法:GMAW熔化极气体保护焊+SAW埋弧焊;保护气体:80%Ar+20%CO2 ;气体流量:12~18 L/min;焊接材料:AWS A5.18 ER70S-6 直径1.2 mm、AWS A5.17 EH11K 直径2.4 mm;焊剂F7A4;预热温度:最低预热温度100 ℃;电流类型:直流反接。焊接参数见表4。
4.2装配及定位焊
法兰和锥体装配时,主要保证2个法兰及锥体上、下两端的同心度。采取立式装焊法,将大径法兰吊装到事先调平并画好位置线的装配平台上,然后按照位置线逐层吊装锥体、上法兰并定位焊固定,如图5所示。
定位焊由两名操作者在对称位置在小坡口一侧同时进行施焊,采取分段、退步、对称、跳焊法,分段定位焊接,每段焊接50 mm左右。
每个焊缝坡口装配组对时,高度方向留取2~5 mm的焊接收缩余量。在定位焊前及焊缝正式施焊前,相互接触的部件表面及焊口两侧50 mm以内的母材,必须严格清除油脂、铁锈、熔渣等污物以保证焊缝焊接质量。
4.3环缝的焊接
根据产品结构形式,合理采用变位机配合此焊接过程的实施,方便快捷,使焊接质量稳定性得到进一步提高[3]。
将装配好的部件吊至变位机上,变位机旋转,保持平焊位置进行焊接。使用熔化极气体保护焊GMAW进行打底焊,如图6所示,打底金属厚度视间隙大小而定。焊前,接头区域用高压风吹除灰尘,适当方法清除焊接区水分和油污;焊丝伸出长度25~30 mm,始终保持焊丝与接头中心垂直,施焊环缝时根据筒体直径及参数,焊丝沿焊接反方向偏移40~100 mm的偏移量。
从第二层开始使用埋弧焊施焊,如图7所示,先焊接内径大坡口一侧至坡口深度的2/3,然后使用机加方法清根,打磨,对清根打磨后的表面进行MT合格后,焊满外径小坡口一侧的焊缝。整个过程中实时测量上、下法兰的变形情况,可根据变化值调整内外坡口的焊接顺序,减小焊接变形对尺寸的影响。
按照上述工藝流程进行了锥体与法兰环缝模拟件的焊接,按照产品探伤规程要求对焊缝进行了MT、UT,焊缝质量满足要求。焊后法兰与锥体同轴度、法兰变形满足图纸尺寸及后续加工要求,可以进行后续加工。
5结论
(1)反应堆冷却剂泵电机支座的制造成功,标志着我公司完全掌握了“二代改进型”核电主泵电机支座的制造技术,同时也标志着主泵国产化工作取得重大进展。
(2)实现了大厚度锥体的自主成形,并通过多次实践积累了卷制后的火焰校形的经验,最终完全达到了设计精度要求。
(3)实现了锥体纵缝的CO2气体保护焊接,有效的控制了焊接变形,焊后尺寸公差满足图纸要求。
(4)实现了锥体与法兰之间环缝的埋弧焊接,有效的提高了生产效率,提高了焊缝质量。
参考文献
[1]卢玉升. 三辊卷板机卷制任意锥筒的调整计算及卷制过程的改进[J]化工设备与管道,2009,46(5):4-5.
[2]史耀武. 中国材料工程大典. 材料焊接工程(第23卷)[M].北京:化学工业出版社,2006.
[3]杜永勤,陈孝国,魏 荣. 大坡口悬空埋弧焊工艺[C]//第十一次全国焊接会议论文集(第2册),2005.
