基于光谱识别的LF氩气底吹自适应控制设计
2022-02-18任铁良王卫红李宝东胡中博袁祺森
任铁良 王卫红 李宝东 胡中博 袁祺森
(中钢集团鞍山热能研究院有限公司)
炼钢过程中,钢水中夹杂物是影响钢水质量的重要因素。为了降低钢水中夹杂物含量,钢包精炼炉(LF)一般采用底吹氩气(根据冶炼钢种不同还有可能吹入氮气或二氧化碳)来促使钢水中夹杂物上浮,同时还能使钢水成分和温度均匀化。吹氩过程对后续成品钢质量起着关键作用,若氩气供应不稳定就会造成后续成品钢质量差,甚至产生次品、废品,严重时出现“夹渣”质量事故。目前炼钢企业的吹氩控制相对比较简单,一般利用输送管道将氩气站产生的氩气通过阀站直接输送到钢包底部的吹氩口。当LF大于100 t时,氩气站为钢包输出两路氩气。氩气操作人员人工给定每路的氩气流量,通过LF炉盖上的窥视孔观察熔渣翻腾情况,逐渐调节每路的氩气流量,直至熔渣达到最佳翻腾状态为止。或者由PLC控制LF氩气流量,一般控制方法是不同的冶炼时段设定不同的固定流量,但是难以达到熔渣最佳翻腾效果[1-2]。
1 控制原理
基于光谱识别LF氩气底吹自适应控制系统,模拟人工经验进行LF吹氩气操作。当氩气吹入过多时,渣层下面的钢水翻腾至渣面,由于钢水温度高于渣层表面温度,钢水翻腾区域的亮度明显高于周围区域。当氩气吹入过少时,渣层下面的钢水翻腾不出渣面,由于渣层表面温度低于其下的钢水温度,吹氩区域渣面亮度与周围区域无明显差别。通过实时检测LF炉内吹氩区域熔渣表面光谱发光强度,调整氩气流量,控制渣层表面光谱发光强度在一定范围内,既保证不裸露钢水,还能达到熔渣最佳翻腾效果,以最低的氩气消耗量获得最佳钢水搅拌效果。
2 系统设计
基于光谱识别的LF氩气底吹自适应控制系统构成见图1。在LF水冷炉盖上的人工窥视孔上方固定安装一个光谱火焰强度检测器B(简称光谱火检),光谱火检的镜头对准LF炉内氩气翻腾明显的区域,即LF 2根氩气管路入口2块透气砖上方钢水之上渣层表面的中间区域。在LF氩气站的2个支路上设有氩气流量控制调节阀、氩气质量流量计、氩气压力传感器。
光谱火检的检测信号B、氩气质量流量计的检测信号F1和F2、氩气压力传感器的检测信号P1和P2,接入可编程控制器PLC的模拟量输入模块;氩气流量控制调节阀控制信号FV1和FV2,接入可编程控制器PLC的模拟量输出模块。输入信号B、F1、P1与输出信号FV1构成一闭环控制,输入信号B、F2、P2与输出信号FV2构成另一闭环控制,构成的两闭环控制如图1中虚线连接所示。基于光谱识别的钢包精炼炉氩气底吹自适应控制系统的硬件组成如图2所示。PLC通过网络交换机与IPC工控机连接,网络交换机通讯协议为TCP/IP,网络交换机为LF控制系统共用,LF其它检测和控制信号可同时接入IPC工控机[3]。
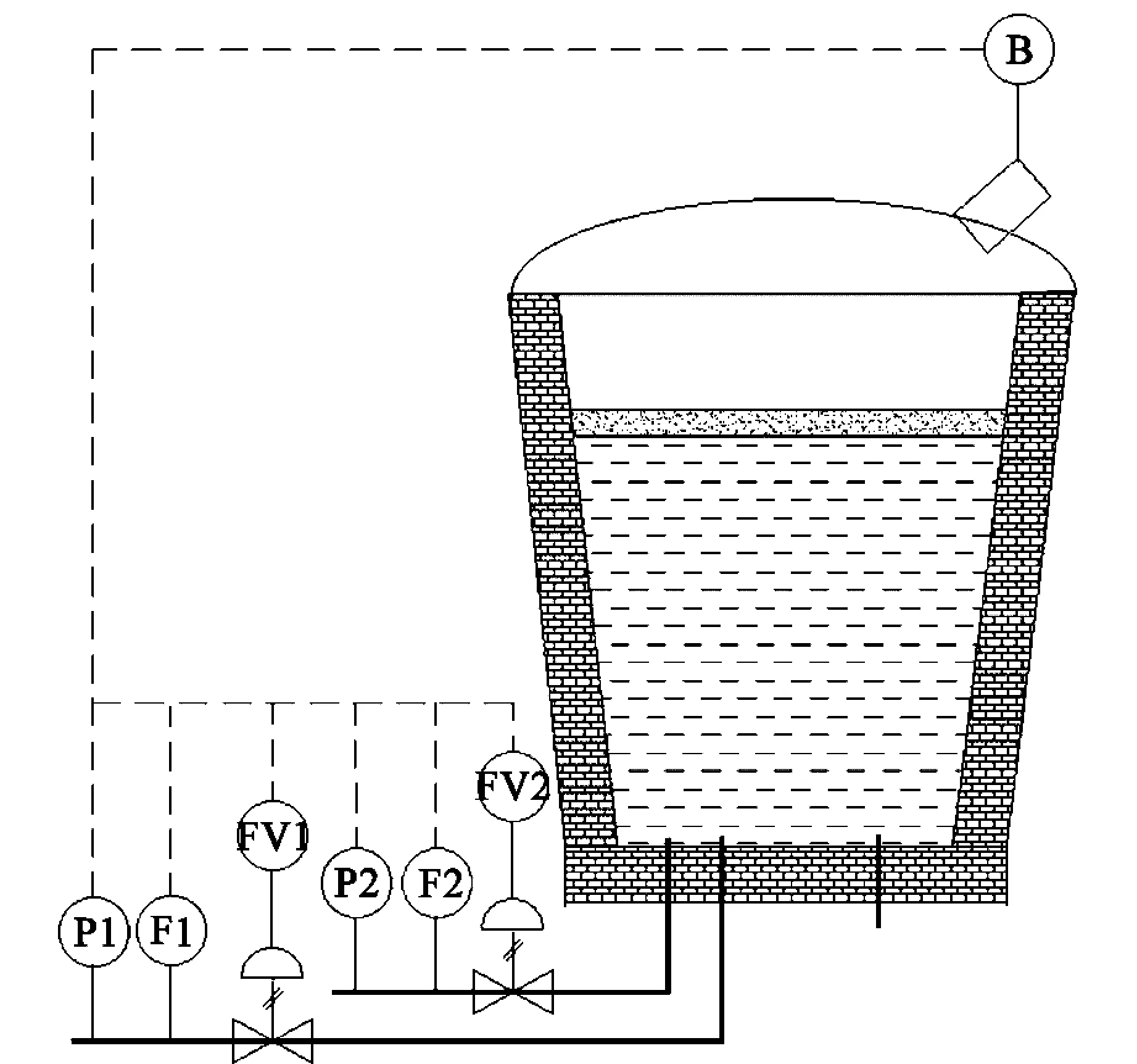
图1 LF氩气底吹自适应控制系统构成

图2 氩气底吹自适应控制系统的硬件组成
每路氩气采用单独的闭环控制,为使氩气引起的渣面翻腾效果最佳且受外界扰动(如氩气压力扰动)最小,应用串级PID控制,即PID控制有主、副两个控制回路。其中主控回路(外回路)控制渣层表面光谱发光强度,副回路(内回路)控制氩气流量, LF氩气流量PID串级控制原理见图3。
图3中所示PID1为LF第一路氩气管线的串级PID控制的主回路控制器(主PID函数块),PID2为第一路氩气管线的串级PID控制的副回路控制器(副PID函数块)。第二路氩气的串级PID控制的主副回路与第一路氩气相同,图3中未标出第二路氩气串级PID控制回路。

图3 LF氩气流量PID串级控制原理
主PID回路控制渣层表面光谱发光强度,副PID回路控制氩气流量。
主PID函数块B反馈的输入信号为实际光谱发光强度,是把检测到的LF渣层表面的光谱发光强度B信号经过输入转换后得到的。主PID函数块的给定值为给定光谱发光强度,是按LF渣层达到最佳效果标定出的,主PID函数块输出为氩气给定流量,是副回路控制的给定值。
副PID函数块F反馈输入信号为实际流量,是把检测到的氩气回路中的压力P1(或P2)、质量流量F1(或F2),经过F1/P1换算(或F2/P2换算)得到的。副函数块给定流量,即主PID函数块输出值。副PID函数块经计算、转换输出,加载给调节阀,以确保有合适的氩气流量从LF底部吹入钢水中。
当吹氩区域实际光谱发光强度由于氩气压力的降低低于给定光谱发光强度时,主PID函数块控制输出的给定流量将增加,即副PID函数块的给定流量增加,如此时实际流量未变化,则流量偏差增大,经副PID函数块调节,将增大对调节阀的控制输出,使调节阀开大,增加氩气流量。当氩气流量趋于最佳时,LF吹氩区域钢水翻腾更好,能确保钢水恰好不裸露出渣面,吹氩区域光谱发光强度增大直至趋近于给定的光谱发光强度,即实现了对光谱发光强度的稳定调节。
LF 2路氩气串级PID控制共用一个光谱发光强度检测输入信号,为避免2个串级PID控制产生过大耦合效应,对2路氩气经输入转换的实际流量比值限定在一固定范围内。
基于光谱识别的LF 2路氩气底吹自适应控制系统,涉及的检测输入参量:LF渣层表面光谱发光强度信号1个,LF氩气管线压力信号2个,LF氩气管线流量信号2个;涉及的控制输出参量:LF氩气管线流量调节阀2个。
3 系统标定
控制系统应用前需对系统进行标定。LF 2路底吹氩气流量最佳时、过大时和过小时的钢水翻腾状态见图4、图5和图6。
人工控制LF底吹氩气流量的过程为,通过工业摄像机观察LF渣层表面,目测到图5的状态减小氩气流量,目测到图6的状态增大氩气流量,直至调整氩气流量到钢水翻腾效果达到图4的状态为止。

图5 2路底吹氩气流量过大时钢水翻腾状态

图6 2路底吹氩气流量过小时钢水翻腾状态
该控制系统完全模拟上述LF底吹氩气人工操作过程,系统运行前,按照人工控制氩气流量的方式,将氩气流量调整到最佳状态(即目标实际钢水翻腾效果对应图4),安装于LF窥视孔处的光谱火检标定出此时对应的光谱发光强度,记录于上位机中保存(编制相应光谱标定程序),PLC根据上位机的光谱标定结果,进行2路氩气串级PID控制。

图4 2路底吹氩气流量最佳时钢水翻腾状态
在底吹氩系统正式投运前,需要分别对每路氩气的主、副回路的PID参数(比例常数、积分时间、微分时间、控制死区)进行摸索整定,使其以最快的收敛速度趋于稳定状态;还需要对氩气转换后的实际氩气流量比值进行范围整定,确保不产生过大耦合效应。
4 系统特点
与目前LF现有氩气底吹控制相比,该控制设计具有以下特点:
(1)模拟LF人工底吹氩调节过程,实现LF氩气底吹自适应控制,无需人工干预;
(2)以最低的氩气消耗量获得最佳钢水搅拌效果;
(3)无需对现有LF设备进行改造,仅需在LF窥视口加装一光谱火焰强度检测器,光谱火检信号接入现有PLC系统,编制相应的软件即可,简便易行。
该控制设计不仅适用2块透气砖的LF,还适用于2块以上底部透气砖的LF,且对于吹氮气或二氧化碳的LF也适用。
