钛合金激光填药芯焊丝接头组织性能
2023-05-16方乃文黄瑞生武鹏博马一鸣孙徕博曹浩邹吉鹏
方乃文,黄瑞生,武鹏博,马一鸣,孙徕博,曹浩,邹吉鹏
(中国机械总院集团哈尔滨焊接研究所有限公司,哈尔滨,150028)
0 序言
钛合金具有密度小、比强度高、耐腐蚀、抗疲劳等优点,广泛应用于航空航天和深海工业领域[1-2].其中TC4 钛合金是一种典型α-β 双相钛合金,兼具α 型和β 型钛合金的优点[3],是应用范围最为广泛的钛合金之一.与传统焊接技术相比,窄间隙激光填丝焊具有热输入小、热影响区狭窄、焊接效率高等诸多优点,同时利用填充焊丝对烧损合金和有益合金元素的补充,可以进一步对焊接接头组织性能优化,从而在钛合金焊接领域获得大量应用[4-5].
窄间隙激光填丝焊接过程是单道多层填充金属的累计,而多层焊接过程中的多次热循环必然会使焊缝组织变得极为复杂和不均匀[6],导致焊接接头在超塑性成形时的应力变形不均匀,从而影响钛合金焊接零部件的服役安全性能,为其在工业生产中的应用提供了难题[7].钛合金的导热性能较差,在激光高能束焊接条件下,钛合金焊缝熔池温度较高,给高温β 相晶粒的长大提供了充裕条件,并且焊后较快的冷却速度会造成切变生成的α'马氏体含量较高,进而直接影响获得焊接接头的塑韧性.因此,采用热处理手段来进一步调控焊缝组织构成、形态及分布,进而优化焊接接头的力学性能是一种较为理想的方法.
钛合金的组织结构对热处理工艺较为敏感,热处理可以通过改变钛合金焊接接头的组织构成,协调焊接接头各区域组织的微观结构分布,从而提高焊接接头应力变形均匀性.近年来,国内外相关研究学者已经相继开展了钛合金焊接接头的热处理研究.马权等人[8]采用TC4 焊丝对TB8 板材实施TIG,焊后分别在500,550,600,650 ℃对焊接接头进行1 h 退火后炉冷,并测试热处理后焊接接头的组织和强度,结果表明,焊态的焊缝为成分分布不均匀的铸态组织,其[Mo]eq为6.5~ 11,基体由粗大的亚稳β 相构成;焊缝经500 ℃退火后,α''相消失,但没有α 相片层组织形成;550 ℃退火后,β 相中析出了极细小的α 相片层,接头的拉伸强度达到最大值1 223 MPa;经 600 ℃和 650 ℃退火后,β 相中析出的α 相片层粗化,接头拉伸强度下降,断口呈现完全脆性断裂特征.李睿等人[9]对TC17 钛合金进行线性摩擦焊,并对获得焊接接头进行了不同热处理状态下组织形貌和力学性能分析,发现经过热处理后的焊缝组织由于亚稳定β 相和亚稳定α 相分解,析出弥散分布的针状α 相使接头性能大幅提高,拉伸试验均断于母材处,并且发现弥散分布的针状α 相的强化效果与热处理温度密切相关.张菁丽等人[10]研究了焊后热处理工艺对Ti650 合金电子束焊接接头的组织和力学性能影响,结果表明,经700 ℃/2 h AC 退火后,焊缝中α'马氏体发生近平衡相变为α,同时焊缝中析出大量次生短针状α 相;经1 010 ℃/1.5 h WC+650 ℃/2 h AC 处理后,α 相发生了明显粗化和等轴化,次生析出的短针状α 与原始粗化的 α 片层相结合有效地提高焊缝强度,阻碍了裂纹的扩展,使焊接接头具有较好的强度.文献[11]对Ti-1300 合金电子束焊接接头进行了不同工艺的热处理,结果表明,不同热处理工艺对焊缝区β 晶粒的形态和尺寸几乎没有影响,热处理可以调节焊缝区α 相的含量、尺寸和形态,但析出的α 相的分布总体趋向于在稳定晶界处形成;焊缝区的性能依赖于析出α 相的尺寸和数量,当单独在较低温度退火或时效时,焊缝区α 相强化效果明显,焊缝强度大于母材.
上述学者的研究多集中于热处理对焊接接头拉伸性能的作用,从控制α 相的尺寸、数量及分布特征入手来协调整体微观结构.而TC4 钛合金激光填丝焊接接头中的焊缝区域主要以α'马氏体为主要组成相参与服役,而hcp 结构的α'马氏体和α 相的滑移系较少,各向异性强,故其晶体结构特征注定了其塑韧性会较差,因此TC4 双相钛合金焊接接头通过热处理工艺进行性能调控的核心是增塑韧.文中主要研究采用自主开发的Ti-Al-V 系药芯焊丝作为填充金属,对获得的焊接接头进行退火处理,并将其与焊态的焊接接头进行了组织结构、性能及物相组成进行分析测试比对,以期为后续钛合金激光填丝焊接接头热处理工艺制定、组织性能调控提供技术支撑.
1 试验方法
试验选用尺寸规格为400 mm × 200 mm ×20 mm 的TC4 钛合金板,填充金属为直径1.6 mm的Ti-Al-V 系药芯焊丝,母材和药芯焊丝熔敷金属化学成分见表1.待焊试板加工成Y 形坡口,其坡口钝边为2 mm,坡口根部间隙为3.2 mm,单边坡口角度为1.5°.焊前将待焊试板进行打磨和酸洗,酸洗溶液由体积分数为5%HF+30%HNO3+H2O 配比组成,去除表面油污和氧化物后用酒精和水洗清除酸液后烘干备用.采用激光填丝焊接方法进行待焊试板坡口填充,焊接热源为德国IPG 公司生产的YLS-6000 光纤激光器,激光束采用圆形摆动模式,摆动频率为100 Hz,摆动幅度为2 mm,其他焊接工艺参数见表2,使用单激光进行打底,共计填充6 道完成焊接,层间温度控制在150 ℃以内,焊接过程采用Ar 进行焊缝的正反面保护,保护气体Ar 的压力为0.5 MPa,相同的工艺参数共计完成2 块试板的激光填丝焊接.

表2 焊接工艺参数Table 2 Welding process parameters
焊接完成后,其中1 块焊接试板采用850 ℃ ×2 h 制度在真空热处理炉内进行退火后随炉冷却至室温.热处理完成后,将1 块焊态焊接试板和1 块热处理焊接试板由线切割设备进行试样加工,采用OLYMPUSGX71 光学显微镜(OM),JEM-2100F 型场发射透射电子显微镜(FE-TEM)、电子背散射衍射仪(EBSD),FEI Quanta-200 型扫描电镜及D/MAX-rB 型X 射线衍射仪对焊缝的微观组织和物相进行观察确定;利用 HVS-1000Z 型显微硬度计进行硬度测试;室温拉伸性能在INSTRON 5569 电子万能试验机进行.
2 试验结果分析与讨论
图1 为激光填丝焊接接头整体及横截面宏观形貌,没有发现存在气孔、裂纹及侧壁熔合不良等缺陷.焊接接头的焊缝区由柱状晶组成,由于柱状晶沿着温度梯度增高的方向生长,所以柱状晶由两侧向焊缝中心处生长且对称分布.

图1 焊接接头宏观形貌Fig.1 Macroscopic appearance of welded joint.(a) face of welded seam;(b) back of welded seam;(c) cross section of welded joint
图2~ 图3 分别为焊态和热处理焊接接头的微观组织形貌,可以发现最大晶粒均出现在焊缝位置,由于焊缝区的焊丝熔化后冷却速度极快,溶质来不及均匀化扩散,属于快速结凝组织,具有典型的铸造组织特征.随着与焊缝中心距离的增加,晶粒尺寸呈逐渐减小的趋势,即焊缝区、热影响区、母材的晶粒尺寸呈递减分布.两组焊接接头中各区域组织构成及形貌特征差别较大,焊态焊缝区由长针状α'马氏体贯穿整个柱状晶构成,在α'马氏体之间还会形成细小的次生α'马氏体,同时在焊缝SEM图中发现连续晶界分布,最终焊缝区呈网篮状形貌;热影响区则由少量初始αp相、晶界αgb相、魏氏组织及α'马氏体构成;母材组织呈现出双态形貌,即由等轴状和长条状的α 相、次生αs与β 相交织构成.

图2 焊态焊接接头微观组织形貌Fig.2 Microstructure of welded joint without heat treatment.(a) overall micromorphology;(b) WM;(c) SEM of WM;(d)HAZ;(e) SEM of HAZ;(f) BM;(g) SEM of BM
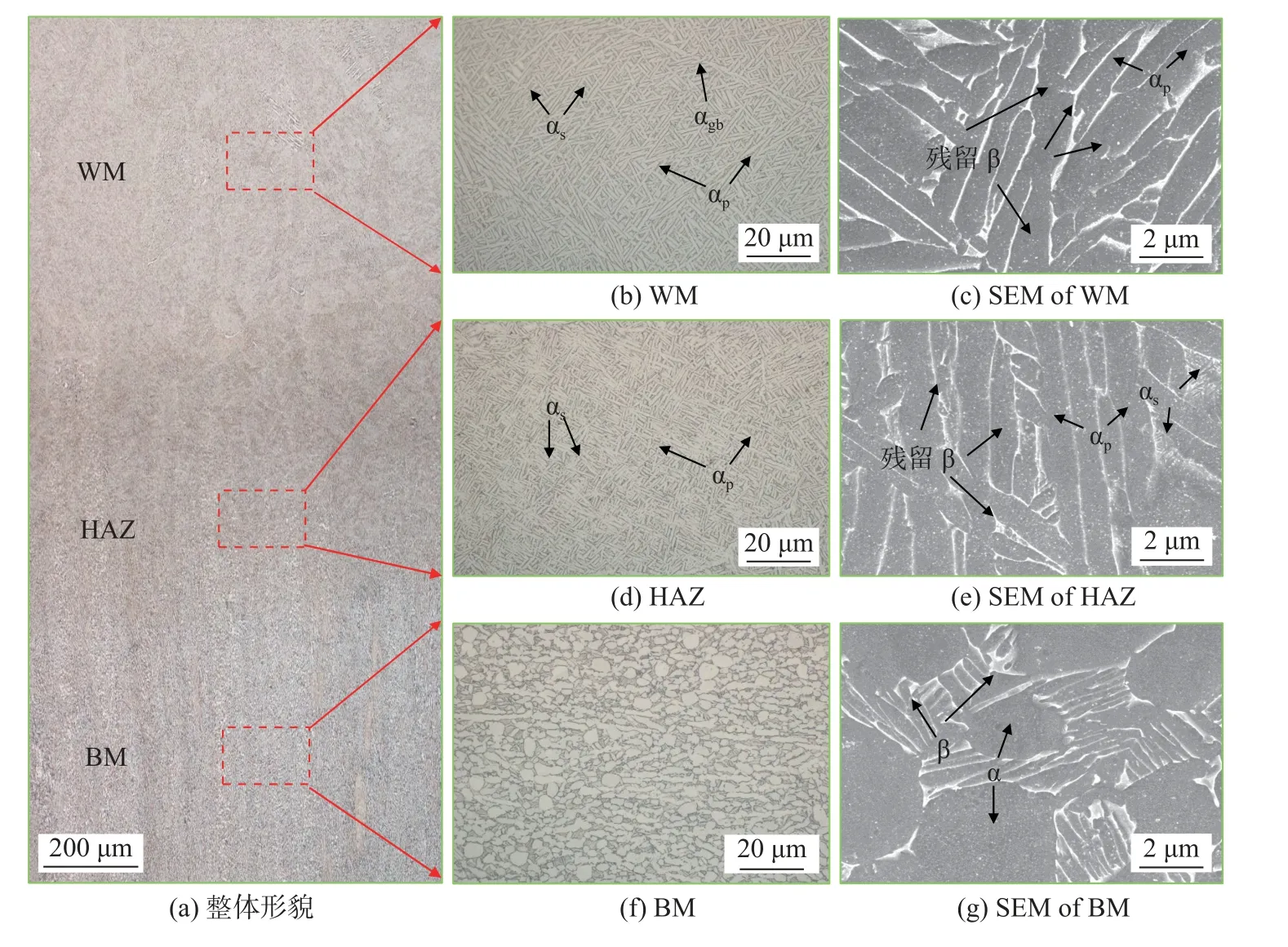
图3 热处理焊接接头微观组织形貌Fig.3 Microstructure of welded joint with heat treatment.(a) overall micromorphology;(b) WM;(c) SEM of WM;(d)HAZ;(e) SEM of HAZ;(f) BM;(g) SEM of BM
经过热处理后的焊接接头焊缝区则由大量晶界αgb相、初始αp相、次生αs相和点状分布的残留β 相构成;热影响区几乎全部由尺寸更加细小次生αs相、少量初始αp相及残余β 相构成,魏氏组织已经消失不见;经过热处理的母材组织除了呈现出双态形貌特点外,还发现等轴状的α 相含量明显增加,β 相也变得更加细小且含量也略有提高.两组焊接接头各区域的微观尺度也有较为明显的区别,热处理态焊接接头中的焊缝区与热影响区中的α'马氏体长径比较小,焊缝区中原始β 相晶界宽度也明显窄于焊态焊接接头中焊缝区原始β 相晶界.
图4 为2 组焊接接头焊缝区的晶粒组织形貌和晶界取向图,其中图4a 和图4b 是焊态焊接接头中焊缝区的晶粒形貌和取向图,图4c 和图4d 是热处理焊接接头焊缝区的晶粒形貌和取向图.在观察组织形貌时发现存在两种不同类型的原始β 晶界,即连续晶界和非连续晶界,刘宁[12]和李雷等人[13]也发现了此种情况,非连续晶界是因为热处理态焊接接头在随炉冷却过程中,焊缝区域的冷却速度较慢,产生的过冷度较小,使得晶核只能在晶界产生并长大成晶界αgb,由于生长速度也较慢,形核驱动力不足以形成连续的晶界;而连续晶界则是从β 相高温区冷却,温度较高,有足够的时间和形核驱动力使得初生αp相在晶界形核长大并生长为连续的晶界.
2 组焊缝中不同取向组织相互交织分布,有各向异性特征的板条阻碍裂纹扩展的能力比具有各向同性特征的板条更强,这样有利于抑制裂纹的扩展,改善材料的韧性[14-15].通过对比可以发现经过热处理后焊缝区的针状片层组织厚度明显增加,长径比减小.相关文献[16]表明片层相的形貌会影响合金的性能,片层相的厚度增加会导致抗拉强度及硬度降低.
图4b 和图4d 中的绿线代表2°~ 15°的小角度晶界,黑线代表大于15°的大角度晶界.由图可见,热处理态焊接接头中的大角度晶界比例略大,2 组焊接接头焊缝区的晶界取向差统计分布结果如图5 所示.
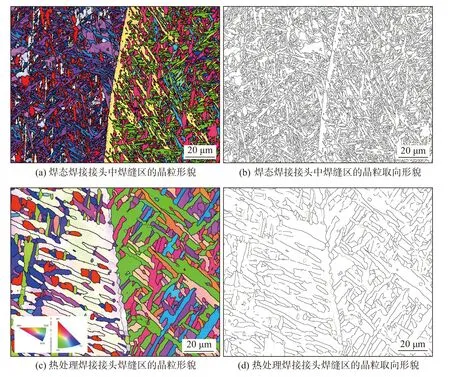
图4 焊缝金属EBSD 图Fig.4 EBSD orientation images of welded metal.(a) grain morphology of welded metal without heat treatment;(b)grain orientation diagram of welded metal without heat treatment;(c) grain morphology of welded metal with heat treatment;(d) grain orientation diagram of welded metal with heat treatment
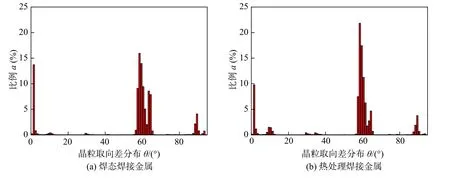
图5 晶粒间的取向差分布Fig.5 Misorientation angle distribution diagram.(a) welded metal without heat treatment;(b)welded metal with heat treatment
经过计算得出焊态焊接接头中焊缝区中晶粒间的取向差大于15°的大角度晶界占比约81.78%,其中在55.5°~ 66.5°之间分布的约70.67%;热处理态焊接接头焊缝中晶粒间的取向差大于15°的大角度晶界占比约为85.20%,其中在55.5°~66.5°之间分布的约74.27%.据相关文献[17]记载,冲击韧性与其晶粒间取向差分布密切相关,大角度的晶粒间取向分布可以有效阻止微裂纹在晶内扩展;而微裂纹在小角度取向分布的晶粒间扩展时,仅需要稍微偏转角度即可实现.因此,上述测试结果可以预示出热处理态焊接接头的冲击韧性数值会略高.
为了确定2 组焊接接头焊缝区域的物相构成,采用XRD 测试技术对焊缝物相构成进行分析测试,结果如图6 所示,2 组焊接接头焊缝区域均由密排六方(HCP)晶体结构组成,没有发现体心立方晶格(BCC) 和斜方晶格结构,即没有发现α''或ω相.同时,根据晶格常数比c/a并结合上文微观组织分析可以确定焊态焊缝中主要由α'马氏体组成,且主强峰都一致的出现在2θ=40.5°处,还有少量极弱的多角度α 相衍射峰.

图6 焊缝区XRD 图谱Fig.6 XRD pattern of welded metal
热处理态焊缝中α 相衍射峰中心角度位置与焊态焊缝中α'马氏体一致,另外还发现了较为明显且尖锐的β 相(110)衍射峰,并且衍射峰向右偏移,这是由于在热处理过程中,非平衡态α'马氏体转变成β 相,并在随后的随炉冷却过程中得以残留.
衍射峰向右偏移说明经过热处理后的焊缝组织晶格常数变小,晶面间距也随之减小[18],随着从β 相冷却将会使得α 相在β 相晶界处形核,并向β 相晶内沿着某一位向生长,也表明热处理增加了焊缝的固溶度.
图7 显示了2 组焊接接头整体显微硬度分布,总体均呈现出焊缝区>热影响区>母材区的分布规律.焊接接头的硬度分布与其组织构成和相含量有着密切联系,由于α'马氏体内具有高密度的位错和孪晶[19],从而可以产生相当数量的晶界,因此它的硬度会显著高于其它相,从而2 组焊接接头中α'马氏体含量最多的焊缝区较热影响区和母材区域硬度高.

图7 焊接接头硬度分布Fig.7 Microhardness distribution of welded joints
2 组焊接接头的对应区域硬度数值略有差异,经过热处理的焊接接头整体显微硬度数值要低于焊态焊接接头.在硬度载荷加载过程中,载荷会使位错滑移到晶界处而造成位错的塞积,而晶界对位错运动又会有明显的阻碍作用,随着载荷的增加,位错塞积的密度随之增大,并伴随应力集中的产生,当集中的应力可以克服晶界阻碍作用时,应力将会释放产生塑性变形导致相邻晶粒组织的位错运动,在相邻晶粒组织间的晶界发生交割而使材料硬化[20].由于热处理态会降低位错密度[21],因此热处理态焊接接头中焊缝区及热影响区的位错密度较焊态焊接接头相应区域的低,使得热处理态焊接接头各区域的硬度低于焊态焊接接头,同时从上文的片层相形貌分析中也验证了上述分析结果.
表3 为TC4 钛合金母材及2 组焊接接头的室温拉伸及冲击性能试验结果,经过热处理的焊接接头抗拉强度略低,而断后伸长率及室温冲击性能数值均高于焊态焊接接头和母材.

表3 母材及焊接接头拉伸及冲击性能Table 3 Tensile and impact properties of titanium alloy base metal and welded joints
图8 分别为焊态和热处理态拉伸试样的断口低倍和高倍SEM 形貌,两组焊接接头断裂前均发生较明显的颈缩现象,焊态焊接接头的拉伸断口呈微孔聚合的特征,韧窝较深且大,撕裂棱较明显,这也说明焊态焊接接头在拉伸过程中的变形较小,与其断后伸长率较低的测试结果吻合.而在热处理态焊接接头断口上可以观察到大量由撕裂唇包围的均匀且深的韧窝,具有典型的穿晶断裂特征,呈微孔聚合韧性断裂,且塑性变形较为充分,这与其断后伸长率较高的测试结果一致.

图8 拉伸试样断后组织形貌Fig.8 Microstructure and morphology of tensile specimens after fracture.(a) macroscopic morphology of tensile test specimen without heat treatment;(b) macroscopic morphology of tensile test specimen with heat treatment;(c)low appearance of welded joint without heat treatment;(d) low appearance of welded joint with heat treatment;(e) high appearance of welded joint without heat treatment;(f) high appearance of welded joint with heat treatment
焊接接头经过退火热处理后,焊缝中原有的魏氏组织会转变为α 相网篮组织,晶界破碎甚至消失,晶界对滑移的阻碍作用削弱,使得滑移距离增加,塑性获得显著提升[22];同时,强度更高的α'马氏体转变为粗化的α+β 相,使得拉伸强度降低.此外,单个α 集束内交织的粗细片层组织引发裂纹扩展方向发生偏移,对裂纹扩展具有明显的阻碍作用,有利于提高焊缝的塑性[23].
图9 为2 组缺口在焊缝中心的室温冲击试样断后的宏观与微观组织形貌.其中图9a 为焊态焊接接头冲击试样断口宏观形貌,河流状花样明显,属于解理断裂,韧性较差;而图9b 为热处理态焊接接头冲击试样断口宏观形貌,发现了剪切唇和韧性断裂特征,具有较好的冲击韧性.
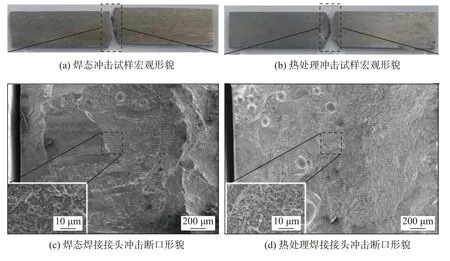
图9 冲击试样断后组织形貌Fig.9 Microstructure and morphology of impact test specimens after fracture.(a) macroscopic morphology of impact specimen without heat treatment;(b) macroscopic morphology of impact specimen with heat treatment;(c)impact fracture morphology of welded joint without heat treatment;(d) impact fracture morphology of welded joint with heat treatment
图9c 与图9d 分别为焊态和热处理态接接头冲击断口特征区域微观组织形貌.图9c 中的试样启裂区断口主要由撕裂韧窝组成,图9c 中选定区域高倍显微组织的冲击试样断口由大量小韧窝组成;图9d 中的试样启裂区断口全部由剪切韧窝组成,并且热处理态焊接接头冲击断口的启裂区较焊态焊接接头冲击断口的起裂区宽度较大,图9d 中选定区域高倍显微组织的冲击试样断口韧窝较大且分布较均匀.
邵晖等人[24]研究表明,冲击韧性与片层组织的厚度密切相关.经过退火处理后的焊缝组织以αp及αs相片层组织为主,在片层之间还存在少量的点状分布的残余β 相和晶界αgb相.在试样冲击过程中,在粗细片层和α/β 界面裂纹扩展方向易发生偏转,导致扩展路径曲折;同时,αp/αs界面间残留β 相的存在,能够保证晶界两侧在几何协调性因子较低的条件下仍能够进行滑移传递.另外,当焊接接头被加热至850 ℃并保温,在随后的缓慢随炉冷却过程中导致了亚稳相的形成、分解,大量的亚稳相作为α 相形核的质点,从而使α 相的形核率大幅提高,大量细密次生αs相的析出截断了初生αp相板条,使α 板条的长径比减小.同时,次生αs相含量的提高使晶粒内发生更多的分割,这些分割降低了位错的交滑移频率[25-26],使晶内位错的容纳能力增大,从而可以提高焊接接头冲击韧性.
3 结论
(1) 2 组焊接接头各区域的微观尺度也有较为明显的区别,经过热处理后的焊接接头焊缝区由大量晶界αgb相、初始αp相、二次αs相和点状分布的残留β 相构成;热影响区几乎全部由尺寸更加细小二次αs相及残余β 相构成,魏氏组织已经消失不见,热处理态焊接接头中的焊缝区与热影响区中的α'马氏体长径比较小,焊缝区中原始β 相晶界宽度也明显窄于焊态焊接接头中焊缝区原始β 相晶界,并发现αp/αs界面间残留β 相的存在,可以有效保证焊缝的塑韧性.
(2)焊态焊接接头中焊缝区中晶粒间的取向差大于15°的大角度晶界占比约81.75%;热处理态焊接接头焊缝中晶粒间的取向差大于15°的大角度晶界占比约为85.20%;焊态焊缝中主要由α'马氏体组成,还有少量极弱的多角度α 相衍射峰,热处理态焊缝中α 相衍射峰中心角度位置与焊态焊缝中α'马氏体一致,另外还发现了较为明显且尖锐的β 相衍射峰.
(3) 2 组焊接接头整体显微硬度分布总体均呈现出焊缝区>热影响区>母材区的分布规律,2 组焊接接头的对应区域硬度数值略有差异,经过热处理的焊接接头整体显微硬度数值要低于焊态焊接接头;焊态和热处理态的焊接接头分别在拉应力加载至928 MPa 和917 MPa 时分别在母材和热影响区位置发生断裂;经过热处理的焊接接头断后伸长率及室温冲击性能数值均高于焊态焊接接头和母材.
