一种高压压合的高频PCB层偏改善研究
2024-03-06唐海波李逸林
唐海波 李逸林
(生益电子股份有限公司,广东 东莞 523127)
0 引言
通信设备对于信号损耗的要求越来越高,高频印制电路板(printed circuit board,PCB)产品具有较小的介质损耗(Df),可减小信号损耗,提高信号传输的质量,因此,通信产品中高频PCB产品的使用率逐年攀升。同时,通信产品的快速更新迭代也促使着高频PCB 的复杂度不断提高,除常规的双面PCB 产品以外,已有多层PCB 及高密度互连(high density interconnector,HDI)板的设计。对于多层PCB,层间偏移(简称层偏)是一个严格要求的指标,层偏轻则影响信号传输质量,重则可能导致导通孔崩孔从而影响层间电气导通。
本文对某4 层高频PCB 产品层偏进行研究,由于此产品使用的半固化片(prepreg,PP)类型属于低流动性PP,因此层压压力设定较高,分析数据时发现了严重的层偏问题。结合产品的实际情况,本文对类似采用高压压合的高频PCB 产品的压合工艺进行了对比及分析。
1 层偏的影响因素分析
1.1 产品物料及仪器设备
原材料:4层设计的高频PCB(A 公司提供),其结构如图1所示。

图1 产品结构
采用A高频芯板制作,2张芯板材料厚度均为0.3 mm,2 张芯板之间使用3 张B PP 进行黏接,L1 和L2 层使用35 μm 高温高延展性铜箔(high temperature elongation electrodeposited copper foil,HTE),L3 层使用35 μm、L4 层使用18 μm 的HTE铜箔,盲孔直径0.2 mm,连接第1~2层。
仪器设备:棕化线(用于芯板棕化)、电磁热熔机(用于电磁热熔工艺)、层压机(用于芯板与PP层压)。
1.2 压合工艺
本次产品在制作过程中确保人员的操作规范,物料、机器都按标准要求严格监控,仅对不同的压合工艺进行研究。制作此产品时,首次采用PIN 钉定位压合工艺(PIN+lamination,PIN+LAM),即采用PIN 钉固定芯板及PP,防止后续压合过程中芯板或PP 产生移位造成图形偏位。PIN 钉类型为方PIN,分布在4 条板边的中间位置,如图2所示。
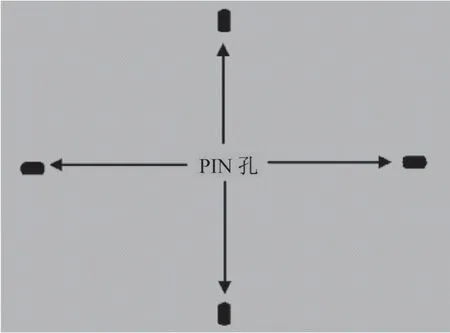
图2 PIN孔分布
本次层压程序采用高压压合程序,压合过程保持高压4 481.59 kPa,最高温度设置220 ℃。完成层压后,对产品板的相邻层偏、整体层偏及与L2层层偏进行测量,具体数据见表1。

表1 PIN+LAM 压合工艺层偏数据
从层偏数据来看,2 张板的相邻层偏已达到0.254 mm(10 mil)左右,不满足品质要求,用X射线检查机可看到同心圆及内层连接盘已发生严重偏位,如图3所示。

图3 层压后同心圆偏位图
取一张板试钻后发现崩孔。从同心圆以及内层连接盘的偏位情况看,2张芯板在短边方向发生滑板移位,长边方向重合度良好。
2 实验部分
首批产品使用PIN+LAM 方式压合,2 张芯板在短边方向发生严重移位现象,猜想由以下原因造成:①使用3 张PP 压合,芯板易发生移位;②由于压力较高,仅靠PIN 钉不足以固定芯板。由于客户有厚度要求,叠构不能更改,且更改层压程序可能会造成树脂空洞等问题,因此只对压合排板方式进行研究。
除去PIN+LAM 工艺,还有铆合+销钉(铆+PIN)以及熔合+销钉(电磁热熔+PIN)等排板方式。铆+PIN 是使用铆钉对芯板和PP 进行固定,电磁热熔则是利用电磁加热对PP 进行高温固化,从而达到固定芯板和PP 的作用。基于以上原理,采用铆+PIN 方案分别在长边及短边用铆钉进行固定,对比2 种方法的改善效果。另增加一组对照实验,采用电磁热熔+铆+PIN 的方式进行排板,验证多种固定方式下是否可以更加有效地改善层偏,具体实验方案见表2。
按照实验方案完成层压后,分别对相邻层偏、整体层偏和与L2 层层偏进行测量,具体数据见表3。

表3 不同排板方式的层偏数据
分析数据可知,层偏控制能力以长边铆钉+PIN为最差,其他3种方案接近,均属可行。
从以上数据可得:短边铆钉+PIN、电磁热熔+PIN 和电磁热熔+铆+PIN 3 种压合方式可有效改善层偏问题,用X 射线检查机检验内层同心圆及内层连接盘偏位情况,如图4所示。

图4 不同方案层压后偏位图
铆钉使用金属铜制作,材质较软且为空心结构,受到较大压力可能会发生扭曲变形。由于长边铆钉+PIN 方式层偏情况较为严重,因此对此种方式压合的产品板铆钉做切片分析,以确认变形情况,如图5所示。

图5 长边铆钉切片
本次实验中使用的铆钉高度均为2.5 mm,预排高度设置1.2 mm,由图5 可知,在高压压力的作用下,铆钉孔已有明显的变形,芯板发生错位,2层芯板间无PP填充。
3 分析与讨论
(1)PIN+LAM 工艺使用的PIN 针为方PIN,受力面为方形平面,理论上长边及短边均会受到2个PIN 钉的固定作用,但实际产品有层偏。采用长边打铆钉的方式,层偏数据几乎没有改变,而采用短边打铆钉的方式,产品层偏有明显改善。因此可认为相比长边,短边受的力更大,在高压的作用下,PIN 针不足以固定板面,铆钉的固定作用更明显。
(2)此次实验里电磁热熔的熔合连接盘共计12个,其中长边8个,短边4个,相当于长短边都进行了固定,从结果来看可有效改善层偏问题。电磁热熔+铆钉+PIN 的方式相当于用铆钉对板进行了二次固定,实际层偏数据相比电磁热熔+PIN方式并无明显变化。
从以上对比分析可得,改善此类产品的层偏问题主要在于短边的固定方式,采用电磁热熔或者铆钉对短边进行固定都可以避免高压下短边发生移位。
4 结语
通过以上分析可以看出,对于此种结构的产品采用全铆或电磁热熔的方式进行排板可有效改善层偏问题,而电磁热熔连接盘离板内单元太近会有芯板分层的风险,离板内单元较远又会导致拼版利用率下降,综合效率及利润考虑,可以采用全铆的方式进行生产。
由于本次实验仅对压合工艺进行了调整对比,并未研究压合程序和叠构对层偏的影响,因此后续可以考虑降低压力或减少PP 数量研究层偏的主要影响因素。
