接管与壳体连接结构及其应力特点、无损检测方法
2023-08-22刘晓龙
刘晓龙
(烟台万华化工设计院有限公司,山东 烟台 264006)
压力容器为满足工艺操作及容器制造、安装、检验和维修等要求,需在压力容器壳体上进行开孔并安装接管。壳体开孔削弱了容器的整体强度,而且因开孔引起应力集中在局部有较高应力值。接管有时还承受各种外加载荷或温差应力,使得局部应力值进一步提高。接管与壳体连接处是压力容器薄弱点,压力容器失效破裂往往从接管处开始。因此,设计时采用合适的接管结构,降低开孔处应力集中系数,方便制造加工,并进行无损检测确保焊接质量,就可以提高压力容器运行的安全性。
1 接管结构简介
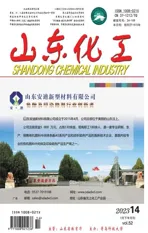
接管与壳体连接一般有以下几种结构,插入式;安放式;嵌入式。在工程设计中,应根据开孔补强计算的需要及工艺、制造、焊接、探伤、经济性等方面要求综合考虑,选择合适的结构。
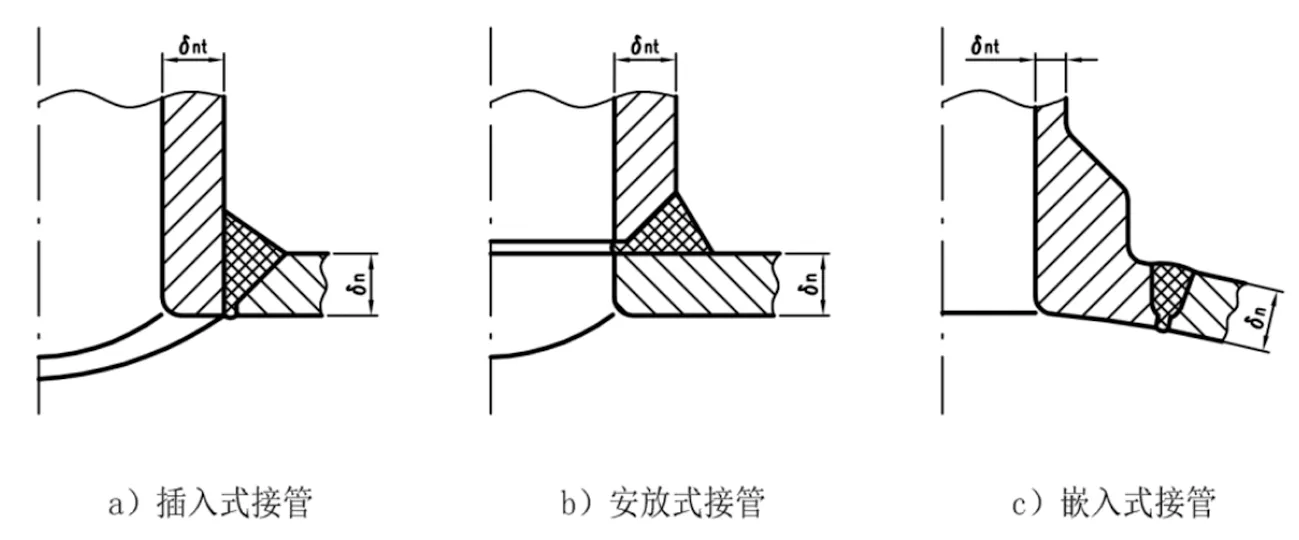
图1 接管与壳体的连接结构
1.1 插入式接管
插入式接管是压力容器中应用最广泛的一种结构,可分为与设备内壁平齐结构和接管内伸结构。接管是否内伸,往往需要根据工艺需求来确定,如防静电要求、液面稳定要求等等。当工艺无特殊要求时,可按标准SH/T 3074—2018中7.3.3条采用接管有一定内伸的结构,见图2。采用此结构,制造厂不用再在设备内部打磨多余金属,减少了受限空间内的工作量,且该结构在一定程度上可以降低应力集中系数,改善开孔处应力。当接管为排净口时,可在最低、最高点处开半圆孔,以满足排净要求。但当接管内伸部分影响内部构件布置或物料装卸时,应采用平齐式结构。
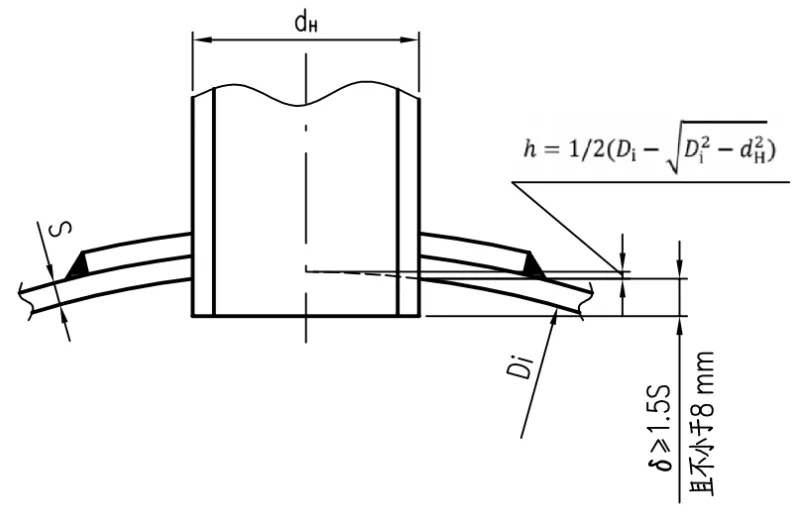
图2 插入式接管连接结构
设计人员应对工艺流程及操作过程有一定了解,采用合适的结构,避免因结构选取不当造成局部腐蚀、壁厚减薄等,最终引发设备破裂失效。例如介质自管线进入空间相对宽阔的设备时,在压力有所降低的同时可能会产生闪蒸、气蚀、冲刷等现象,会导致设备局部减薄引发事故。曾有某单位设计的立式容器,进口在容器侧壁,并采用平齐式结构,进口介质为液相还可能夹带气体,在使用时进口上方筒体壁厚减薄至不到1 mm,最终引发严重的生产事故,而对比同工况下进口管采用了内伸式结构的设备,经测厚检查没有筒体璧厚局部减薄的现象发生。
1.2 安放式接管
安放式接管是将接管焊于壳体的外表面,通常接管厚度较大而壳体壁厚较小、壳体厚度远大于接管壁厚或者容器内部无法施焊、清根时采用此结构。此结构相对于插入式接管更容易进行无损检测,常常应用在高压容器中,例如高压螺纹锁紧环换热器中与接管相焊的壳体厚度很大,并且焊接接头需要进行100%射线和超声检测,采用此结构能充分发挥两种无损检测的优点,可发现焊缝及热影响区的根部未熔合和夹渣等焊接缺陷,保证焊接接头的质量。
安放式接管可采用焊后镗孔结构,即在焊后将焊缝处未焊透的根部通过机加工镗去,保证焊缝质量,见图3。但对于一些大型设备,无法在厂房内加工制造,亦不能进行镗孔加工时,不应采用这种结构。

图3 安放式接管镗孔结构
采用安放式接管结构时,应注意在标准GB/T 150.3—2011中规定壳体开孔处钢板截面应无分层现象。为了满足这一要求,通常要求对钢板逐张进行超声检测,必要时再辅以磁粉或渗透检测,检查开孔处材料的表面质量。
1.3 嵌入式接管
嵌入式接管是开孔补强整体补强中的整体锻件补强结构,这种结构是将接管和其与壳体连接处部分连同加强部分作成一个整体锻件,然后再与接管和壳体对焊在一起。一般适用于球形封头或椭圆形封头中心部位的接管与封头的连接。
其优点是:补强金属集中于开孔应力最大的部位,应力集中系数小;采用对接焊缝,使焊缝及其热影响区离开最大应力点的位置;抗疲劳性能好,开孔后疲劳寿命只降低10%~15%左右。但因其机加工量大、制造较困难、成本高,所以一般在承受疲劳载荷、大温度梯度、低温等较苛刻的操作条件的重要设备上采用。
2 接管结构对应力集中、疲劳寿命的影响
2.1 接管有无内伸对应力集中系数的影响
以球壳开孔为例,根据薄壳理论和试验结果绘制的图表见图4。图中曲线的适用范围如下:开孔大小的范围为0.01≤r/R≤0.4;容器壁厚的限制为30≤R/S≤150;只限于整体件补强情况。

p—球壳内压,MPa;r—接管半径,mm;R—球壳半径,mm;S—球壳有效厚度,mm;t—表示接管厚度,mm;ρ—开孔系数,无因次量;α—应力集中系数;σmax—最大应力,MPa。图4 球壳开孔平齐、内伸式接管的应力集中系数
应力集中系数是开孔系数的函数,开孔系数越大,应力集中系数越大;应力集中系数还随t/S而变,壳体厚度不变,接管越厚,应力集中系数小;t/S越接近于1.0,应力集中系数越小,因此标准GB/T 150.3—2011中规定在采用厚壁管进行补强设计时,宜控制t/S在0.5~2;对同一球壳,开孔大小、接管壁厚相同,采用内伸式接管比平齐接管的应力集中系数更小,例如当开孔系数为1.0时,平齐式接管应力集中系数约为2.5,而内伸式接管应力集中系数约为1.8。
2.2 局部高应力区避免出现温差应力
设备在实际操作过程中,进料口介质的温度可能不断波动或间歇性投入,若进料温度与设备金属壁温度差值过大,角焊缝高应力区会因温差应力的影响导致疲劳破裂。在进行结构设计时,可考虑将温差应力影响区和高应力区影响区分开布置,避免二者叠加造成热疲劳。例如在汽包设计中,加药管、给水管与设备连接时常采用套管结构,套管分为焊接、套和两种形式,见图5。

图5 焊接式(左)、套和式(右)套管
2.3 接管型式、方位及几何参数对疲劳寿命的影响
根据相关试验研究,接管形式、方位及几何参数对疲劳寿命的影响如下:
2.3.1 接管型式影响
完全焊透内伸式接管疲劳寿命降低最少;未全焊透的内伸管疲劳寿命较全焊透者低,但比平齐式接管要高;经磨削的平齐式接管疲劳裂纹的起点在接管内壁下角,内伸式接管则在角焊缝与母材的边界上。
2.3.2 接管方位影响
沿壳体法线方向布置的垂直接管疲劳寿命降低最少,疲劳寿命随接管的倾斜角度增加而显著下降;筒壁较厚(如直径壁厚比为30)容器的切向接管,安放式接管疲劳寿命较高,且接管与筒体轴线的偏心距对寿命影响不大;薄壁筒体(如直径壁厚比为100)内伸式接管疲劳寿命较高,且偏心距影响显著,距离增加,寿命降低。
2.3.3 几何参数影响
壳体直径不变,开孔直径越大疲劳寿命越低;壳体壁厚不变,接管厚度增加,疲劳强度提高;对安放式接管,开孔较小时(接管直径与设备直径比值小于0.4),接管壁厚越大,疲劳寿命越高,开孔较大时(直径比值大于0.4),接管壁厚增加并不能提高疲劳寿命。
3 接管D类焊接接头的无损检测
如前文所述,接管与壳体连接处因结构不连续,局部应力值较高,常常是设备超压或疲劳开裂的起始位置。因此对重点设备,应采用合适的无损检测方法保证该处焊接接头的质量。
嵌入式接管与壳体连接的焊接接头属于A类,其无损检测相对容易。而插入式接管或安放式接管与壳体连接的焊接接头属于D类,无损检测相对困难,对其表面缺陷,一般采用磁粉检测(铁磁性材料优先采用磁粉检测)或渗透检测;对内部缺陷,则采用射线检测、超声检测或相控阵超声检测,此三种检测方法特点如下。
3.1 射线检测
对平齐式接管或插入式接管角焊缝进行射线检测,可检测出角焊缝中是否存在坡口未熔合、裂纹等缺陷,但较难确定缺陷的深度位置和自身高度。射线检测时底片的布置方法有两种,示例见图6~7,图6中1表示射线源焦点,2表示胶片,b表示工件至胶片距离。实际检测过程中,射线源的位置、底片能否贴近焊接接头表面,都影响成像效果,而且角焊缝因结构限制,在底片上的成像变形大,缺陷处不易观察,部分制造厂无法采用射线检测来保证焊接质量。

图6 接管角焊缝的单壁外透照(以插入式接管为例)
3.2 超声检测
接管与壳体连接的D类接头一般采用直探头和斜探头进行组合超声检测。对纵向缺陷检测采用斜探头或斜探头+直探头;对横向缺陷检测采用斜探头横向扫查。检测时对探头移动一定的宽度,以便检测出相关缺陷,确保检测效果。具体检测要求见图7。部分工程公司规定设计压力、接管公称口径达到一定数值时,要求接管与壳体的角焊缝应进行100%超声检测。《压力容器—分析设计 第6部分:制造、检验和验收》征求意见稿中第10.3.2条规定,NB/T 47013.4适用范围内的接管与壳体相焊的D类焊接接头应进行100%超声检测。对插入式接管,角焊缝超声检测适用范围如下:

图7 接管角焊缝超声检测(以安放式接管为例)
(1)筒体(或封头)检测面曲率半径≥250 mm且内外径比≥70%;
(2)接管公称直径≥80 mm;
对安放式接管,角焊缝超声检测适用范围如下:
(1)筒体(或封头)检测面曲率半径≥150 mm;
(2)接管公称直径≥100 mm。
3.3 相控阵超声检测
相控阵超声检测是一种可记录的脉冲反射法超声检测技术,其检测过程无辐射,对于危害性面状缺陷检出率高,缺陷定性可靠、定位定量准确,其检测效果与射线检测基本一致甚或部分更优。国家能源局2021年发布的第3号公告,批准NB/T 47013.15—2021《承压设备无损检测 第15部分:相控阵超声检测》施行,标志着该检测方法正式纳入承压设备的无损检测。该检测方法的探头布置见图8。

图8 角焊缝探头位置示意图(以内伸式插入管为例)
相控阵超声检测还可用于更复杂焊接接头的无损检测。例如,在SH/T 3501—2021《石油化工有毒、可燃介质钢制管道工程施工及验收规范》中第8.3.12条规定,补强圈覆盖的焊接接头应经过100%无损检测合格后,方可进行补强圈的焊接。因此接管角焊缝和补强圈角焊缝需要分两次焊接,见图9。此类焊接接头在定期检验时,接管角焊缝因被补强板角焊缝覆盖,无法进行磁粉或渗透检测;射线检测又因结构的限制,也无法进行检测或评定;常规超声检测无法覆盖整个检测区域,检测难度大,且检测结果不直观。在制定特定相控阵超声检测工艺进行模拟验证后,证明采用相控阵超声检测可以有效检测出模拟的气孔、坡口未熔合和未焊透缺陷。
图9 带补强圈安放式接管角焊缝
4 结语
(1)不同接管结构适用范围不同,接管结构应根据工艺操作特点、是否便于加工制造以及设备重要程度、无损检测难易程度等等因素综合考虑确定。
(2)接管壁厚与壳体壁厚比值应控制在一定范围内以降低应力集中系数;内伸式接管可降低应力集中系数;有温差波动接管应合理设计接管结构,避免应力集中区域与温差应力影响区域重合;不同接管型式、方位及几何参数对疲劳寿命影响不同,在接管的设计过程中应根据疲劳寿命要求确定合理参数。
(3)D类接头是设备的薄弱点,仅进行表面探伤已无法满足日趋严格的质量要求;射线检测因成像问题,不易观察缺陷及确定缺陷位置;超声检测可移动探头位置,检测出焊接缺陷,但对插入式接管和安放式接管有一定的适用范围;新实施标准中的相控阵超声检测可记录、检测效果好,还可用于复杂焊接接头的检测,在设备制造、定期检验中将会有更多的应用。