运用综合改进控制方法控制湿包的效果评价
2013-06-28程礼萍
程礼萍
(湖南省长沙市第四医院,湖南 长沙 410006)
运用综合改进控制方法控制湿包的效果评价
程礼萍
(湖南省长沙市第四医院,湖南 长沙 410006)
目的 运用综合改进控制方法控制湿包的发生。方法 对工作人员特别是灭菌员进行理论培训及装载、卸载环节的改进控制;对包装工作进行改进。结果 改进后湿包率由 0.87% 下降至 0.09%,差异有统计学意义。结论 运用综合改进控制方法后,工作人员操作更规范,湿包率明显降低。
湿包;控制;包装;装载;卸载
压力蒸汽灭菌是目前医院首选的灭菌方法,具有使用范围广、控制方便、灭菌效果可靠、费用低廉等优点。但压力蒸汽灭菌属湿热灭菌,灭菌过程中,由于诸多因素常会导致湿包现象发生。湿包可使包装材料失去阻挡微生物的屏障作用,因为灭菌包内的潮气可吸附出一条向外通道,为外界微生物进入已经灭菌的包提供途径,使微生物容易浸入已灭菌物品内造成污染,从而影响了灭菌的质量,严重时会导致医院感染。曾有报道湿包中央部位细菌培养阳性率>50%[1]。重复灭菌不仅浪费时间也会增加成本消耗,延误临床科室使用,甚至会引起医疗纠纷。2011年12月以前,我院待灭菌物品由各科室自行打包送供应室灭菌,这些包常超大、超重、包内堆垒、器械与布类混合包装、器械未干燥等,经常发生湿包。从2011年12月起,我院消毒供应中心实行复用器械集中清洗、包装、灭菌管理,为减少湿包的发生,我科采用综合改进控制措施,明显减少了湿包的发生,提高了灭菌合格率。现将结果报道如下。
1 资料与方法
1.1 灭菌器及灭菌参数
采用山东新华医疗设备有限公司生产的全自动脉动真空压力蒸汽灭菌器,真空度为0.076MPa,脉动次数3次,灭菌温度134℃,工作压力0.21MPa,灭菌时间10min,干燥时间10~15min。
1.2 资料
采用回顾性统计2011年9月至11月200锅次,共14762个灭菌包,登记湿包129个作为对照组。统计2011年12月至2012年2月200锅次,共13463个灭菌包,登记湿包13个作为实验组。
1.3 综合改进控制方法
①对2011年9月至11月期间129个湿包原因进行分析。②对工作人员进行湿包形成原因、控制方法及湿包的危害的理论培训。③对包装工作的改进:严格控制无菌包的重量和体积,器械包重量≤7kg,布类包重量≤5kg,体积≤30cm×30cm×50cm;待包装器械,特别是管腔类器械的管腔和复杂器械的轴节要求完全干燥;手术器械包全部换成网篮放置包装;器械、布类、盆碗分开包装,不重叠,开口一致,中间用吸水纱布隔开,包装松紧合适;大的金属器械(重锤、老虎钳)独立包装时改纸塑为无纺布,窥鼻器改储槽为方盘装,置盖于盘下。④对灭菌员工作的改进:首先是装载方面,每日清洁过滤网,检查疏水阀,排净冷凝水,预热灭菌器15~30min,待夹层压力上升至0.21MPa开始工作;器械包与布类包尽可能分锅灭菌;混合灭菌时,大包置上层,小包置下层;敷料包置上层,器械包置下层;棉布包装置上层,无纺布包装置下层;纸塑包装纸面对塑面,倾斜放置纸面朝下或使用专用框架装载;筒、盆、盘、碗等无底孔器械,倾斜放置或倒扣,窥鼻器予以倒扣;包与包之间≥2.5cm,不重叠;装载量控制在10%~90%,物品与灭菌器内壁保持一定距离,不得与器壁接触,最上层包距顶部≥7.5cm。另一方面是卸载,灭菌完毕后,打开柜门2~3cm,5~10min,再完全打开,强制干燥30min,待炉温下降至<80℃,推出装载车,避开冷气出口,在室温下自然干燥3h;环境温度控制在20~25℃、湿度35%~70%。
1.4 湿包的判断
按照卫生部《消毒技术规范》的要求,灭菌处理后的物品包布要求清洁干燥,消毒包裹含水量一般不超过3%,超过6%即判断为湿包。如消毒包外表面触摸时有潮湿感,化学指示胶带有水痕迹,消毒包内出现水珠现象,均属于湿包[2]。
1.5 统计学方法
统计学分析采用χ2检验。
2 结 果
对照组200锅次,灭菌14762个无菌包,出现湿包数129个,湿包率0.87%。实验组200锅次,灭菌13463个无菌包,出现湿包13个,湿包率0.09%。经χ2检验P<0.01,二者比较,差异有统计学意义。见表1、表2。
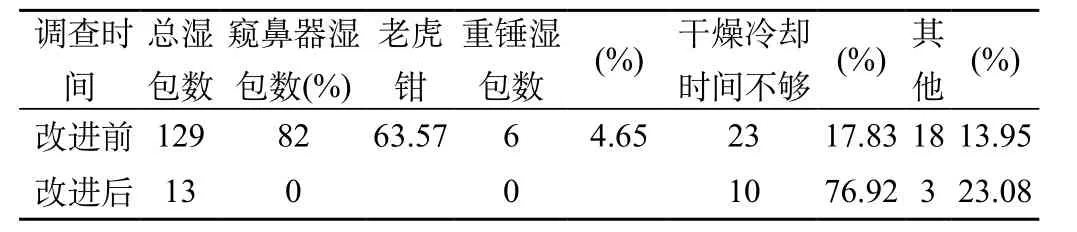
表1 改进前后主要湿包物品湿包率比较
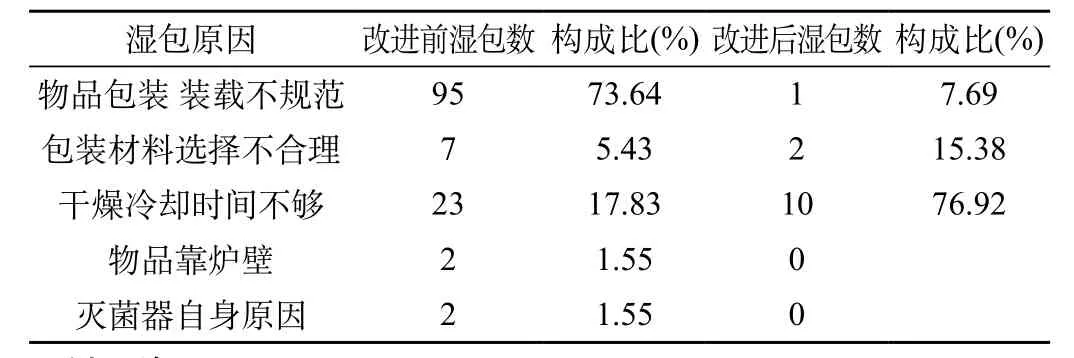
表2 改进前后湿包的原因比较
3 讨 论
对照组129个湿包形成的因素主要是物品包装、装载不合理,占73.64%。集中管理之前,我院窥鼻器用储槽和方盘装载,方盘装载时,盖在上方,开侧孔,由于金属器械多,未用吸水纸,产生的冷凝水多,不易汽化,湿包率非常高。现全部改用方盘装载,盖置方盘下方,双层棉布包装,灭菌时倒扣或倾斜放置,湿包率为零。灭菌包过大过重,包装过紧,盆、碗、弯盘重叠放置,中间没有摆放吸水纸,使无菌包在灭菌的过程中不易汽化,在冷却的过程中汽化的蒸汽不能及时排除,形成的冷凝水导致湿包;器械和敷料没有分开包装,棉织品和金属类的散热速度不同,在同等时间下,金属散热快,容易冷却,与敷料散发的热蒸汽产生冷凝水而导致湿包;物品装载过多,包与包之间没有空隙,不仅阻碍蒸汽的流通而达不到灭菌效果,也会影响蒸汽逸出,以致干燥不彻底而产生湿包;灭菌包摆放不当,金属物品放在敷料包上,敷料包靠着灭菌器内壁,蒸汽遇金属形成的冷凝水落到敷料包上产生湿包,无底孔容器未斜放或倒扣形成集水产生湿包。
其次是物品干燥冷却时间不够,占17.83%,改进后仍有10个湿包。这与灭菌结束后,消毒员为赶时间,尽快结束工作,未强制干燥30min,自然冷却3h就卸载,强烈的温差会产生大量的冷凝水而导致灭菌包潮湿有关。
另外,包装材料选择不合理,占7%。一次性纸塑包装材料一面为透明塑料,一面为特殊有孔材料制成。蒸汽的进出完全依赖其纸面,密度高的大件金属器材(重锤、老虎钳)降温快,与纸面疏水性不能同步,冷凝水不能完全汽化,形成细小水滴沾附于塑面,形成湿包,改用一次性无纺布包装后,湿包率为零,这与一次性无纺布的独特的细孔排列结构致其疏水性能较佳不易引起湿包有关[3]。
虽然压力蒸汽灭菌湿包形成的原因很多,但从形成的因素可以看出,许多可控性因素是造成湿包的主要原因。主要包括工作人员专业知识欠缺、物品包装不规范、装载不合理、未按要求卸载等。所以综合改进这些可控环节,是减少湿包产生的关键。也是保证灭菌质量的重要环节。
[1]邵 学 芳.国产高压 蒸汽 灭 菌 产生湿包 现 象的 探 讨[J].中华医院 感染学杂志,2007,17(9): 1116.
[2]消毒技术规范[S].中华人民共和国卫生部,2002:154-158.
[3]黄浩,陈慧.中心 供应 室灭菌包 装材料的合理 应 用[J].中国消毒 学杂志,2008,25(5):548.
R-03
:A
:1671-8194(2013)09-0377-02
