金刚石圆锯片基体淬火变形问题及解决措施
2023-12-19梁海波
梁海波,赵 磊,郑 科
(黑旋风锯业股份有限公司,湖北 宜昌 443003)
金刚石圆锯片在切割加工石材过程中,以高速旋转的方式对石材进行切割,通常切割的线速度为25~60 m/s。在石材切割工作中,金刚石圆锯片会受到强烈的振动,这是因为刀头比基体厚,使用时基体与被切割材料间有一定的间隙。为了避免金刚石圆锯片基体擦锯和由于振动而过早发生疲劳断裂, 基体必须有一定的塑韧性和弹性极限,从而起到缓和冲击、吸收振动的作用,保证金刚石锯片的稳定工作[1]。
钢的化学成分和热处理状态,是金刚石圆锯片基体性能保证的关键因素。对于机械性能要求高的金刚石圆锯片产品,通常采用含有较高碳含量和合金元素的模具钢制造,并经淬火、中温回火获得符合性能要求的回火马氏体组织[2-4]。但由于设备、工艺、材料成分偏差和淬火油性能等多种因素的影响,金刚石圆锯片基体在淬火过程中会产生变形、淬火硬度不均和基体开裂等缺陷。本文对金刚石圆锯片基体的淬火变形问题进行讨论、分析,探究其原因,并提出改进措施,以减小金刚石圆锯片基体淬火变形量,提高生产效率和产品质量,满足下游石材生产厂商高精度切割的使用要求,提升石材加工成材率和产品品质,从而进一步推动石材行业高质量发展。
1 金刚石圆锯片基体的淬火概述
金刚石圆锯片基体的淬火是将锯片基体加热到亚共析钢内部组织转变为奥氏体的临界温度Ac3或过共析钢开始形成奥氏体临界温度Ac1以上温度,并在加热炉中保温一段时间,使内部组织全部奥氏体化,然后通过淬火介质(一般专用淬火油)以大于临界冷却速度的冷速快冷到马氏体转变温度Ms以下进行马氏体转变的热处理工艺。按照介质分类可分为油淬、盐淬、空淬等,按照介质接触工件方式又可分为喷淋式、浸入式等,按照工件淬火状态可分为压淬、自由淬等。图1为金刚石圆锯片基体淬火示意图。
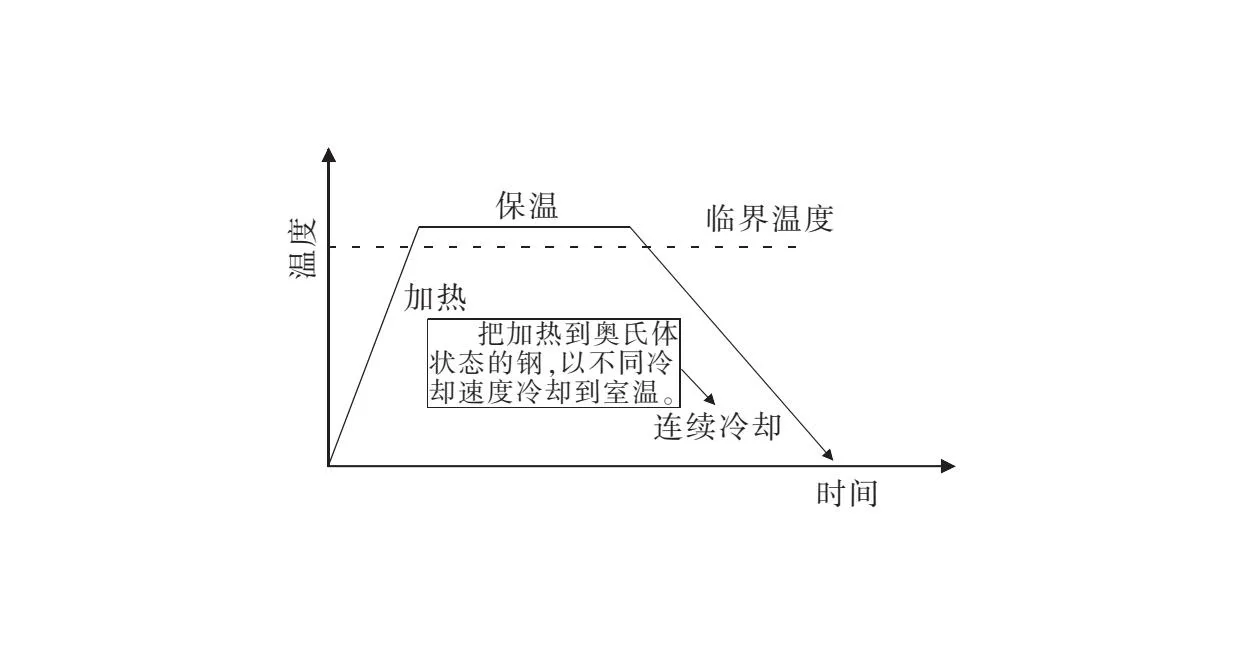
图1 金刚石圆锯片基体淬火示意图
金刚石圆锯片基体在淬火过程中会产生裂纹、硬度低、软点、变形等缺陷,其中变形是最常见也是最复杂的问题,出现后往往无法找到根本原因,从而影响后续加工甚至报废。
2 淬火变形产生原因分析
金刚石圆锯片基体在加热炉中进行加热,达到相应的淬火温度后,锯片快速放入淬火油池中进行快速冷却淬火,然后在固定装置中进行加压压平,随室温冷却到一定温度后,从装置中转运出来,在这个过程中金刚石圆锯片会受到多种因素影响,从而导致其变形。归纳起来主要有以下两种:
1)组织转变造成的体积变化。金刚石圆锯片在加热炉中进行加热并保温一段时间时,钢材的其他组织转变成部分或全部奥氏体[5],奥氏体组织比钢材的其他组织体积小,引起金刚石圆锯片基体的体积变小。同时在加热完成后使用淬火油快速冷却,钢材中的部分或全部奥氏体组织转变为马氏体,马氏体组织[6]比钢材的其他组织体积大,必然会引起金刚石圆锯片体积的增加。
2)内部应力的变化。金刚石圆锯片基体在加热和冷却过程中,由于设备性能、加工工艺标准、控制水平等各个因素的影响,其各个部位的温度存在差别,造成钢材内部组织转变不同步以及形成温度差,从而产生内应力。产生的这种内应力一旦超过了钢材的屈服强度就会产生塑性变形,这种塑性变形就表现为金刚石圆锯片的形状变形。
通过上述原因分析,金刚石圆锯片基体在淬火过程中必定会发生组织转变以及应力变化,因此变形是不可避免的。但为了更好地减少变形,最理想的冷却工艺如图2中c和d所示,其能够在冷却过程中控制组织转变时温度,从而杜绝多种因素累计造成的变形过大。

图2 淬火各种冷却方式
3 减少淬火变形的措施
3.1 原材料的控制
金刚石圆锯片的原材料一般选择高碳合金钢。内部组织、夹杂物、带状组织等都会影响钢在加热过程中其他组织向奥氏体转变的均匀性和一致性[7],控制好钢内部组织的均匀性,较少的夹杂物和带状组织可以使钢的其他组织转变成奥氏体时更均匀和一致,加热过程中钢的体积变化和应力变化一致性会更好,锯片的变形程度就更低。
同时,钢的合金元素含量和纯净度会影响锯片的淬透性能。淬透性好的材料在淬火过程中进行冷却硬化时,组织从奥氏体转变成马氏体会更加充分和完全,钢材的体积在各个维度上的变化是一致的,不会存在体积变化差异。淬透性差的钢材会造成内部组织分布不均匀,内应力释放不一致,当内应力达到一定的限值,就会在金刚石圆锯片基体上表现出变形,呈荷叶边、扭曲、锅底等不规则的变形,给后续工序加工增加难度。
选择合适的原材料是控制淬火过程中金刚石圆锯片基体变形的重要环节,纯净度较高的高碳合金钢,较少的夹杂物和带状组织,内部原始组织均匀的钢材是生产制造金刚石圆锯片基体的首选材料。
3.2 加热工艺的制定
金刚石圆锯片基体在加热炉中进行加热,钢材内部组织的变化本质就是其他组织向奥氏体进行转变。加热炉各个温区设置的科学合理性,是保证锯片基体加热过程中各个维度上的温度基本保持一致和保证组织转变一致的前提条件。在整个加热过程中,防止锯片基体变形的途径主要是缓热。加热速度过快,会产生热应力而引起变形。因此,降低加热速度是控制锯片基体变形的有效手段,一般在分段温区设置上设定一段预热区域进行预热,来保证锯片基体进入加热炉中不是处于急剧加热的状态,而是一个缓慢上升的过程。
若金刚石圆锯片基体在淬火加热前存在较大的残留应力,经过压机淬火冷却后变形表现会较为突出,这种情况下应预先采取去应力退火。一般将基体加热到 500~600 ℃,保温一段时间后,残留应力可大幅减少甚至趋于零。
根据材料的特性,合适的预热、缓慢的加热速度和消除原材料内部的残留应力,是降低锯片基体变形的有效方式。
3.3 淬火介质的选择以及维护
冷却方式对锯片基体淬火变形具有较大的影响,一般采用均匀冷却的方法。相变引起的体积变化能够因锯片基体原材料的合理选择而减小。但当原材料已经选定时,淬火过程中产生的体积变化是不可避免的。在实际淬火操作中,主要是由于锯片基体各部位发生相变不同步而产生的变形。
为了尽量减小各部位马氏体转变时间的不同,采用在出现托氏体组织附近的温度范围实行急冷,而在马氏体转变温度Ms点以下实行缓冷的方法较好,这样可以有效地控制变形。但是为了更好的实现上述控制要点,基于现有的淬火冷却方式为油冷,故需要对淬火油的性能指标进行跟踪试验,来保证淬火过程的稳定可靠。根据经验,最大冷速Vmax、特性温度TVmax、运动黏度和氧化安定性为淬火油的主要性能指标[8-9]。
对于不同材质的钢材需要选择不同的性能指标的淬火油,金刚石圆锯片的材质一般以50Mn2V、75Cr1和30CrMo钢为主,淬火油最佳性能指标要求见表1。

表1 不同材质选择淬火油的最佳性能指标
因此,要控制好淬火油的性能指标,需要时刻关注淬火油的状态,并按照规定间隔时间对淬火油进行抽样检测,不间断保持淬火油的最佳性能指标,才能有效控制淬火的变形量。
3.4 其他
等温淬火或分级淬火可以减小淬火变形,同时等温淬火还可以校正不规则变形。
4 结论及展望
1)金刚石圆锯片基体淬火变形的主要原因是组织转变带来的体积变化以及内部应力变化。
2)为减小金刚石圆锯片基体淬火过程中的变形量,要严格控制原材料的质量,热处理前要对其化学成分、金相组织、脱碳层和夹杂物等进行检验;要制定合适的热处理工艺,合理划分各个温区和温度参数,采用预热和缓慢加热减少内部应力变化;要选择合适的淬火介质以及定期维护检验,保证其工艺符合性;同时也可以从设备炉温均匀性以及不同淬火方式进行控制。
3)在实际淬火过程中,要从关键点和细节控制及优化,从而减小金刚石圆锯片基体淬火变形量,降低后续工序的加工难度,提升订单快速交付能力,同时进一步提升产品品质,促进石材行业高质量发展。