磁场与粉煤灰联合作用下TIG 焊电弧行为
2023-05-16安亚君徐振陶佳美李一鸣刘昊城
安亚君,徐振,陶佳美,李一鸣,刘昊城
(辽宁工程技术大学,阜新,123000)
0 序言
钨极氩弧焊(TIG)作为一种常用焊接技术,具有焊缝质量好、焊接过程稳定等优点在众多工业领域中广泛应用,但由于其焊速慢、熔深浅等缺点导致生产效率较低.为解决这一问题,研究者提出活性氩弧焊(A-TIG)、激光-TIG、磁控-TIG 等方法增加熔深、提高焊接效率[1].其中A-TIG 焊的应用更为广泛,常以卤化物、氧化物等作为活性剂[2].氧化物活性剂应用较为普遍,但由于大部分活性剂成本较高,制约了A-TIG 技术的发展.粉煤灰作为一种工业废弃物在建材、金属回收、吸附剂等领域有着普遍的应用,并且未利用的粉煤灰会对环境和健康产生不良影响[3],以粉煤灰作为活性剂降低成本的同时也能够增加粉煤灰的利用率.马壮等人[4]、张勇等人[5]研究了粉煤灰作为活性剂时熔池的流动行为及电弧行为,认为粉煤灰作为活性剂能够增加TIG 焊熔深,是由于影响了熔池的流动方向及电弧收缩引起的.
磁控-TIG 是指在焊接过程中施加外部磁场,实现利用磁场控制焊接过程的目的.研究发现外加磁场能够起到抑制偏吹、改善咬边、焊道驼峰等问题,但对于增加熔深很难起到良好的效果[6].张桂清等人[7]利用活性剂与低频磁场的联合作用,结果显示只对焊接接头力学性能改善明显,对熔深影响较小.赵磊[8]通过数值模拟,发现外加高频纵向磁场可使焊接电弧发生收缩,而电弧收缩是导致熔深增加一个重要因素[9],张恒洋[10]也通过试验的方法验证了这一观点.综合以上研究现状可知,低频磁场很难引起熔深改变,但高频纵向磁场对提高TIG 焊熔深能够起到良好效果.关于A-TIG 焊、磁控-TIG 焊的研究已经比较深入,但对两者共同作用下的TIG 焊研究还比较少,为明确磁控-A-TIG 焊电弧行为及熔深改变机理,本文研究了以粉煤灰作为活性剂,外加高频纵向磁场时电弧形貌、电流密度等变化规律,并讨论了两者联合作用增加熔深的机理,为后续的应用提供理论基础.
1 试验方法
焊接材料选用Q235 钢板,尺寸为100 mm ×30 mm × 10 mm.试验前先将粉煤灰活性剂粉末与丙酮混合调至糊状,再用长柄扁平毛刷将糊状活性剂调制物涂覆在Q235 钢表面,以遮盖住工件金属光泽为佳.选用WS-500 钨极氩弧焊机,具体焊接参数见表1.
表1 焊接参数Table 1 Welding parameters
利用高速摄像机、微距镜头对焊接过程中的电弧形态进行采集,采集频率为3 000 f/s,为保证获得较为清晰的图像,需要调整找到适宜的曝光度和焦距.磁场发生装置选用HFP-200 型磁控设备,将焊枪与电磁铁固定为一体,其原理如图1 所示.

图1 试验原理图Fig.1 Test schematic diagram
使用分裂阳极法对电流密度进行检测,两块阳极板通过缆线与焊机正极连接,通过耐绝缘石棉将两阳极板分隔开,底部放置石棉板绝缘,两根导线连接电源阳极,以20 Hz 作为采集频率,采集焊接速度为110 mm/min.试验过程中,计算机以频率f获得n个电流数据值,假定电弧截面为理想的圆形,则可知电弧直径为
电弧平均电流密度为
图2 为电弧力测量装置,其测量原理为杠杆原理.测试快位于托板上,调整测量装置为平衡状态,测量得到弹簧顶端距支撑轴承中心的竖直高度L1,与平衡板测量端距轴承中心的竖直高度L2,记轴承中心距标尺的长度为L.记录激光照在标尺上的数值为A1,利用焊枪将电弧综合作用力施加在测试块上,焊枪匀速水平运动,且运动过程中保证轨迹与平衡板长轴相互垂直.记录得到数值A2.
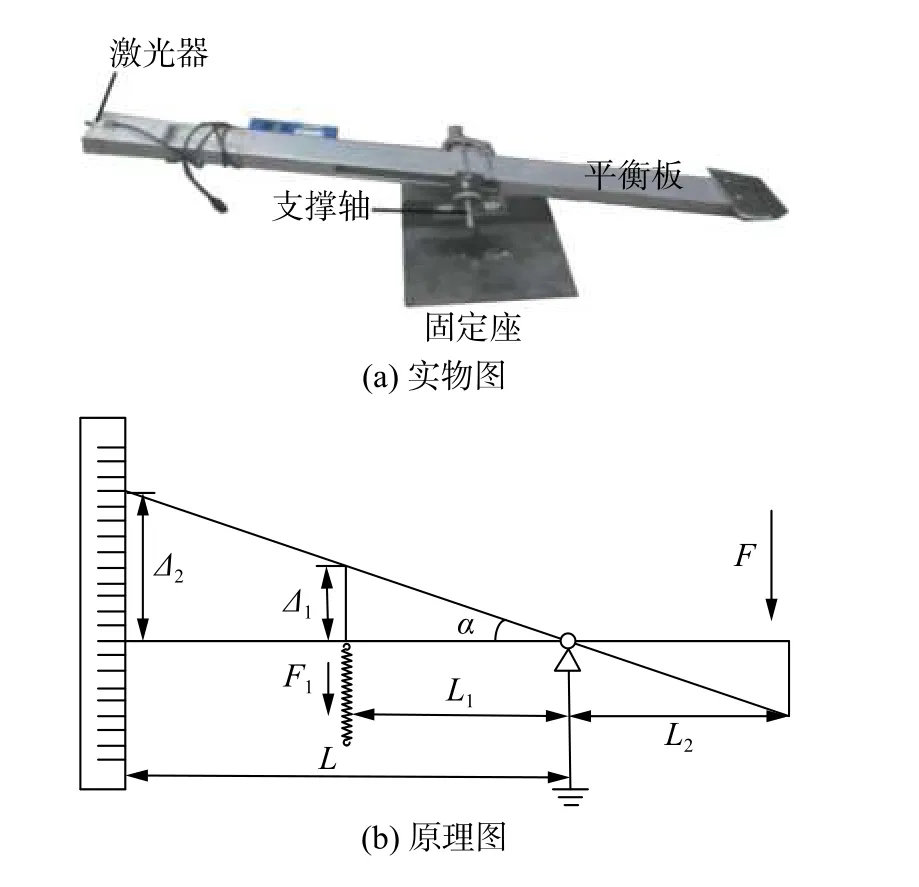
图2 电弧力测量装置Fig.2 Arc force measuring device.(a) physical drawings;(b) schematic diagram
根据以上推导可以得到弹簧在电弧力作用下的形变量 Δ1.由胡克定律可知
再由杠杆定律可知
循环热利用温度传感器采集信号,热电偶将温度变化信息转变为电信号,发送给数据采集模块,再以数字信号形式传递给计算机处理,实现对温度的实时采集、显示和存储过程.
2 试验结果与讨论
2.1 焊缝成形
图3 为不同磁场频率下熔深及深宽比变化曲线,不同覆量下熔深及深宽比如图3a 所示,可以看出当涂覆量为0.4 mg/mm2,熔深达到最大值2.46 mm,为氩弧焊的1.64 倍.但此时焊接质量较差,易出现裂纹、凹坑等缺陷,这是由于粉煤灰中的氧化物成分造成电弧燃烧不稳定产生的结果.选择涂覆量0.3 mg/mm2,焊接试件成形较好,熔深达到2.43 mm,深宽比为0.326,与TIG 焊相比熔深提高效果显著,并且大于此涂覆量时,熔深增加不明显,深宽比略有下降,故选择0.3 mg/mm2涂覆量下进行外加高频磁场研究.磁控-TIG 的熔深随磁场频率的提升出现先升高后下降的趋势,在频率超过2 kHz 后逐渐下降,与磁场与粉煤灰的共同作用下相比,熔深及深宽比最大值出现较晚,且磁控-ATIG 熔深及深宽比与TIG 焊相比提升更为明显,不同磁场频率下磁控-A-TIG 与磁控-TIG 熔深及深宽比变化如图3b 所示.

图3 不同磁场频率下熔深及深宽比变化曲线Fig.3 Variation curves of penetration depth and depth width ratio under different magnetic field frequencies.(a) the effect of the amount of fly ash coating on the penetration depth;(b) the effect of magnetic field strength on penetration
由图3b 可知,随着磁场频率的提高,磁控-ATIG 焊熔深也在增加,但当磁场频率超过1.5 kHz后,熔深及深宽比出现明显下降趋势,1.5 kHz 的磁场频率能够使熔深增加最为显著,达到2.70 mm,深宽比为0.355,焊缝形貌如图4 所示.以上结果说明,磁场及粉煤灰的联合作用可以作为提高TIG 焊熔深的有效手段.这是由于,粉煤灰主要成分为氧化物和卤化物,但相比之下卤化物占比较小,其中SiO2,Al2O3等氧化物阻抗较高,使活性剂在焊接过程中难以气化分解,电弧通道不易形成,迫使电弧发生收缩,同时产生的高阻抗热,使氧化物分解产生Si4+,Al3+等各种粒子,这些粒子发生的复合与扩散过程也会使电弧发生收缩.活性剂中的AlF3,CaAlF5等氟化物与氧化物不同,其熔点较低,容易发生气化分解,带走电弧中的热量.此外,根据表2 可知,Al,Si,Na,Mg 等元素第一电离能小于Ar 元素第一电离能,会比Ar 更早发生热电离,形成金属阳离子.这些粒子有较强的电子亲和力,能够与电弧低温区电子相结合,电子数量的减少导致电弧导电能力下降,电子流失的同时也带走了大量的热,根据最小电压原理,电弧发生收缩[11].

图4 TIG 焊与磁控-A-TIG 焊焊缝形貌Fig.4 Weld morphology of TIG welding and magnetic control-A-TIG welding.(a) TIG;(b) A-TIG;(c)magnetic control-TIG;(d) magnetic control-A-TIG

表2 常温常压下各元素的电离能Table 2 Lonization energy of each element at normal temperature and pressure
与活性剂作用机理不同,高频纵向磁场能够对等离子体内的电子施加额外的电磁力,从而改变电子的运动轨迹,迫使等离子体发生收缩,导致熔深增加[10].综合以上分析,活性剂和高频纵向磁场都是通过迫使电弧收缩来增加熔深的,但两者增加熔深的作用机理不同.
2.2 电弧形貌
不同状态下电弧形貌如图5 所示.常规TIG 焊电弧呈上窄下宽的圆锥状,电弧整体下端逐渐扩散,且底部出现一个反光区.普通氩弧焊由于电弧末端等离子体的发散,导致能量不能集中.添加粉煤灰活性剂后,由于活性剂的电离分解,热电离作用增强,阳极斑点减小,电弧发生收缩,与TIG 焊相比整体有所收缩,但仍呈现扩散的钟罩状.高频磁场作用下电弧收缩明显,形态上由钟罩状向圆柱状过渡,这是由于外加磁场的作用使电磁收缩力增大,粒子间相互吸引,外围电子向中心扩散.活性剂与磁场共同作用下电弧形貌进一步收缩,呈圆柱状,与自由状态下的电弧状态相比差别较大.

图5 不同状态下电弧形貌Fig.5 Arc morphology under different states.(a) TIG;(b) A-TIG;(c) magnetron-TIG;(d) magnetron-A-TIG
2.3 电流密度
从图6 可以看出,电流密度关于电弧中心呈对称分布,且在中心处取得最大值.TIG 焊最大电流密度为21.6 A/mm2,添加粉煤灰活性剂、外加高频磁场分别使最大电流密度提高到29.6 A/mm2和31.4 A/mm2,而在两者联合作用下提高更为显著,达到39.4 A/mm2,电弧半径的大小与电流密度呈负相关.以上结果说明,在适宜的磁场强度和活性剂涂覆量下,电流密度明显提高,这是由于电弧周围环境相对稳定时,电弧会一直趋于散热最小的状态,既产热量趋于最小,在此条件下选择其断面直径,电弧发生收缩,能够通过电流的面积减小导致电流密度增大.

图6 电弧电流密度随距离变化曲线Fig.6 Curve of arc current density with distance
2.4 电弧力
对试验过程中对电弧综合力进行测量,结果见表3,可知A-TIG、磁控-TIG、磁控-A-TIG 分别使电弧力提升0.04,0.05,0.08 N,磁控-活性氩弧焊提升效果最为明显,证明活性剂与高频磁场对于电弧综合作用力的提升具有叠加效应.

表3 不同状态下电弧力Table 3 Arc force under different states
电弧力是一个复杂的综合作用力,其大小往往与熔深相关.在A-TIG 焊中,粉煤灰活性剂能够电离产生大量带电粒子,促进电弧收缩,增大了电流密度的同时也提高了粒子对试件的冲击力,因此增加了焊接过程中的电弧力.对于磁控-TIG,由于电流密度的增大,使电弧对试件的作用力更加集中,达到增大电弧力的效果.在磁场与粉煤灰共同作用的条件下,电弧收缩加剧,电流密度更大,电弧力也提高最显著.
2.5 电弧温度
图7 为不同活性剂焊缝热循环曲线,采集点1~5 分别距焊缝中心0,2,4,6,8 mm,焊缝中心温度由大到小依次为磁控-A-TIG >磁控-TIG >A-TIG >TIG,其中,磁控-A-TIG 焊试件焊缝中心温度峰值最高为559 ℃,明显高于TIG 焊的焊缝中心温度峰值498 ℃,证明活性剂与磁场联合作用能够显著提高电弧温度,A-TIG 焊与磁控-TIG 焊相比电弧中心温度相差不大.试件涂覆活性剂后,由于活性剂高阻抗的特性导致电弧温度升高,当外加磁场时,高频磁脉冲能使电弧热量向中心集中,两者作用效果的叠加,使电弧温度显著提高.与磁控-TIG 相比,磁控-A-TIG 不仅电弧温度升高,而且中心点的温度远高于其它点,说明活性剂的添加,使热量向电弧中心集中,提高了不同点之间温度的变化梯度.

图7 不同状态下焊接热循环曲线Fig.7 Welding cycle heat curve under different conditions.(a) TIG;(b) A-TIG;(c) magnetron-TIG;(d) magnetron-A-TIG
焊接过程中,由于焊接材料发生热解离、热电离,形成由各种粒子组成具有一定电阻率的等离子体.外部施加高频纵向磁场,磁感线穿过等离子体时与原磁场发生相互作用使穿过等离子体的磁场发生扩散,出现电弧中心磁场强度低而外缘磁场强度高的现象.这是因为磁场扩散受电阻率与磁场频率大小的影响,电阻率越大磁场强度也越大,而等离子体内部电阻率低外缘电阻率高,导致磁场在等离子体中呈现内疏外密的分布状态[12].从粒子理论角度分析,焊接过程中等离子体内部温度很高,其中的各种粒子在高内能的情况下出现杂乱无章的热运动.由于钨极与阳极之间电势差的作用,等离子体内存在与轴线方向平行的电场,同时也存在着径向电场.在轴向电场的作用下,阳离子向阴极扩散,电子则向阳极运动;在径向电场作用下,带电粒子发生径向运动,出现由中央高浓度区向边缘扩散的现象,使电弧出现圆锥状的扩散态.当外部磁场作用于等离子体时,电子由于存在径向运动,会在原状态的基础上受到一个额外的洛伦兹力F1,图8为带电粒子运动状态示意图.

图8 带电粒子运动状态示意图Fig.8 Schematic diagram of charged particle motion state
在洛伦兹力的作用下,带电粒子沿z轴方向的速度分量vz逐渐减小,沿径向方向的速度分量逐渐增加,发生围绕z轴的加速螺旋运动,向电弧中心汇聚,出现电弧收缩现象[12].由于洛伦兹力F1=qvB,可见磁场强度直接影响洛伦兹力的大小,磁场频率越高,对扩散的影响导致磁场强度B越大,洛伦兹力越大,粒子旋转速度越快,维持旋转所需离心力越大.离心力F2=mv/r,当粒子旋转速度过大时,为保持平衡,粒子的旋转半径会增大,出现发散现象,所以,随着磁场频率的增加,电弧会先收缩后发散.当加入粉煤灰活性剂后,由于活性剂的高阻抗,会影响外部磁场在等离子体中的扩散,相同半径处的磁场强度大于磁控-TIG 的磁场强度,带电粒子受到更大的洛伦兹力使电弧发生进一步收缩.同时,对于磁控-TIG,当磁场频率较高时,外围电子的加速离心运动会使大量电子分布于电弧外侧,由于电子与阳离子之间存在吸引力,部分电弧中心的阳离子在吸引力的作用下向电弧边缘运动,产生“磁抽吸”现象[13].活性剂的添加,能够有效改善这一问题,表现为由电弧中心向边缘电流密度、电弧温度变化梯度的增大.综合以上分析,在磁控-A-TIG 焊中,高频纵向磁场能够使带电粒子在洛伦兹力作用下发生围绕z轴旋转的螺旋运动.在磁控-TIG 基础上添加粉煤灰活性剂,一方面,由于活性剂自身高阻抗的特点,能够增大等离子体的电离程度,以及粒子的复合扩散过程均能促进电弧收缩;另一方面,也会影响外部磁场在等离子体中的扩散状态,增大磁场强度,提升带电粒子受到的洛伦兹力.
3 结论
(1)活性剂与高频磁场的联合作用对TIG 焊缝形貌有显著影响,熔深从普通氩弧焊的1.50 mm 提升到2.70 mm,深宽比也从0.207 增加到0.355.
(2)在一定涂覆量下,熔深随磁场频率的提升,出现先增加后减小的变化趋势,当选择0.3 mg/mm2涂覆量、磁场频率1.5 kHz 时,焊缝成形效果最佳.
(3)在磁控氩弧焊中添加活性剂,能够改善“磁抽吸”现象,提高电流密度与电弧力,增大了电弧温度的变化梯度,使试件受力、受热更加集中,达到增加熔深的目的.
(4)粉煤灰活性剂的加入,能够改变外加磁场在等离子体内的分布,增大磁场强度,提高了带电粒子受到的洛伦兹力,使电弧一定程度上进一步收缩.
