尖角磁场极性对双钨极氩弧焊电弧形态和焊缝特征的影响
2023-05-16刘润涛朱言利王泽力刘黎明
刘润涛,朱言利,王泽力,刘黎明
(大连理工大学 辽宁省先进连接技术重点实验室,大连,116024)
0 序言
双钨极氩弧焊(Twin-electrode TIG,T-TIG)作为一种新型焊接方法,具有独特的钨极结构,由两台电源供电,在两个钨极之间形成一个耦合电弧,具有自动化程度高、适应性强、生产成本低等优点,正在被越来越多的研究者重视[1-3].研究表明TTIG 比传统TIG 电弧具有更低的电弧压力和更稳定的熔池特征[4].同时在大电流焊接时,由于TTIG 的电弧压力较小,能有效地减小熔穿、驼峰等缺陷,从而实现高效焊接[5-6].然而,T-TIG 电弧比较发散,能量利用率较低,焊接熔深浅.因此,有必要优化T-TIG 能量分布,进一步提高其生产效率.
外加磁场具有成本低,安装灵活、可靠性高等优点,在改善电弧能量分布方面有很大优势[7-9].LIU 等人[10-11]将尖角磁场作用于K-TIG (Keyhole TIG),结果表明尖角磁场可以使K-TIG 电弧形态约束为椭圆形,提高电弧电压及降低热输入.ZHU 等人[12-13]通过将自行设计的尖角磁场作用于T-TIG,发现外加磁场能够有效增强小电流T-TIG 的公共导电通道特性,以及优化大电流T-TIG 电弧的能量分配,从而提高焊丝熔敷率.然而,现有的研究大都集中在磁场对单电极电弧或其熔池的影响,而对TTIG 的影响也只是通过单一极性磁场对其电弧进行调控,利用变极性磁场对T-TIG 进行调控的研究并没有提及,因此通过对T-TIG 施加两种不同极性的尖角磁场,进而研究其对T-TIG 电弧形态和焊缝特征的影响.
1 试验方法
1.1 试验系统
图1 为尖角磁场辅助T-TIG 焊接系统示意图,系统主要由两台焊接电源、磁控装置(包括励磁电源、励磁线圈)及摄像装置组成.两台电源分别对两把焊枪供电,并独立可调,同时通过自行设计的夹具对焊枪进行夹紧,可以调整焊枪角度,高度和钨极间距.焊接采用平板堆焊的形式,母材选用规格为100 mm × 100 mm × 8 mm 的Q345 钢,母材化学成分见表1.保护气体为纯Ar 气,气体流量为12 L/min,具体焊接工艺参数见表2.
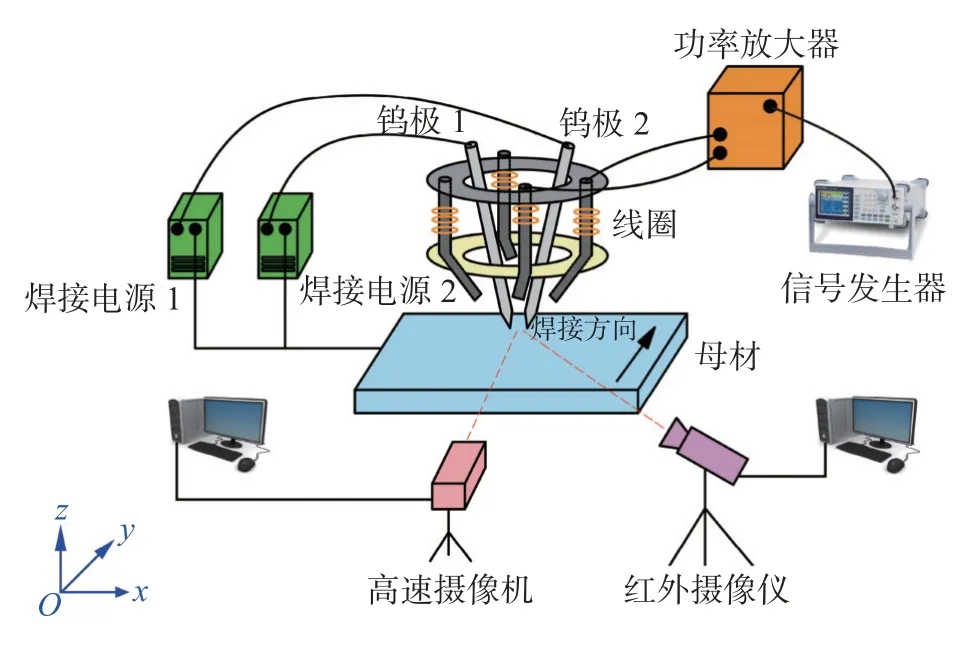
图1 焊接系统示意图Fig.1 Schematic diagram of welding system

表1 母材化学成分(质量分数,%)Table 1 Chemical composition of base metal
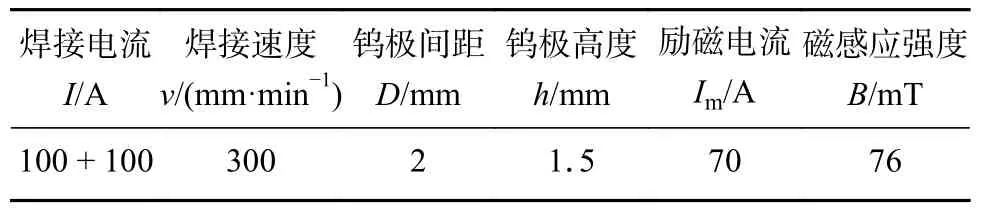
表2 焊接工艺参数Table 2 Welding process parameters
焊接过程中利用MS50K 高速摄像机对电弧形态进行采集,参数设置为曝光时间400 μs,采集窗口大小320 pixel × 240 pixel,帧频2 000 帧/s.同时利用非接触式SAT-G95 红外摄像仪对焊接过程中焊缝平均温度进行采集,该设备具有选区测温和实时采集功能,设置测距为1 m,辐射率为0.84,环境温度设定为15 ℃.
1.2 磁发生装置
图2 为磁发生装置,采用的线圈匝数为6 匝,线圈内置直径为8 mm 的铁芯,外加磁场的磁场强度可以通过改变励磁电流进行调节.励磁线圈中的磁场将通过底部的四个厚度为4 mm 导磁杆引至焊接电弧,利用高斯计测量导磁杆端部的磁感应强度,尖角磁场加入到电弧中,与焊接电流相作用,从而控制焊接电弧和熔池流动行为.同时线圈内通以循环水,防止大电流条件下线圈过热.

图2 磁发生装置Fig.2 Magnetic generating device
通过变换极性来形成两种不同方向的尖角磁场,如图3 所示,按平行于钨极排列方向(x轴)上磁场分布的不同,分为正极性尖角磁场(图3a)和负极性尖角磁场(图3b),即沿x轴方向磁场分布为顺时针是正极性尖角磁场,沿x轴方向磁场分布为逆时针是负极性尖角磁场,从而探究其对T-TIG 电弧形态和焊缝特征的影响规律.

图3 不同极性的磁场示意图Fig.3 Schematic diagram of magnetic fields of different polarities.(a) positive cusp magnetic field;(b)negative cusp magnetic field
2 试验结果与分析
2.1 尖角磁场极性对T-TIG 电弧形态的影响
图4 是从xOz面和yOz面观察到的T-TIG 电弧形态.经过施加正极性尖角磁场(图4c),耦合电弧在xOz面出现了整体收缩现象,电弧宽度减小.通过表3 的电弧尺寸可以发现,电弧宽度由原来的9.97 mm 变成了8.27 mm,减小了17.1%.施加负极性尖角磁场(图4e) 后,耦合电弧整体扩张,电弧宽度达到10.95 mm,增加9.8%;另外经过正极性尖角磁场(图4d) 的施加,耦合电弧在yOz面进行了整体扩张,电弧尺寸由初始的8.39 mm 变为10.13 mm,增大20.7%.施加负极性尖角磁场(图4f)后,耦合电弧在该面有了整体压缩现象,电弧宽度变为7.15 mm,减小14.8%.可以发现,经过正极性尖角磁场的施加,T-TIG 电弧宽度在xOz面和yOz面的变化程度都要比负极性尖角磁场的大.
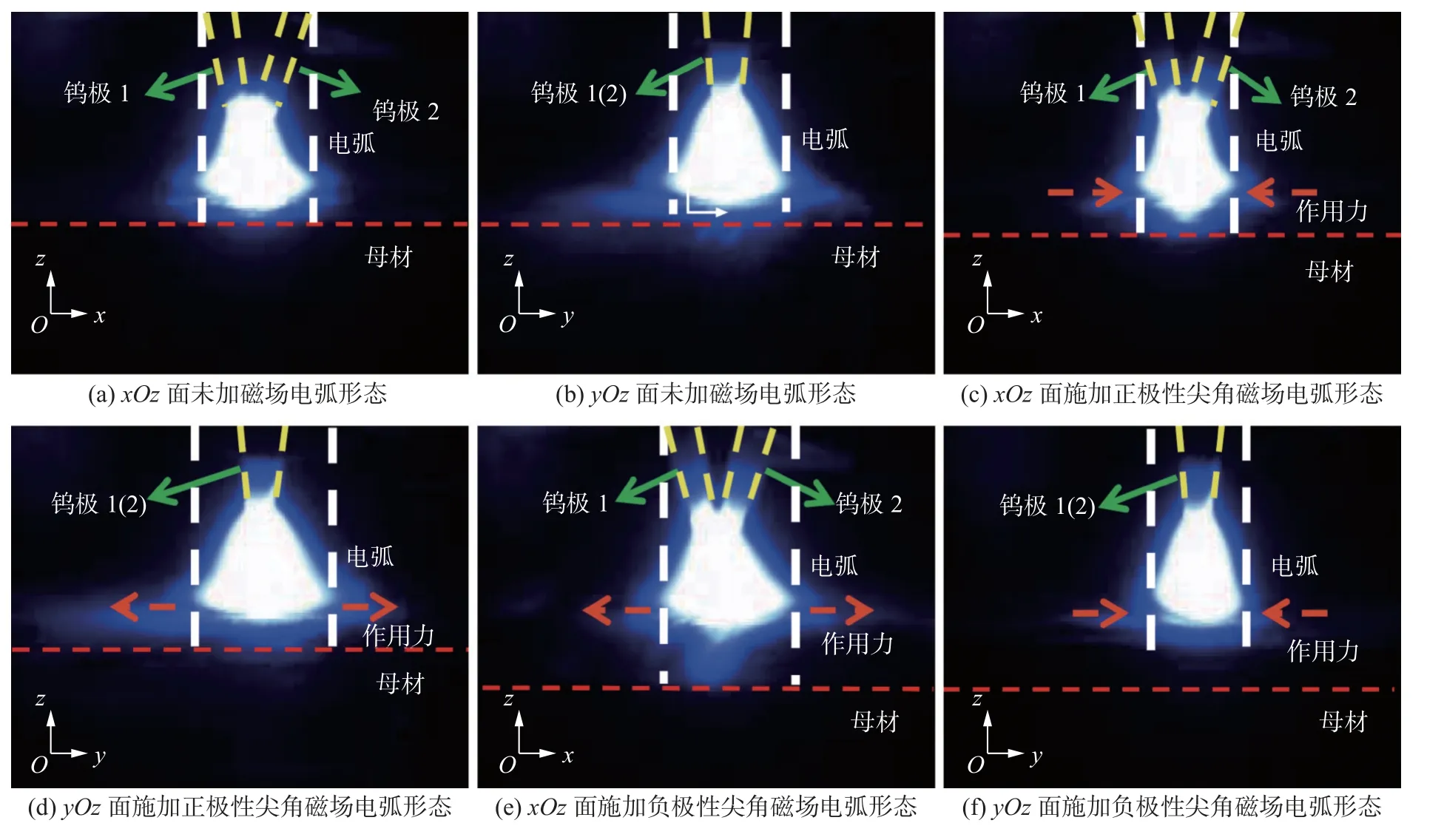
图4 T-TIG 电弧形态变化Fig.4 Morphological change of T-TIG arc.(a) arc shape of xOz surface without magnetic field;(b) arc shape of yOz surface without magnetic field;(c) arc shape of xOz surface with positive cusp magnetic field;(d) arc shape of yOz surface with positive cusp magnetic field;(e) arc shape of xOz surface with negative cusp magnetic field;(f)arc shape of yOz surface with negative cusp magnetic field

表3 电弧宽度Table 3 Arc width mm
通过上述试验现象,可以发现尖角磁场对TTIG 的电弧形态有影响,因此构建电弧物理模型对其进一步解释,并采用正极性尖角磁场进行说明.图5 显示了双钨极与尖角磁场之间的相对位置以及各自产生的磁场,其中B代表T-TIG 各电极产生的自感应磁场,而BA代表外部施加的尖角磁场,假设电流方向垂直纸面向外,则根据安培定则,电流产生的磁场方向为逆时针.
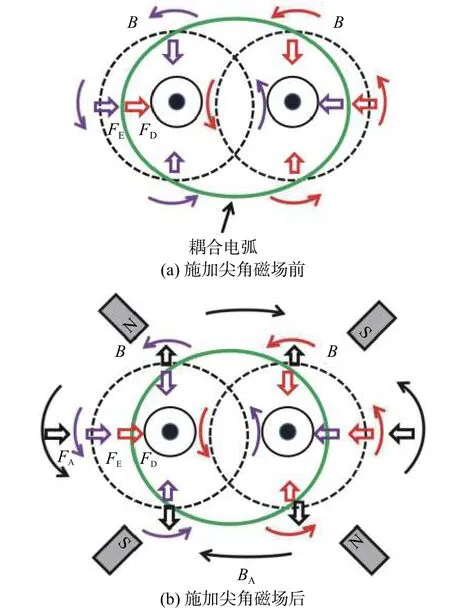
图5 施加尖角磁场前后T-TIG 磁场分布示意图Fig.5 Schematic diagram of T-TIG magnetic field distribution before and after applying a cusp magnetic field.(a) before applying cusp magnetic field;(b) after applying cusp magnetic field
对于T-TIG 来说,首先受到自感应磁场产生的自磁收缩力FE作用,可以表示为[12]
式中:I为各电极电流;r为带电粒子的位置;J(r)为电流密度;B(r)为自感应磁通密度;μ0为自由空间磁导率;R为弧柱半径;σI为焊接电流的分布系数;FE指向电弧中心,维持电弧在固定的位置.TTIG 的每一个电极也受到来自另一个电极的作用力FD影响,可以表示为[14]
式中:ID为另一个电极的电流;BD为另一个电极的磁通密度;D为两个电极之间的距离;FD指向耦合电弧的中心轴,从而使得两个电弧具有向中心轴聚集的趋势.每个电极还受到外部尖角磁场产生的作用力FA,可以表示为
式中:BA为外部磁通密度.尖角磁场产生的作用力FA加强了T-TIG 电弧左右侧的电磁收缩力,同时减弱了其前后侧的电磁收缩力,所以使T-TIG 电弧左右侧被压缩,前后侧出现扩张.这与正极性磁场使电弧在xOz面压缩,在yOz面扩张,而负极性磁场使电弧在xOz面扩张,在yOz面压缩的现象符合.
2.2 尖角磁场对T-TIG 焊接温度场的影响
尖角磁场使T-TIG 电弧形态产生变化,导致电弧能量分布改变,表现为电弧作用到焊缝上,使焊缝温度场产生改变,因而可以通过研究焊缝温度场的变化来间接说明尖角磁场对T-TIG 焊缝特征的影响.为了使表征结果具有针对性,采取对T-TIG施加正极性尖角磁场来完成温度场测量操作.如图6所示,电弧熄灭3 s 后利用红外摄像仪进行拍摄,在焊缝上等距选取三个位置,沿着母材至焊缝再到母材的方向进行温度值测量,从而获得图7 所示的温度变化曲线.
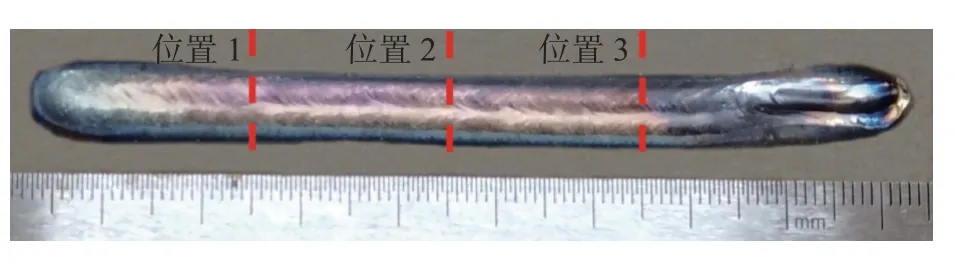
图6 位置分布示意图Fig.6 Location distribution diagram
从位置1 温度变化(图7a) 来看,经过施加正极性磁场后,温度分布呈现向中心靠拢的现象;位置2 温度变化(图7b) 表明,经过正极性磁场的施加,曲线变得更加陡峭,温度梯度变大;位置3 温度变化(图7c)说明磁场使温度分布曲线有了明显的收缩,曲线整体斜率变大.

图7 焊缝不同位置温度曲线Fig.7 Temperature curves of different positions of the weld.(a) temperature curve at position 1;(b) temperature curve at position 2;(c) temperature curve at position 3
可以看出,经过正极性磁场的施加后,三个位置的温度曲线都有了整体收缩的趋势,同时曲线尖端更加突出,表示尖角磁场使温度分布更加集中,这与正极性尖角磁场在xOz面对T-TIG 进行压缩的特性符合(图4c).
2.3 尖角磁场极性对T-TIG 焊缝成形的影响
图8 为不同极性的尖角磁场作用于T-TIG 的焊缝横截面对比.从焊缝截面来看,经过对T-TIG施加尖角磁场后,焊缝熔深有了不同程度的变化.未施加磁场时焊缝熔深为1.94 mm(图8a),经过正极性尖角磁场的施加之后,焊缝熔深达到2.66 mm(图8b),增长37.1%,熔宽基本变化不大.经过对TTIG 施加负极性尖角磁场后,焊缝熔深变为1.89 mm(图8c),无明显变化,熔宽有所提高.因此,正极性尖角磁场更有利于焊缝熔深的增加.

图8 焊缝横截面对比Fig.8 Weld cross section comparison.(a) no magnetic field applied;(b) apply positive cusp magnetic field;(c) apply negative cusp magnetic field
熔深的改变主要是由于作用在熔池表面的力的效果,而作用力中起关键作用的是电弧压力.耦合电弧中心轴上的电弧压力Py=0可以表示为[15-16]
式中:ρ表示等离子体密度;vy=0为等离子体流速;Jy=0表示耦合电弧中轴线上的电流密度;e表示电子电量;k表示玻尔兹曼常数;T为电弧等离子体温度;me表示电子质量;ne为电子密度;E表示电场强度;λ为自由程.
可见,电流密度与电子密度和电场强度强相关,而外加正极性尖角磁场单侧压缩了T-TIG 电弧,提高了中心区域电子密度[12],同时Liu 等人[11]的研究证实了电弧被单侧压缩后,电弧电压增加,由式(9)可得电流密度提高,结合式(7)和式(8)可知电弧压力增加,进而增加T-TIG 对母材的冲击作用,有利于提高熔深.
2.4 尖角磁场极性对T-TIG 组织影响
图9 为不同尖角磁场下T-TIG 热影响区和焊缝区组织.在热影响区组织中,除了存在铁素体(F)和珠光体(P)外,同时在晶界处存在羽毛状的上贝氏体组织(UB),另外相比于未加磁场的晶粒,平均晶粒大小为78.27 μm,而施加正极性磁场后平均晶粒大小为53.63 μm,施加负极性尖角磁场后平均晶粒大小为50.66 μm,可见两种磁场下的晶粒大小都有了较小程度的细化(图9c、图9e);焊缝区的组织基本与热影响区一致,主要为铁素体、珠光体与上贝氏体组织,无明显变化.未加磁场时焊缝区平均晶粒大小为120.97 μm,施加正极性磁场后平均晶粒大小为118.28 μm,施加负极性磁场后平均晶粒大小为118.38 μm,作用两种尖角磁场后,焊缝区晶粒大小无明显变化(图9d、图9f).
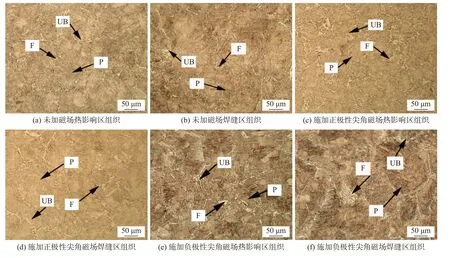
图9 显微组织形貌对比Fig.9 Microstructure and morphology comparison.(a) microstructure of heat affected zone without magnetic field;(b)microstructure of weld zone without magnetic field;(c) microstructure of weld zone with positive cusp magnetic field;(d) microstructure of weld zone positive cusp magnetic field;(e) microstructure of heat affected zone with negative cusp magnetic field;(f) microstructure of weld zone with negative cusp magnetic field
2.5 能量利用效率的定量分析
根据3 种焊接模式下的焊缝截面可以发现,焊缝熔深有了变化,说明单位时间内由热源提供的能量有所改变,因此采用能量利用效率Em来定量进行表征,表示为[17]
式中:Em表示能量利用效率;v为焊接速度;S为接头横截面积;ρ为材料密度;c为比热容;Tm为熔点;T0为室温;H为熔化潜热,从而得到表4 中数据.

表4 能量利用效率相关参数Table 4 Parameters related to energy utilization efficiency
可以发现,施加正极性尖角磁场后,能量利用效率比未施加时提高了31.6%,而施加负极性磁场后,能量利用效率改变了5.3%,无明显变化.这是因为正极性尖角磁场使能量更为集中,增加了焊缝熔深,单位时间内熔化母材更多,接头横截面积提高,因而能量利用效率更大.
3 结论
(1)T-TIG 耦合电弧受到来自外部尖角磁场产生的作用力,从而正极性磁场使电弧在xOz面压缩,在yOz面扩张,负极性磁场正好相反.综合两种磁场对T-TIG 电弧在xOz面和yOz面的影响,正极性磁场对电弧形态的影响更显著.
(2)外加尖角磁场使T-TIG 温度场更集中,同时对T-TIG 施加正极性磁场,可以使焊缝熔深增加37.1%,而施加负极性磁场后熔深无明显变化.两种磁场对T-TIG 焊接热影响区组织有细化作用.
(3)施加正极性磁场可以提高能量利用效率,与未施加时相比增加31.6%,而施加负极性磁场后能量利用效率无明显变化.
