提高RH生产效率实践
2023-02-15刘佳铭金宏斌杨鑫赵晨光崔国亮
刘佳铭,金宏斌,杨鑫,赵晨光,崔国亮
(鞍钢股份有限公司炼钢总厂,辽宁 鞍山 114021)
鞍钢股份有限公司炼钢总厂三分厂(以下简称“三分厂”)有两座单处理位175 t RH,分别于1999年和2006年建成投产,设计产能均为120万t/a,实际产能达到100万t/a。2019年4月,生产断面宽度为1 280 mm的超低碳钢种时,因单台RH处理时间远大于铸机浇注时间,为保证机前恒拉速浇注,只能使用两台RH交替生产供一台铸机,但这种生产模式不能满足三分厂的品种和产量规模要求。为实现每台RH增加产能20万t/a这一目标,必须压缩RH作业时间,将生产模式改为一台RH供一台铸机生产,因此,需要对两座RH进行设备升级改造,进而提高其生产效率,保证生产的顺行。
1 存在的问题
分析造成三分厂RH处理时间较长,生产效率低,与铸机节奏不匹配的主要原因如下:联通管的直径小,环流量小;现有的提升气体流量较小,最大仅为150 m3/h;在钢包旋转台两侧90°的位置进行扣、揭盖,操作复杂,增加作业时长;真空泵降温能力不足,真空度达到标准的时间较长,且真空泵较不稳定;真空料斗系统下料速度慢、精度差。因此,对RH环流管、RH真空泵系统、RH真空下料系统及钢水罐揭盖机等进行升级改造。
2 改造措施
2.1 环流管参数优化
优化环流管相关参数是提高钢液循环流量的有效途径之一[1-2],即增加通氩支管数,增大环流管内径[3-4]。三分厂原RH环流管内径为550 mm,通氩支管分2排布置,共12路,氩气流量低,并且压力不稳。将环流管的通氩支管增加到14路以提升气体控制,同时将环流管内径增大到620 mm,且在每个支路上设有流量及压力检测和控制装置。优化后,提升气体最大流量从150 m3/h增加到250 m3/h,能使更多的钢水被带入真空室中,从而增加循环流量,加强钢水搅拌均匀性。而且,增加氩气吹入量会增大真空室中参加碳氧化学反应的反应界面面积[5],从而加快脱碳反应速率。
2.2 真空泵系统改造
原真空泵实际抽气能力为700 kg/h,真空室真空度能够在8 min内降至0.2 kPa以下,但系统较不稳定。对真空泵改造,将实际抽气能力提升至800 kg/h,目的是将抽真空时间降至6 min左右(比原来缩短2 min),同时真空度降至0.1 kPa以下。选取改造前后各10罐钢水,对比真空度降至标准状态的时间,见图1所示,改造后抽真空平均时间由7.42 min降至5.32 min,并且抽真空能力趋于稳定。
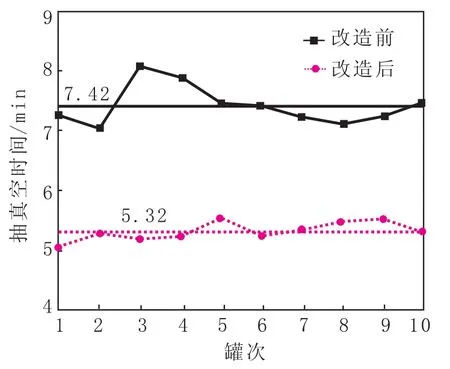
图1 改造前后抽真空时间对比Fig.1 Comparison of Vacuuming Time before and after Upgrading
2.3 真空下料系统改造
两座RH经长期高强度使用后,真空料斗、下料柱塞、下料溜槽、水平振料器下料速度变慢,精度变差,原有电振料仓无法精确控制下料量,下料时间较长。因此,重新制作了两座RH真空仓的仓体、下料管道以及下料柱塞等,并更新1#RH的合金称量料仓电磁式进口电振装置,有效地提高了称量精准度和下料速度,下料时间缩短约1 min。
2.4 钢水罐揭盖机位置改造
原揭盖机设置在钢包旋转台两侧90°的位置,需先将钢包旋转至该处进行操作,再旋转至处理位,操作步骤复杂。改造后将揭盖机设置在钢包待机位,同时每台RH新增2台悬臂式揭盖机,待上一罐钢水处理完,可直接将下一罐钢水送至悬臂式揭盖机位置进行处理,操作工序得到简化,节约时间约2 min。
3 确定RH最佳工艺参数
改造上述RH设备后,研究不同工艺参数对脱碳效果的影响。改造前提升气体最大流量为150 m3/h,不底吹氩气,脱碳时间为20 min时,可将碳脱至20×10-6。改造后由于增大了提升气体流量,操作时间得到缩短,因此重点研究脱碳时间为15 min时,底吹氩气(流量为20 m3/h)和提升气体流量对RH处理过程中脱碳效果的影响。
3.1 底吹氩气对脱碳效果的影响
底吹氩气气泡在重力作用下上浮,能够带动钢液流动,加快钢液循环[6]。选取20罐超低碳钢水,吹入提升气体流量为150 m3/h,10罐钢液底吹氩气,10罐不底吹氩气,脱碳15 min后钢水含碳量对比如图2所示。

图2 底吹氩气和不底吹氩气时钢水含碳量对比Fig.2 Comparison of Content of Carbon in Molten Steel with Blowing Argon from Bottom of RH and No Argon Blowing from Bottom of RH
由图2可以看出,脱碳15 min,底吹氩气时钢水平均含碳量为14.8×10-6,不采用底吹氩气时为 17.3×10-6,底吹氩气后平均下降了 2.5×10-6,而且各罐次钢水含碳量波动小,脱碳效果更稳定。
3.2 提升气体流量对脱碳效果的影响
提升气体流量是影响脱碳的重要因素,增大提升气体流量能使更多的钢水被带入真空室中,从而增加循环流量。但是吹入的氩气量过大会造成真空室内壁挂钢增多,容易造成钢水增氧影响钢水质量,同时还会造成钢铁料的浪费以及下线整备困难等一系列问题。因此,一般会在确定不产生过大喷溅的条件下,将吹入的氩气量控制在一个相对的最优值,以确保合适的循环流量[7]。分别选取提升气体流量为 150、180、200、220、250 m3/h的超低碳钢水各10罐进行研究,在采取底吹氩气、脱碳15 min的条件下,提升气体流量对钢水含碳量的影响,如图3所示。
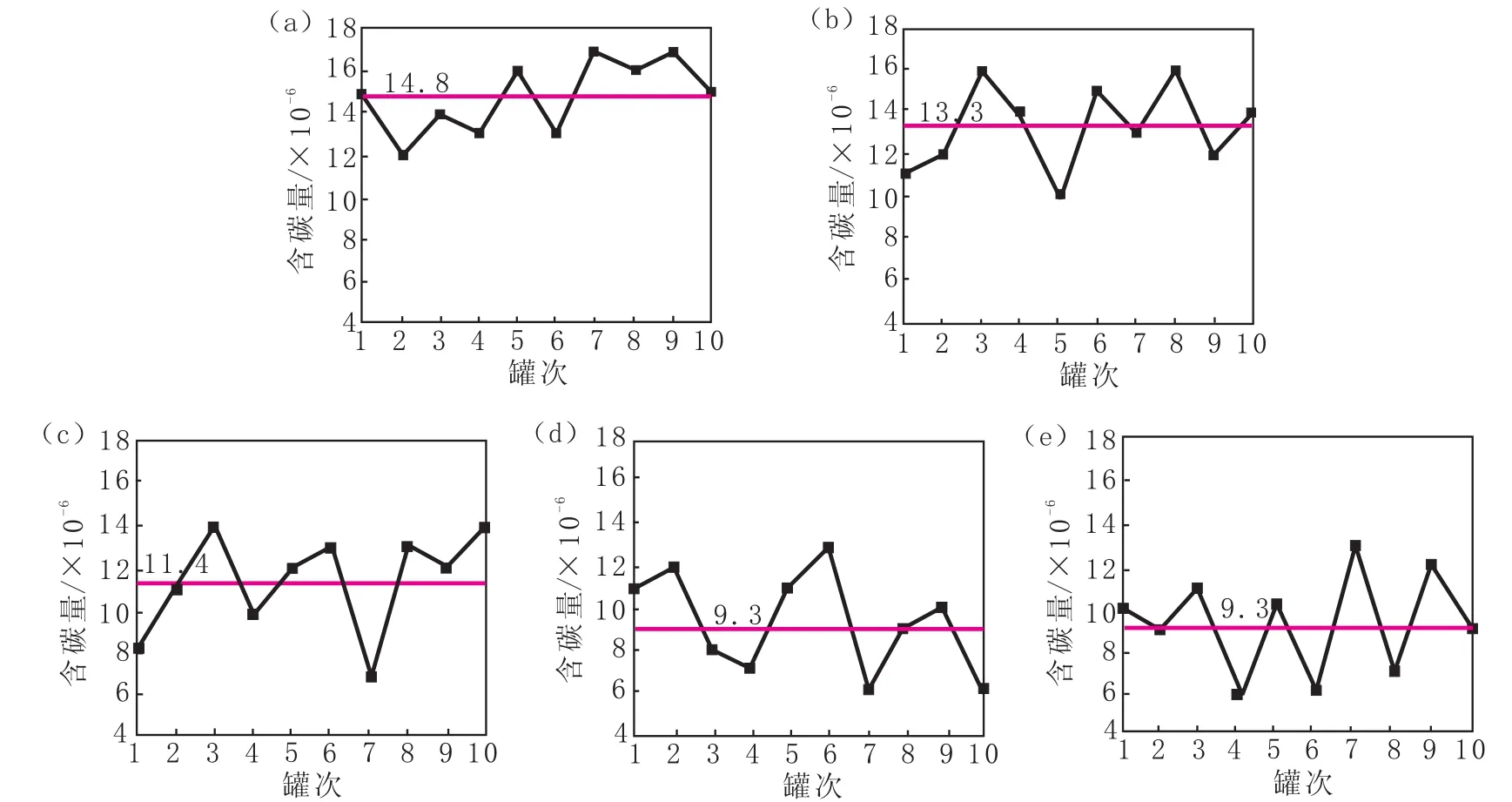
图3 提升气体流量对钢水含碳量的影响Fig.3 Effect of Increasing Gas Flow on Content of Carbon in Molten Steel
由图3可以看出,随着提升气体流量的增大,钢水含碳量降低,而且随着该流量的进一步增大(由220 m3/h增大至250 m3/h),脱碳效果提升不明显。生产实际中这两种流量下真空室内钢水的喷溅程度均不大。因此,最终确定RH最佳工艺参数为采取底吹氩气且提升气体流量为220 m3/h。
4 取得的效果
采取上述措施后,RH生产效率大幅提高。改造前后各取10罐超低碳钢水对比RH脱碳时间和处理时间,结果见图4所示。由图4(a)可知,改造后RH平均脱碳时间由21.6 min降至16.6 min,缩短了5 min,计算脱碳速率提高约23%;由图4(b)可知,RH平均处理时间由33.7 min缩短至28.0 min,缩短了5.7 min。另外,揭盖机节省RH辅助时间2 min,因此改造后RH作业时间缩短了7.7 min,提高了RH作业效率,实际生产中达到了设计产能。
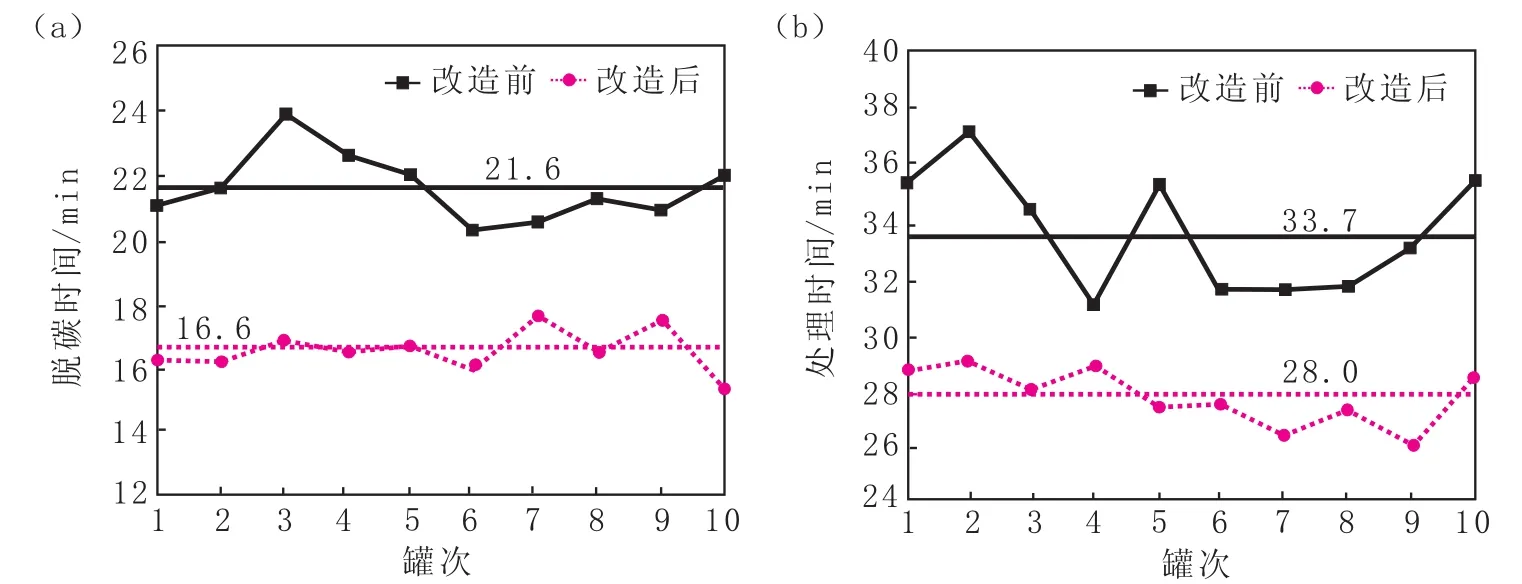
图4 改造前后RH脱碳时间和处理时间的对比Fig.4 Comparison of Decarburization Time and Treatment Time by RH Treating before and after Upgrading
5 结论
(1)环流管通氩支管个数由12路增加到14路,环流管内径从550 mm增加到620 mm,使得提升气体最大流量从150 m3/h增加到250 m3/h;
(2)将真空泵抽气能力从700 kg/h提升到800 kg/h,使得真空度由0.2 kPa快速降至0.1 kPa以下,抽真空时间缩短约2 min;
(3)重新制作真空下料系统,包括真空仓的仓体、下料管道以及下料柱塞等,并更新电磁式电振装置,缩短下料时间约1 min;
(4)直接将揭盖机设置在处理位,减少旋转到旋转台90°位置的操作工序,节约时间约2 min;
(5)上述RH设备改造后,采取底吹氩气且提升气体流量为220 m3/h,RH作业时间平均缩短了7.7 min,大大提高了RH生产效率,提高了RH产能。