多辊系工具库在有色金属矫平中的应用
2023-11-22李国庆卢保强李玲玉刘立明张红伟
李国庆,卢保强,赵 旭,李玲玉,刘立明,张红伟
(泰安华鲁锻压机床有限公司,山东 泰安 271000)
0 引言
有色金属元素如铝、镁、钛等具有密度低、重量轻等特点,由其构成的合金材料轻质且具有良好的综合机械性能,在新能源汽车、航空航天、高铁、船舶等行业得到广泛应用,为中国制造业发展提供了基础材料支撑。
矫平机作为一种高效的板材成形设备,通过矫平工艺可有效改善综合性能,极大提高板材平整度;同时改善板材的应力分布,提高板材状态的稳定性。需要注意的是,不同材料的成分不同,经过不同热处理工艺后力学性能存在差异,板材厚度对弯曲、起皱等变形缺陷影响程度不一,各种因素变动的板材对矫平机辊系参数需求都不相同。企业希望用一台矫平机解决多种厚度、种类、状态材料的加工。
1 现有矫平机问题
矫平机为单辊系的配置功能,辊系设置一定数量的工作辊,辊系的辊径、辊距固定,因而可以加工一定范围的板材,例如行业标准中就进行了推荐,可加工最薄板厚约为标称板材厚度的1/4,超出该最佳范围的板材,矫平精度下降。此外,当板料材质改变时,对相同厚度范围的不同板材力学性能差异难以兼顾,很难在一台单辊系矫平机上取得一致的良好效果。
有色金属较多用于外观件场合,因此对材料表面的光亮度等质量要求较高,甚至有表面镜面的要求;矫平加工过程中,措施不到位情况下,存在板材板面划伤和印纹缺陷,需经后续抛光等工艺处理才能达到光亮度的要求,增加了用户的成本投入,降低生产效率。
2 多辊系工具库研发
我公司结合多年的研发制造经验,在分析板材加工特点及设备控制技术的基础上,研发了多辊系矫平机,解决有色金属矫平过程存在的难题,实现多种厚度、种类、状态板材的高精度、高质量矫平。该型设备目前已在铝板生产企业进行应用,取得良好的验证效果,其结构如图1 所示。

图1 多辊系矫平机结构示意图
2.1 多辊系匹配设计应用
机床建立辊轮工具库系统,工具库系统设置生产需求的多种辊系。辊系结构如图2 所示,包括工作辊、中间辊、支承辊和辊座。多辊系匹配设计应用,即每套辊系设计不同参数如辊径、辊距、辊子数量等以对应不同板材加工厚度范围,或对应不同种类有色金属板材的力学性能要求,每套辊系均能保证对应厚度范围或特定种类板料的矫平效果,利用多套辊系涵盖全部生产需求板材加工范围。辊轮工具库系统可根据后续使用情况进行辊系的添加补充。矫平板材时,在数控系统中进入多辊系辊轮工具库系统,选择相应编号的辊系,即可实现一定厚度范围、特定种类板料的加工,从而使单台设备具备多台矫平机的加工能力。
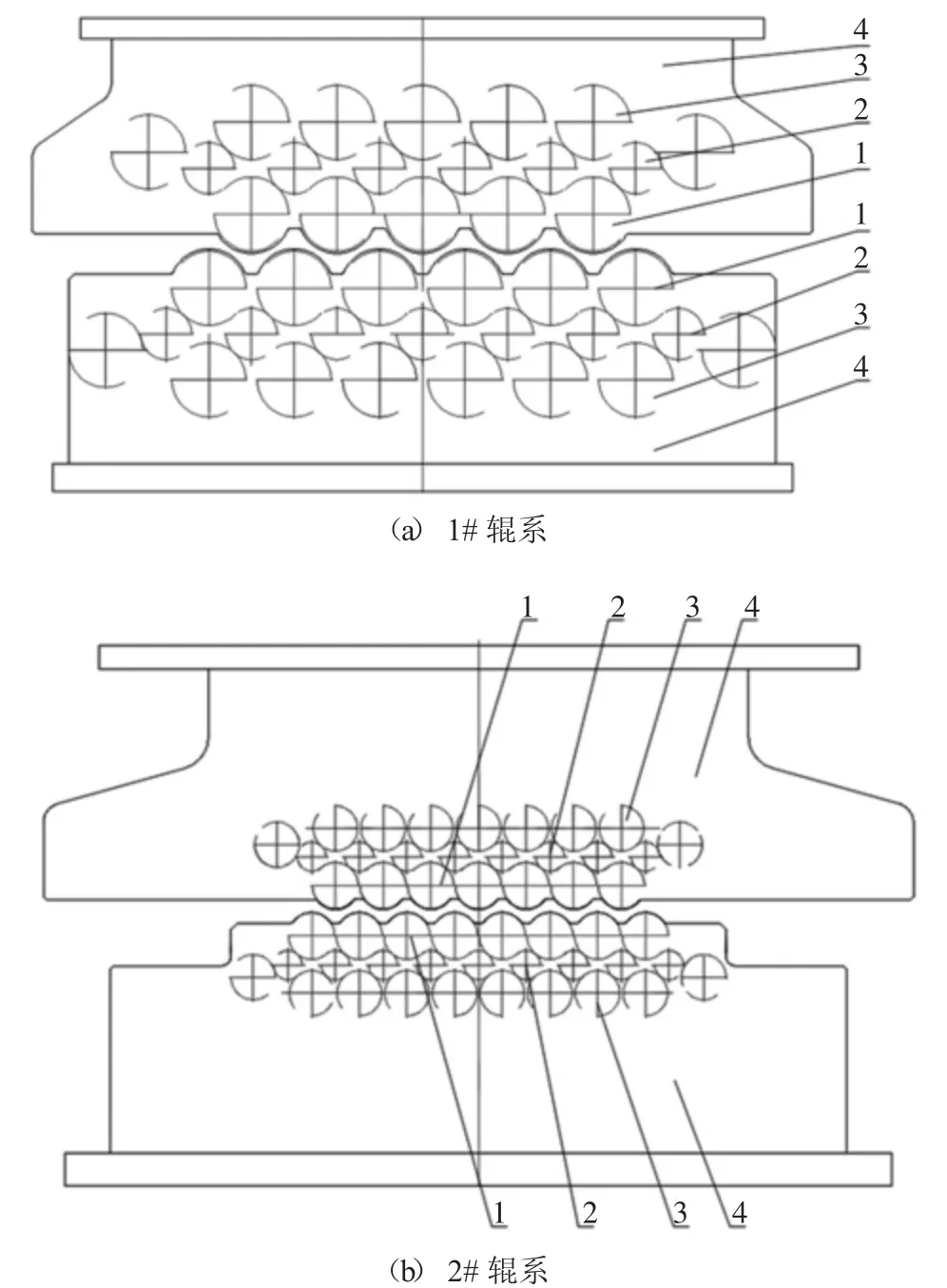
图2 1#辊系与2#辊系示意图
以4~40mm 铝板双辊系设计为例,如表1、图2所示,1#辊系能够实现厚度12~40mm 板材矫平加工,2# 辊系能够实现厚度4~12mm 板材的矫平加工,在本台设备上可实现厚度4~40mm 板材的矫平加工,加工厚度范围较传统单台设备得到扩大。

表1 双组模块化辊系对比
2.2 多组辊系模块化设计
辊轮工具库系统中的各套辊系进行模块化设计,与设备机架保持统一的连接接口尺寸,保证部件接口的互换性。辊系结构还包括万向轴和齿轮箱(图3),多辊系矫平机中各辊系的齿轮箱输入轴统一设计,使各齿轮箱输入连接尺寸相同,能与同一套驱动装置相连,共用一套驱动系统。通过对矫平机多辊系的模块化匹配设计,多套辊系在板料矫平时均能最大化发挥驱动系统的能力。

图3 辊系侧向结构示意图
以4~40mm 铝板双组模块化辊系设计为例,厚板辊系在板料矫直时需要的扭矩M1 较薄板辊系在板料矫直时需要的扭矩M2 大,在相同矫直速度下,厚板辊系所需驱动功率大于薄板辊系所需驱动功率。在进行辊系模块化设计时,厚板辊系齿轮箱与薄板辊系齿轮箱输入轴中心高、中心距、外形尺寸均相同。薄板辊系设计线速度高,厚板辊系设计线速度低;通过模块化辊系线速度匹配,使薄板辊系功率需求与厚板辊系的功率需求接近,两套辊系在工作时,均能较大限度发挥驱动系统的能力。
2.3 辊系更换装置设计应用
为方便工具库系统各套辊系快速更换,提高使用过程生产效率,有色金属矫平机应用了多工位自动辊系更换装置,其结构如图4、图5 所示。

图4 辊系更换装置结构示意图一
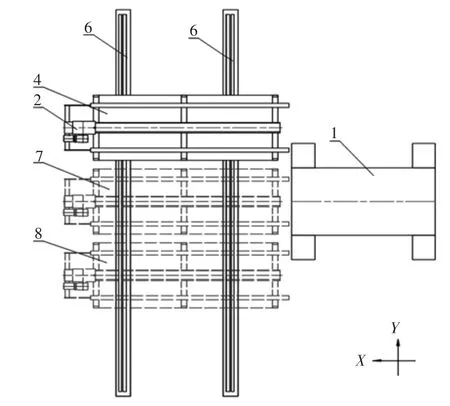
图5 辊系更换装置结构示意图二(俯视图)
辊系更换装置布置在矫平机非传动侧,具备多个换辊平台,每个换辊平台上存放一套特定辊系。各换辊平台均具备单独的辊系移出装置和工位调整装置。辊系移出装置用来实现辊系从矫平机框架开口位置的移出和送入(对应图5 中X 方向),工位调整装置用来实现换辊平台在换辊底座上位置移动(对应图5 中Y 方向),使放置不同辊系的换辊平台都可与矫平机框架开口位置对正。辊系更换装置通过数控系统控制运行,数控系统根据来料信息提示选择合适换辊平台上存放的辊系,进行自动换辊。
2.4 板材矫平表面质量保证技术
有色金属矫平机辊系采用六重式结构(图6),由于有中间辊的存在,能够将支承辊与工作辊隔离开,避免因工作辊与支承辊直接接触部分产生的辊印、痕迹粘附到板材上,避免有色金属板料表面产生印纹。
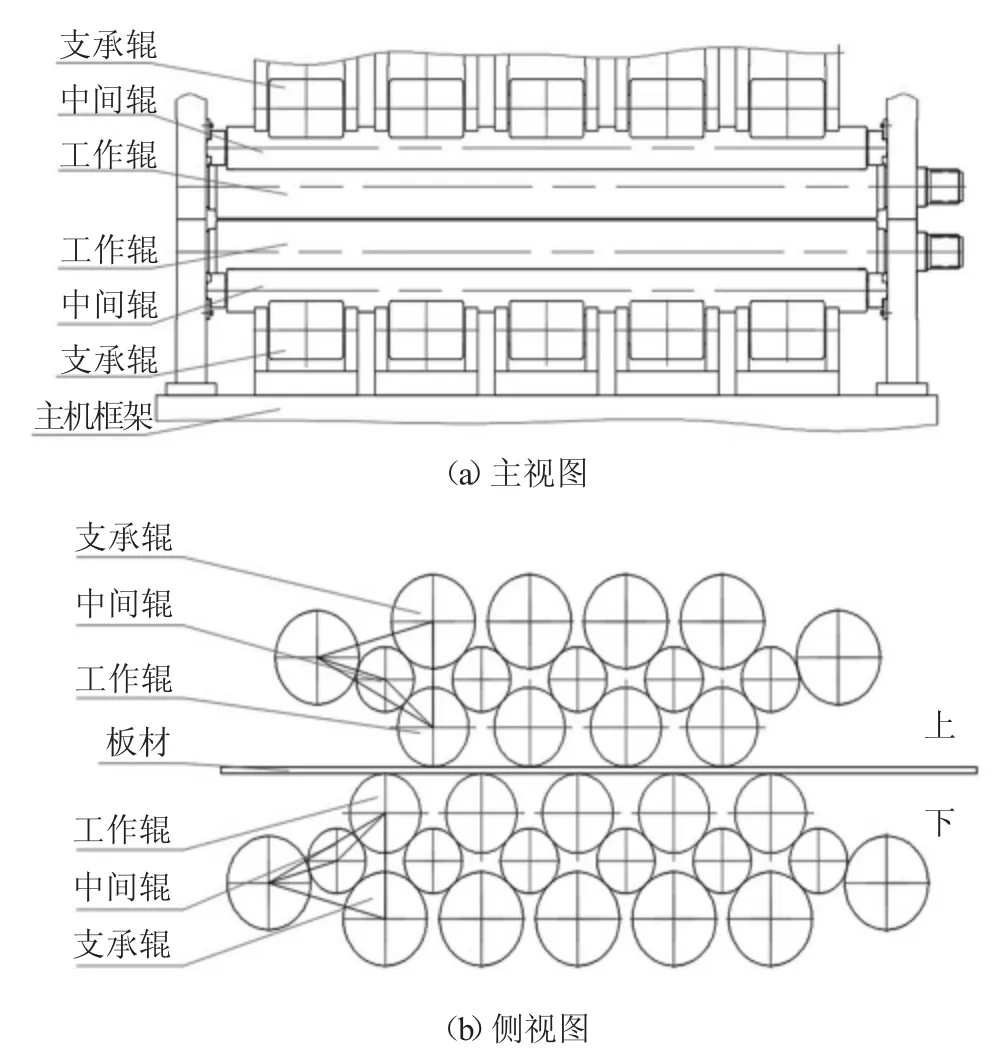
图6 六重式辊系结构示意图
矫平机出料口安装有辊身清理装置(结构见图7、图8),定期对辊系进行清理。辊身清理装置带动清理带沿工作辊轴线方向移动,清理带材质为棉毡,上、下表面分别与上、下工作辊贴合,用来吸附辊身上粘附的油污、粉末。利用辊身清理装置,清除辊系内部粉末、油污,避免矫板时划伤、污染板面。
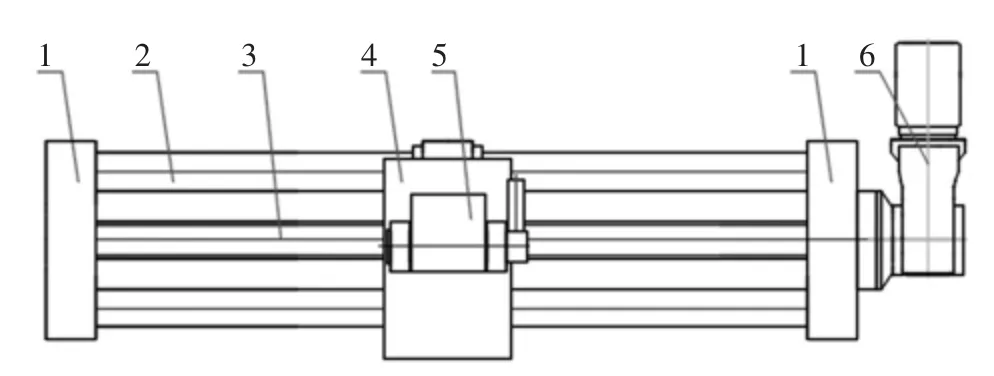
图7 辊身清理装置结构示意图一
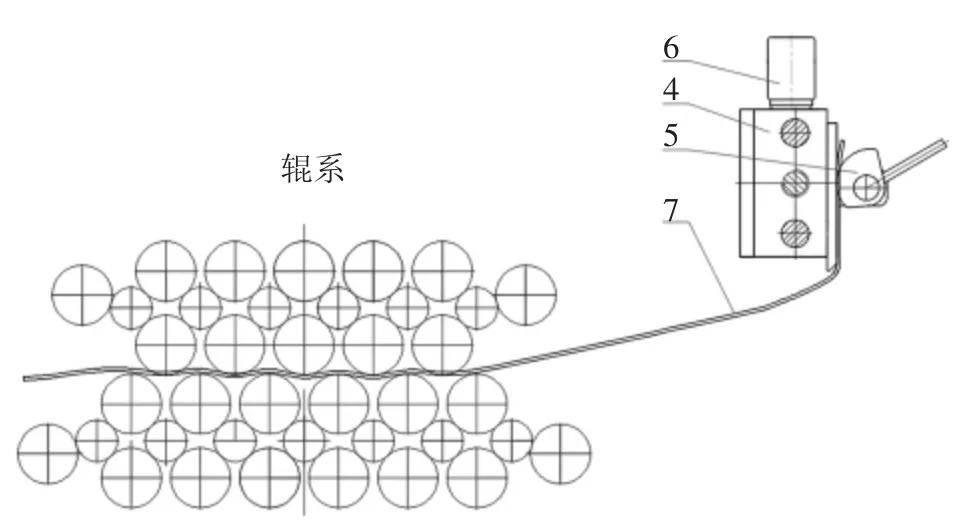
图8 辊身清理装置结构示意图二(左视图)
3 结束语
有色金属板料矫平机通过模块化多组辊系工具库系统的应用,相对传统单辊系矫平机扩大了加工范围,提高了设备功能;通过数控系统控制自动换辊装置实现辊系快速选择更换,提高了设备运行效率;利用板材矫平表面质量保证技术,减少有色金属板料矫平过程中的板材表面新增印纹、划伤缺陷,确保表面质量,减少对后续抛光工序的依赖。
