0Cr18Ni9不锈钢激光增材修复技术研究
2023-12-19应俊龙贾梦梦李智勇
应俊龙,贾梦梦,李智勇
(1.昌河飞机工业(集团)有限责任公司,江西 景德镇 330034;2.陆军装备部某航空军事代表室,江西 景德镇 330034)
0Cr18Ni9不锈钢作为奥氏体不锈钢中的常用钢种,产量占不锈钢总产量的30%以上,具有优良的力学性能、耐腐蚀、耐热性、无磁及焊接性能,是发动机进、排气管等零件的常用材料,在航空航天等领域广泛应用[1-2]。由于0Cr18Ni9不锈钢的耐磨性不佳,容易导致零件受损、失效,采用传统的电镀修复、喷涂修复和焊接修复等方式,修复后的性能往往无法满足要求。激光增材修复技术[3-5]可实现受损制件的快速修复,且修复层与基体间可形成良好的冶金结合,得到均匀致密的组织及较优的综合性能。
1 试验方法
1.1 增材修复用材料
试验材料为0Cr18Ni9退火态不锈钢板材,在进行激光修复前依次用100#、400#、1000#的砂纸打磨试块表面,并用酒精擦拭,干燥后备用。考虑到不同材料的润湿性、热膨胀系数存在差异,选用316L奥氏体不锈钢粉末作为修复用粉末,粒度范围控制在60~88 μm。0Cr18Ni9退火态试块与316L粉末材料化学成分如表1所示。
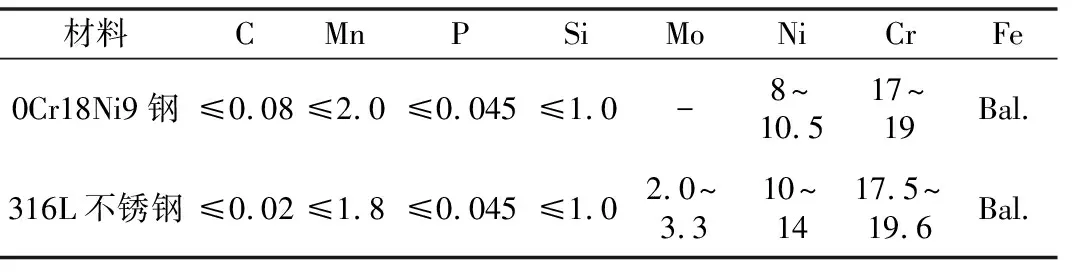
表1 0Cr18Ni9和316L不锈钢的化学成分(质量分数,%)
1.2 试样的修复及力学性能检测
0Cr18Ni9修复试样加工如图1所示,取样的长度方向为材料的纵向(即L向),其中D=3 mm、W=1.2 mm、R=0.3 mm,在试块长度方向开展激光修复工艺(即“一”字型)。拉伸测试在CMT 5205 200 kN万能试验机上完成,位移0.5 mm/min,拉伸试样尺寸如图2所示。
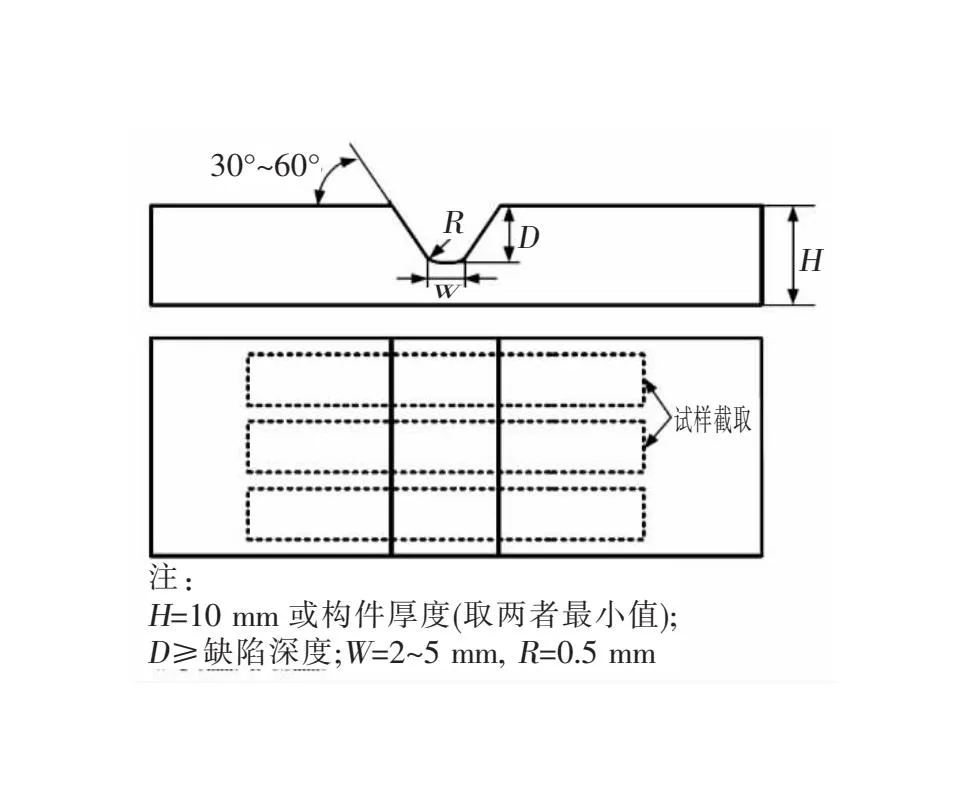
图1 试样加工图

图2 拉伸试样尺寸图
1.3 试样的增材修复工艺参数
结合文献资料及工艺摸索试验结果,搭接率选取45%为宜,搭接率过大修复层表面容易高低起伏,搭接率过小则容易造成加工间隙期未熔合[6]。为保证修复层的光亮性,工艺过程中通入保护气氛高纯氩气,流量为5~7.9 L/min;将氮气作为送粉气体,送粉压力为0.55~0.7 MPa,以形成均匀的粉末流。
0Cr18Ni9不锈钢试样增材修复选择激光功率为1500~2500 W,扫描速度为300~1000 mm/min,送粉速率范围0.5~0.9 r/min、送粉速率为0.8 r/min,具体工艺参数如表2所示。
2 试验结果及分析
2.1 金相组织分析
激光增材修复0Cr18Ni9不锈钢的金相组织如图3所示。可以看出,所有试样激光熔池的熔合线清晰可见,熔池内组织沿熔合线垂直指向熔池中心,表现为明显的树枝状枝晶及少量的等轴晶,为冶金结合。其中,1#、5#试样的修复区内组织较为致密,不存在明显裂纹、夹杂等缺陷,但可观察到一些细小气孔,且在修复层与母材界面存在少量未熔合缺陷;3#、6#试样的修复区内组织相对致密,但在熔池熔合线及修复层与母材结合面上存在多处明显未熔合缺陷,同时可观察到大量细小气孔;2#、4#试样的修复区内组织极为致密,不存在可见的裂纹、夹杂等缺陷,仅存在少量的细小气孔,修复层与母材界面不存在裂纹、未熔合等缺陷。
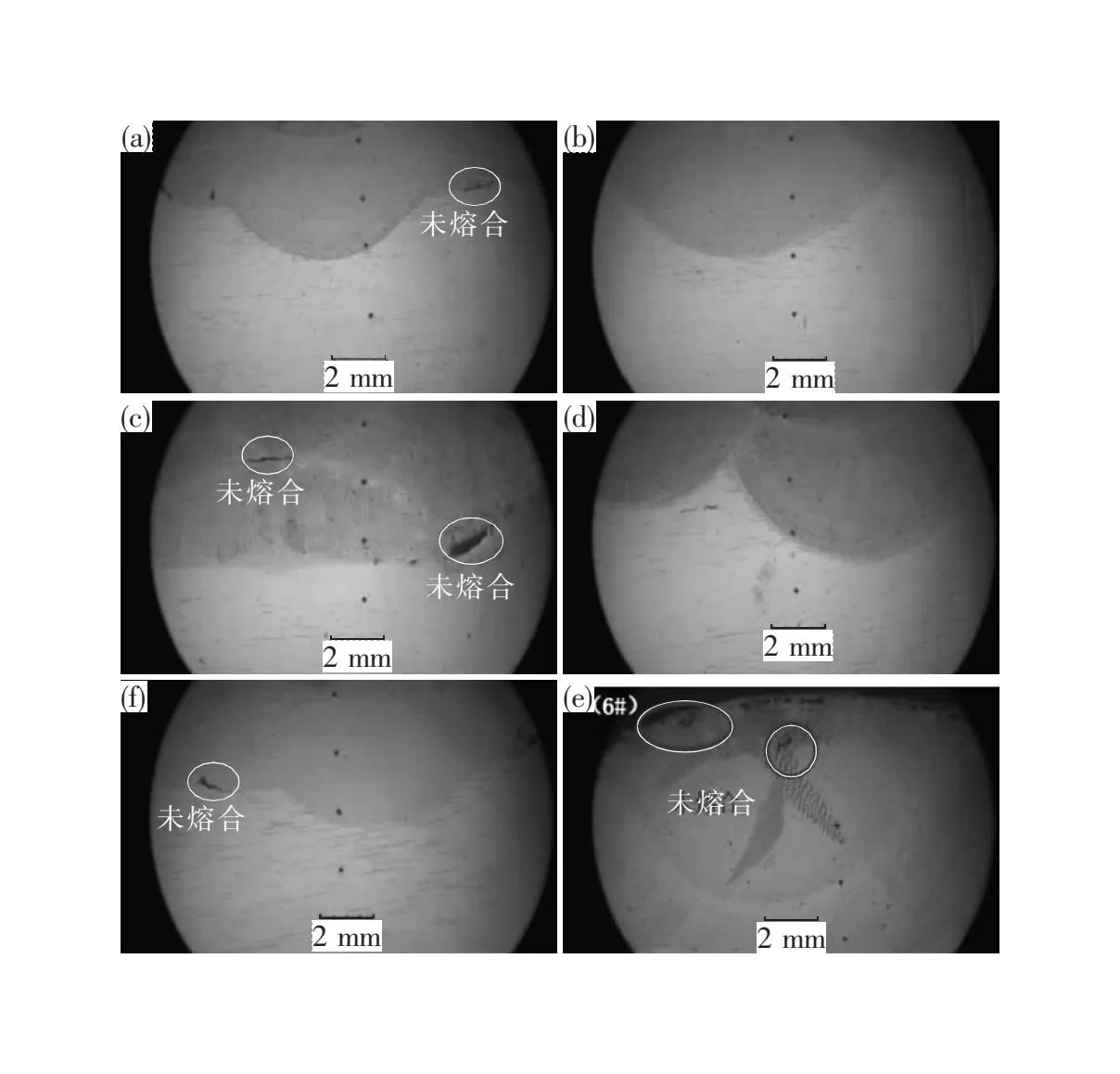
(a)1#试样;(b)2#试样;(c)3#试样;(d)4#试样;(e)5#试样;(f)6#试样
由快速凝固理论可知,激光熔覆层的显微组织主要取决于温度梯度G和凝固速率R的比值。当温度梯度较大、凝固速率较小时,显微组织主要为平面状生长;当温度梯度下降、凝固速率上升时,显微组织主要为胞状生长;当温度梯度大幅下降、凝固速率持续上升时(即温度梯度与凝固速率的比值较小时),显微组织主要为树枝状生长。激光增材修复过程是一种快冷、快热的加工方式,其本质是金属的快速熔化及凝固,这与金属的凝固理论是相符的。
2.2 力学性能分析
不同工艺参数下试样的抗拉强度测试值如图4所示,1#~6#试样抗拉强度分别为621、829、492、812、635和550 MPa,由大到小的排序为:2#>4#>5#>1#>6#>3#。不同工艺参数下试样的延伸率测试值如图5所示,1#~6#试样延伸率分别为50.3%、60.9%、37.5%、54.7%、43.9%和40.8%,由大到小的排序为:2#>4#>1#>5#>6#>3#。由此可知,修复后试样的抗拉强度、延伸率几乎都高于0Cr18Ni9母材的性能(抗拉强度560 MPa、延伸率45.3%),特别是2#试样的抗拉强度达到了829 MPa、延伸率为60.9%,这说明在合适的修复工艺参数下,采用316L不锈钢粉末对0Cr18Ni9母材进行修复,可实现对母材的强化。另外,1#、5#试样存在细小气孔,导致其力学性能有一定的下降,但仍高于母材的性能;3#、6#试样由于存在较多明显未熔合、气孔等缺陷,导致其性能出现了大幅度的下降。综上,线能量输入密度约180 J/mm时,可获得力学性能较好的加工试样,但对比2#、4#、5#试样,随着激光功率、扫描速率的升高,修复层出现了轻微的缺陷,导致力学性能的下降。因此较优的激光功率参数为1700~1900 W、扫描速率为700~900 mm/min。
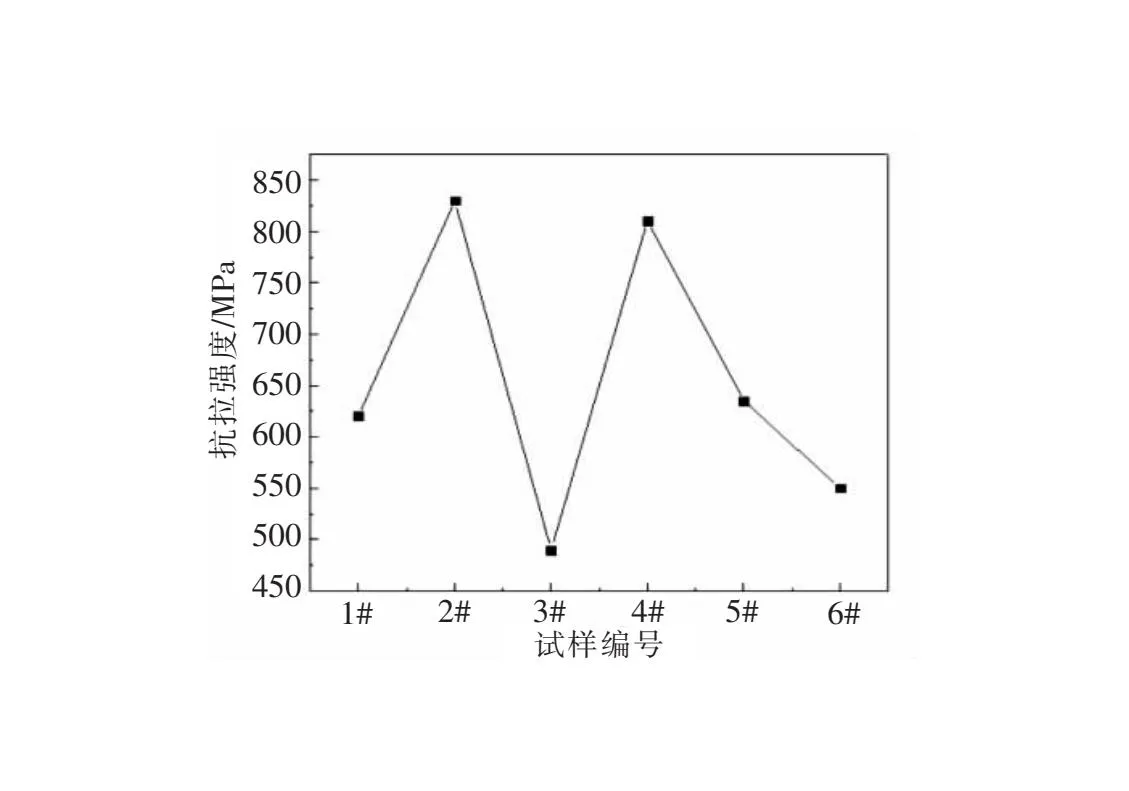
图4 不同工艺参数下试样的抗拉强度
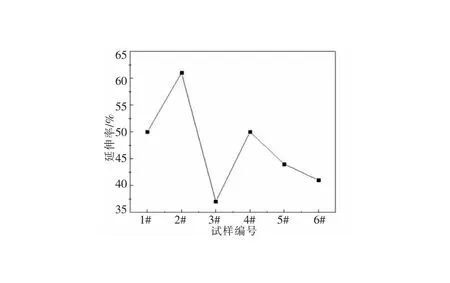
图5 不同工艺参数下试样的延伸率
2.3 显微硬度分析
不同的工艺参数下,试样不同深度的显微硬度变化曲线如图6所示。可以看出,随线能量输入密度的增大,显微硬度值呈先增大后减小的趋势。且在不同的线能量输入密度下,距离修复层顶部各深度显微硬度测量值的整体变化趋势基本一致,特别是熔覆区中的硬度值仅在±15 HV的范围内波动,这主要是修复区域的枝干区域和枝晶间区域所存在的应力、位错密度等不一致造成的。热线能量输入密度从90 J/mm增大到204 J/mm,熔覆层的硬度值呈增大的趋势。当线能量输入密度为204 J/mm,激光功率为1700 W,扫描速率为500 mm/min时,熔覆层的平均硬度达到峰值230 HV,这主要归因于合适的激光功率、扫描速率及配比。当线能量输入密度过小时,粉末尚未完全熔化,整个修复过程便已结束;当线能量输入密度过大时,容易导致过烧、晶粒粗大,影响修复层的综合性能。在较优的工艺参数下,试样的各区域显微硬度值为:熔覆区最大、基体次之、热影响区最小,这表明316L不锈钢熔覆粉末对于0Cr18Ni9不锈钢母材进行的增材修复在一定程度上提升了基材的综合性能。
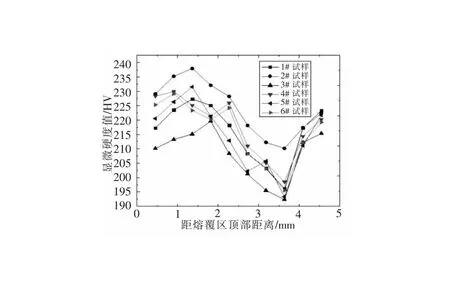
图6 不同工艺参数下试样的显微硬度
3 结论
基于0Cr18Ni9不锈钢开展激光增材修复工艺研究,发现利用激光增材修复技术,可实现0Cr18Ni9不锈钢损伤件的修复及性能提升,并有效降低时间成本及经济成本。
1)采用316L不锈钢熔覆粉末可实现对0Cr18Ni9不锈钢的损伤修复,并在一定程度上提高修复后制件的力学性能。
2)线能量输入密度约为180 J/mm时,修复层的质量较好。
3)选取激光功率参数为1700~1900 W、扫描速率为700~900 mm/min时,可获得具有较高强度及韧性的制件。