鞍钢鲅鱼圈4038 m3高炉降料线停炉及开炉生产实践
2023-02-15何冲蒋益邵思维姜彦冰吴官印赵华张智勇胡绍磊
何冲 ,蒋益 ,邵思维 ,姜彦冰 ,吴官印 ,赵华 ,张智勇 ,胡绍磊
(1.海洋装备用金属材料及其应用国家重点实验室,辽宁 鞍山 114009;2.鞍钢集团钢铁研究院,辽宁 鞍山 114009;3.鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁 营口 115007)
鞍钢股份有限公司鲅鱼圈钢铁分公司1号高炉(4038 m3)是目前鞍钢最大的高炉之一,于2008年9月投产之后,各项经济技术指标均达到了国内大型高炉的先进水平。随着高炉持续生产运行,炉身下部及炉腰冷却壁破损严重,2015年10月7日发生了炉皮烧穿事故,严重影响了日常生产,且由于漏水对高炉顺行、降低燃料消耗、降低生铁成本等十分不利。为了确保安全生产,需更换部分冷却壁并对炉墙整体进行喷涂,采取了将料线降到风口以下深空料线停炉措施,并在中修后顺利开炉达产,本文对此做一介绍。
1 降料线停炉操作实践
1.1 停炉前准备工作
1.1.1 排查、控制炉身漏水
在预休风前,仔细排查炉身冷却系统,对每根冷却水管进行点火查漏,包括后安装的冷却柱等,将损坏部位冷却设备水量减至最低以维持生产。
1.1.2 洗炉操作
预休风前一周开始采用适当发展边缘的操作制度,焦炭第10环加 1圈,矿第9、10环各减1圈,以促进气流对炉墙的冲刷,清除炉身、炉腰、炉腹的顽固渣皮,炉温按照上限控制,生铁[Si]含量控制在0.6%~0.8%,同时逐步将入炉碱度从1.48降低至1.38,碱度按照下限控制,生铁[S]含量控制在0.025%~0.035%,减少停炉过程中渣皮的脱落,减轻炉墙粘结残渣铁的清理工作量,增强炉缸内作业的安全性[1-2]。
1.2 预休风及停炉过程
1.2.1 预休风
(1)休风过程。预休风前炉况顺行良好,炉温充沛,以减轻综合负荷20%为目标调整炉料,将终渣碱度控制在1.00±0.02,休风前炉温控制在[Si]含量(0.8±0.2)%。上休风料期间逐步降低料线,由于轻负荷料下达使得透气性提高,顶温不好控制,逐步将中心加焦由4.5圈减至2.5圈。休风料线6.9 m,生铁[Si]含量 0.775%。
(2)处理漏水。预休风期间,更换损坏的风口、二套。对坏冷却壁水管进行卡死处理,杜绝漏水,同时加大炉皮打水量,增加外部冷却强度[3]。
(3)安装炉顶打水枪。制作4支长7 m直径65 mm打水枪,打水枪上部前4 m每隔30°圆弧钻一排眼,共5排眼,孔径5 mm,孔距离100 mm,每支枪钻眼200个,插入炉内5 m。将4支水枪由炉顶十字测温孔插入炉内,每支水枪可由手动阀门单独控制流量,水枪与风口高压水系统连接。
(4)校对仪表。预休风期间,对风量、风温、风压、炉顶压力、炉顶温度、炉喉温度、煤气分析仪、炉身静压力压差和打水流量表等各个自动化仪表进行校对[4],确保降料线过程中实时测量数据准确可靠。
(5)调整炉顶设备。调整炉顶放散配重,减轻炉顶电动放散阀配重,使其在顶压0.15 MPa时自动打开;以一个液压放散阀设置保护,使其在0.16 MPa时自动打开,保证炉内大于此压力时自动放散。检查校对炉顶3个探尺,确保1个探尺能够探测到24 m的深度;将炉顶齿轮箱氮气、水量调整到最大,确保冷却强度;安装炉顶煤气取出管,从炉顶压力西北方向处接一条煤气取样管到炉台,同时加装氮气反吹[5],防止取样管堵塞。
1.2.2 降料线停炉
高炉于2015年12月4日18:48开始送风降料线停炉。降料线操作控制参数如表1所示,降料线出铁情况如表2所示,降料线煤气成分及料线如表3所示。
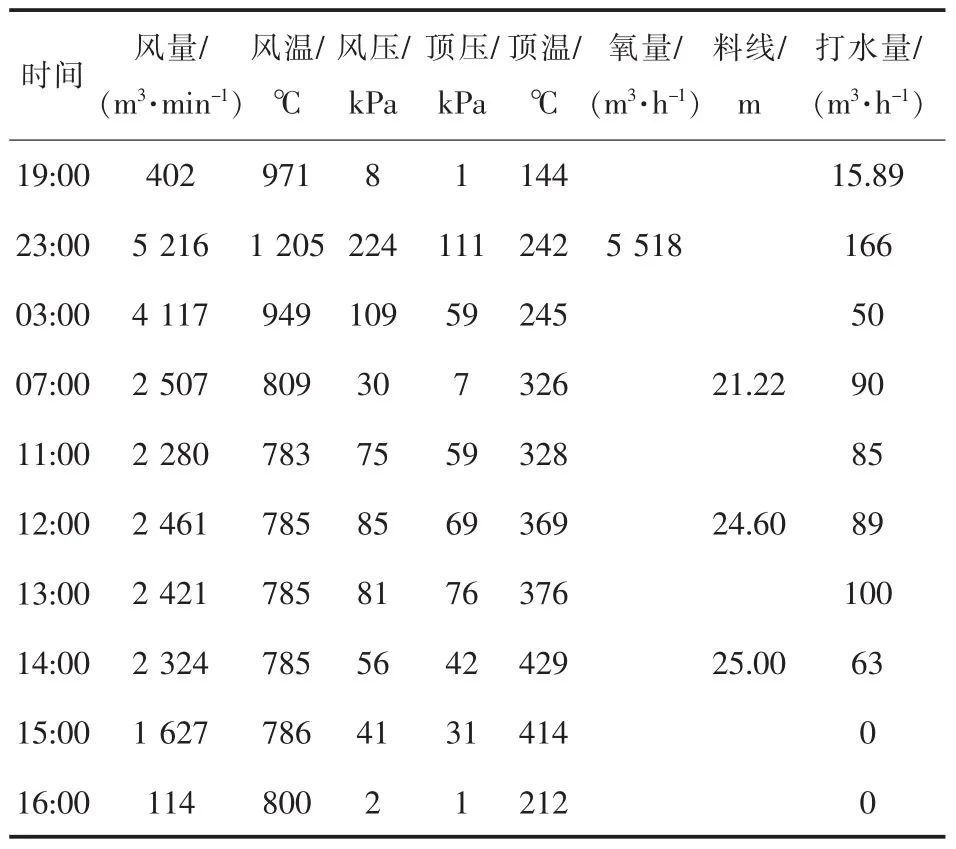
表1 降料线操作控制参数Table 1 Control Parameters for Operation of Dropping Stockline
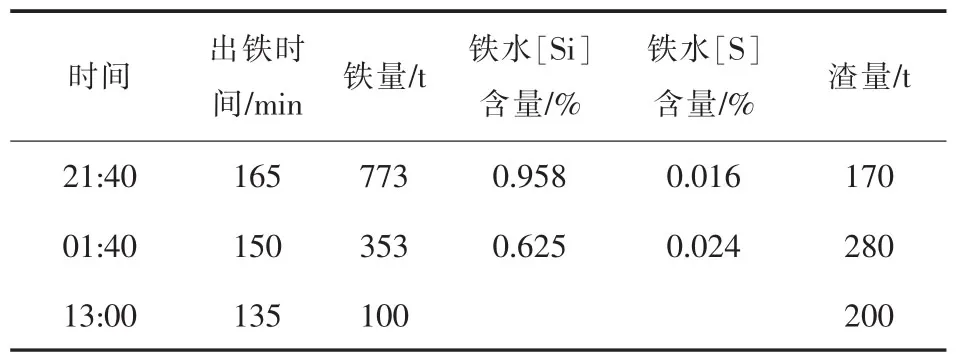
表2 降料线出铁情况Table 2 Tapping Situation along Dropping Stockline
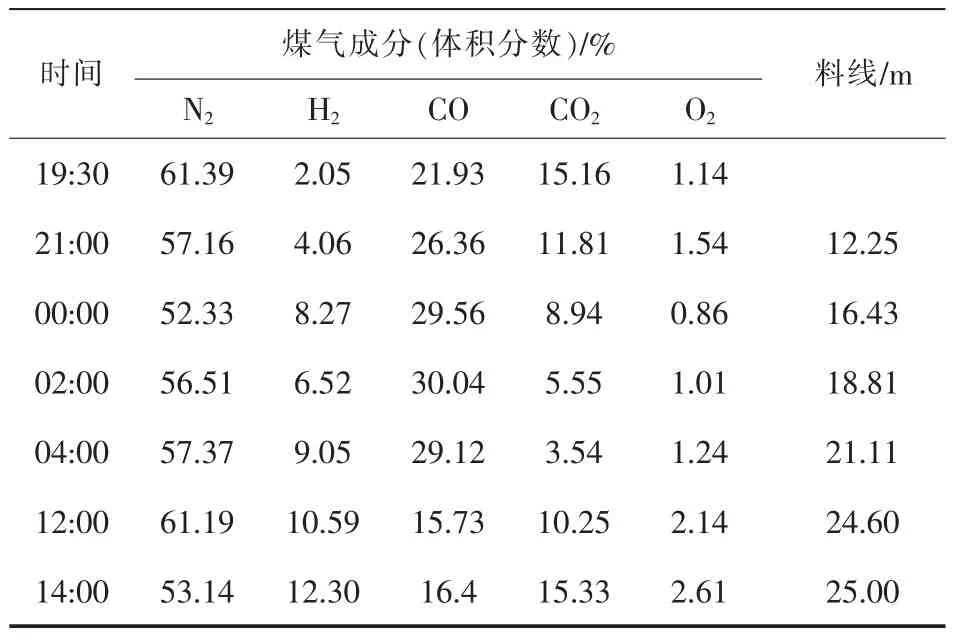
表3 降料线煤气成分及料线Table 3 Gas Compositions in Dropping Stockline and Stockline
高炉于19:47送煤气成功,风量逐步加至5 000 m3/min,风压 240 kPa,顶压 120 kPa。为了加快降料线的速度,于20:05富氧5 000 m3/h。前期较为稳定,没有大的爆震出现,顶压出现轻微尖峰。22:58出现一次较大爆震,顶压上至166 kPa,打开2#放散泄压,同时停氧减风8 00 m3/min,18#风口被渣皮堵上,由于打水没有控制住顶温超标情况,开始撤风温至850℃。5日1:55,由于顶温过高,减风1 000 m3/min。4:00使用3#探尺测得料线为21.11 m。4:18发现7#风口已黑,判定部分风口已经吹空,决定停止回收煤气。4:20开放散,4:37 切断煤气,此后风量 3 000 m3/min,风压40 kPa,顶压8 kPa,风温850℃。6:00减风至风量2 300 m3/min,风压 30 kPa,顶压 10 kPa。由于煤气切断阀承压不能超过10 kPa,无法继续加风提高顶压。决定开煤气切断阀,利用干法除尘的承压盲板作为切断,以便加风提高炉顶压力,加快降料线节奏,遂加风至风量2 200 m3/min,风压75 kPa,保留一个放散,提高顶压至60 kPa。12:10使用3#探尺测得料线24.55 m。12:30风口基本全黑吹空,初步判定料线已经降到位,遂两场同时出铁并相应减少风量,出最后一次铁。15:15休风,炉内料面基本降至风口以下,中心料柱高约1.5 m,降料线过程完毕,共用时20 h 25 min。
2 开炉生产实践
2.1 清炉缸
为了使风口和铁口、铁口和铁口之间保持畅通,利于送风初期的出铁工作,确保开炉成功,需要将炉缸内的反弹料等杂物清理干净,至见红焦炭为止[6]。此次清理炉缸作业分两次进行。第一次是炉身冷却壁更换完毕,对炉身至炉腰区域进行喷涂造衬作业后,将挖掘机吊装入高炉内部,清理喷涂造衬过程中落入炉内的反弹料等杂物,利用小型皮带运输机将杂物运出,炉料清理至炉缸上部风口区域;然后对露出炉腹区域的渣皮等粘结物进行清理,并更换损坏的冷却板,更换完毕后再对炉腹区域进行喷涂造衬。第二次是在炉腹及风口二套区域喷涂造衬完毕后,对炉缸进行彻底清理,首先将炉缸内的反弹料清理干净,并继续向下挖至出现焦炭,4个铁口区域均需要深挖到铁口眼处,达到风口中心线以下5.0 m,并环风口挖一条宽2.0 m、深4.0 m的环状沟,以利于炉缸渣铁沟通,同时保证中心堆尖不高于风口,便于高炉送风恢复。
2.2 烘炉
为了除去炉体喷涂料水分,开炉前需采取烘炉操作[7]。烘炉前,要确保热风炉系统试车合格,鼓风机及冷风管道试压合格,炉顶各阀试车合格,上料系统联合试车、冷却系统试水、调节水量、水压均合格并经过认证,计器仪表运转正常准确、灵敏可靠,炉缸清理干净。由于本次炉缸清理采用挖掘机炉内清理方式,为防止红焦过多在烘炉期间大量燃烧威胁炉缸碳砖,要求烘炉前加入大块焦将环沟填平。
烘炉期间,炉顶温度不准大于250℃,超过时应适当减风,齿轮箱温度小于55℃;控制好热风炉界面温度、拱顶温度、废气温度,确保满足技术规程要求;烘炉操作要连续,无特殊情况不得间断,按烘炉曲线进行;烘炉开始时,首先开冷风大闸和冷风调节阀,少开冷风小门送风,提高风温时可适当增加冷风小门开度,风温调节阀调节风温时要视风量、冷风小门及冷风开度等情况,严禁憋冷压。
烘炉操作具体如下:
(1)关闭均排压阀、煤气切断阀,打开均压放散阀和炉顶放散阀,关闭炉顶人孔。炉顶设备包括齿轮箱、阀箱等部位冷却水、氮气达到正常状态。
(2)风口及二套的冷却系统正常通水,其余各系统通水量调整到正常水量的1/3。
(3)严格控制烘炉过程,换炉风温波动不大于20℃。开始烘炉时,采用混风大闸送风,冷风温度150℃左右。烘炉温度曲线见图1。
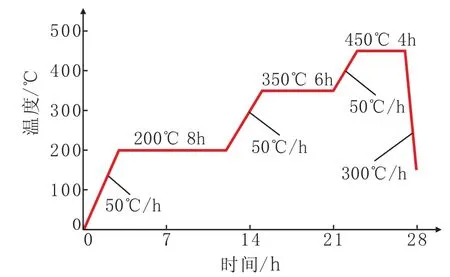
图1 烘炉温度曲线Fig.1 Temperature Curves of Drying Furnace
(4)烘炉结束后,倒流休风,打开全部大盖,炉顶放散阀全开,进行自然冷却。
2.3 装入开炉料
开炉总焦比3.0 t/t,总碱度0.95,渣比718 kg/t,生铁[Si]含量4.0%,焦炭批重21 t,净焦填充至炉腹高度的1/2处,添加石灰石、硅石、锰矿以利于造渣,炉料分14段入炉。开炉装料计划如见表4所示。
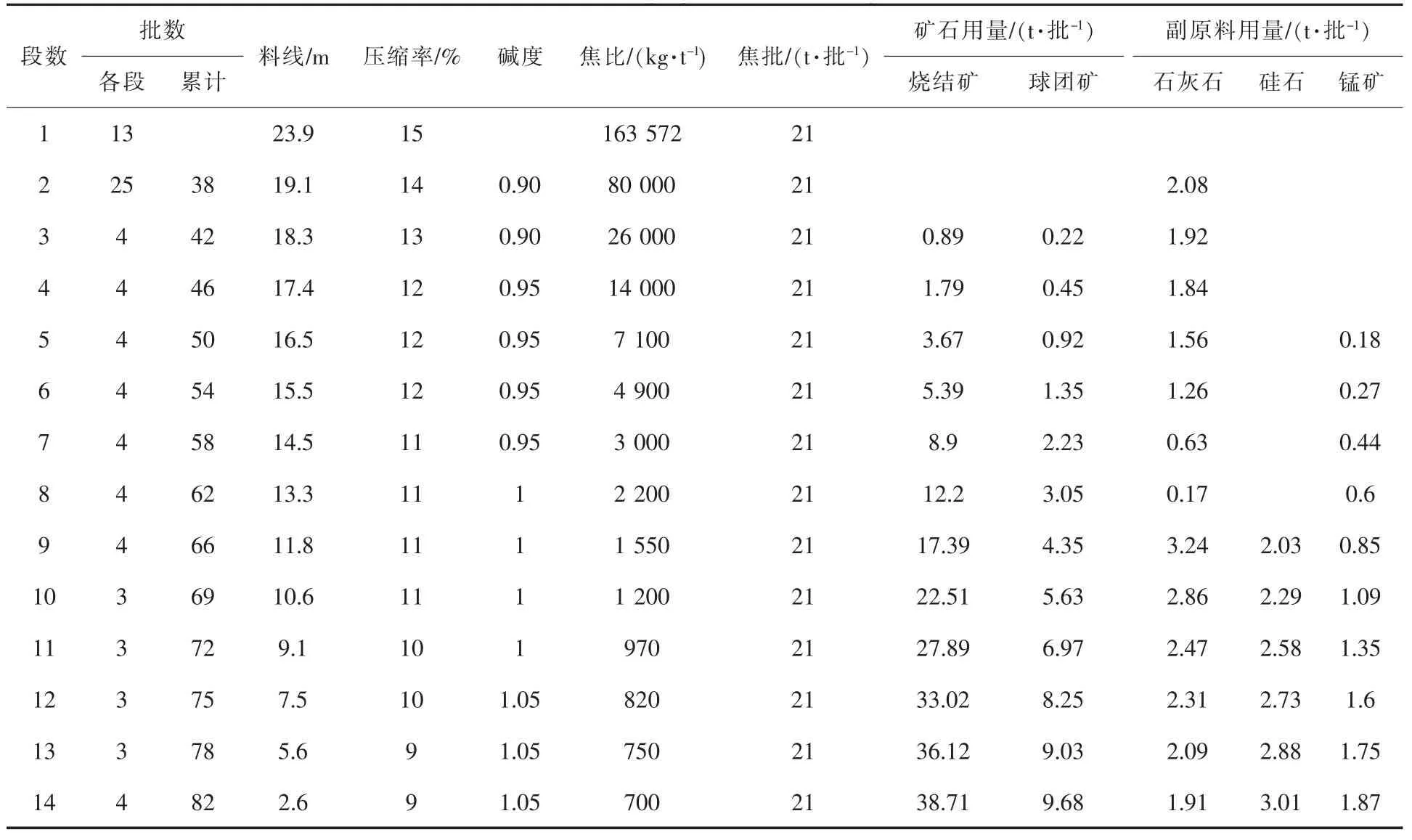
表4 开炉装料计划Table 4 Charging Plan for Blowing-in
炉内料线上到6 m以内时,开炉顶人孔观察炉内料面情况,炉内料面比较平整,上到料线1.5 m时还有3批开炉料没有放进炉内,送风后将剩余3批开炉料放入。
2.4 开炉操作
高炉于2016年1月2日11:58送风,送风时堵 24 个风口,由于休风前 2#、4#铁口出铁,2#、3#铁口配有事故摆嘴,2#、3#、4#铁口炉缸区域挖的较好,因此决定在2#、3#、4#铁口上方各集中开2个风口,在2#~4#铁口间均匀开6个风口,共计12个风口送风。
2.4.1 送风情况
送风后,由于热风温度偏低,打开部分风口小盖,以增加风量,提高热风温度。风温上升到750℃以上后,关闭小盖,风量维持在2 400 m3/min左右。由于煤气温度低,2日23:50才达到接收煤气温度要求,开始接收煤气。至3日17时,风量一直维持在2 000 m3/min以上,风口状态良好,前端焦炭活跃燃烧,炉缸温度缓步上升。期间铁口逐步有潮气和瓦斯火喷出,证明炉缸和铁口基本通气。3日13:00开始出铁,随着炉内渣铁的排放,逐步打开风口,增加送风面积,按照集中打开的原则,以开风口为中心,逐步向两端打开风口,至5日15:30风口全部打开,15:50送氧4 000 m3/h,历时62 h达到全风水平。开炉送风恢复操作参数如表5所示。
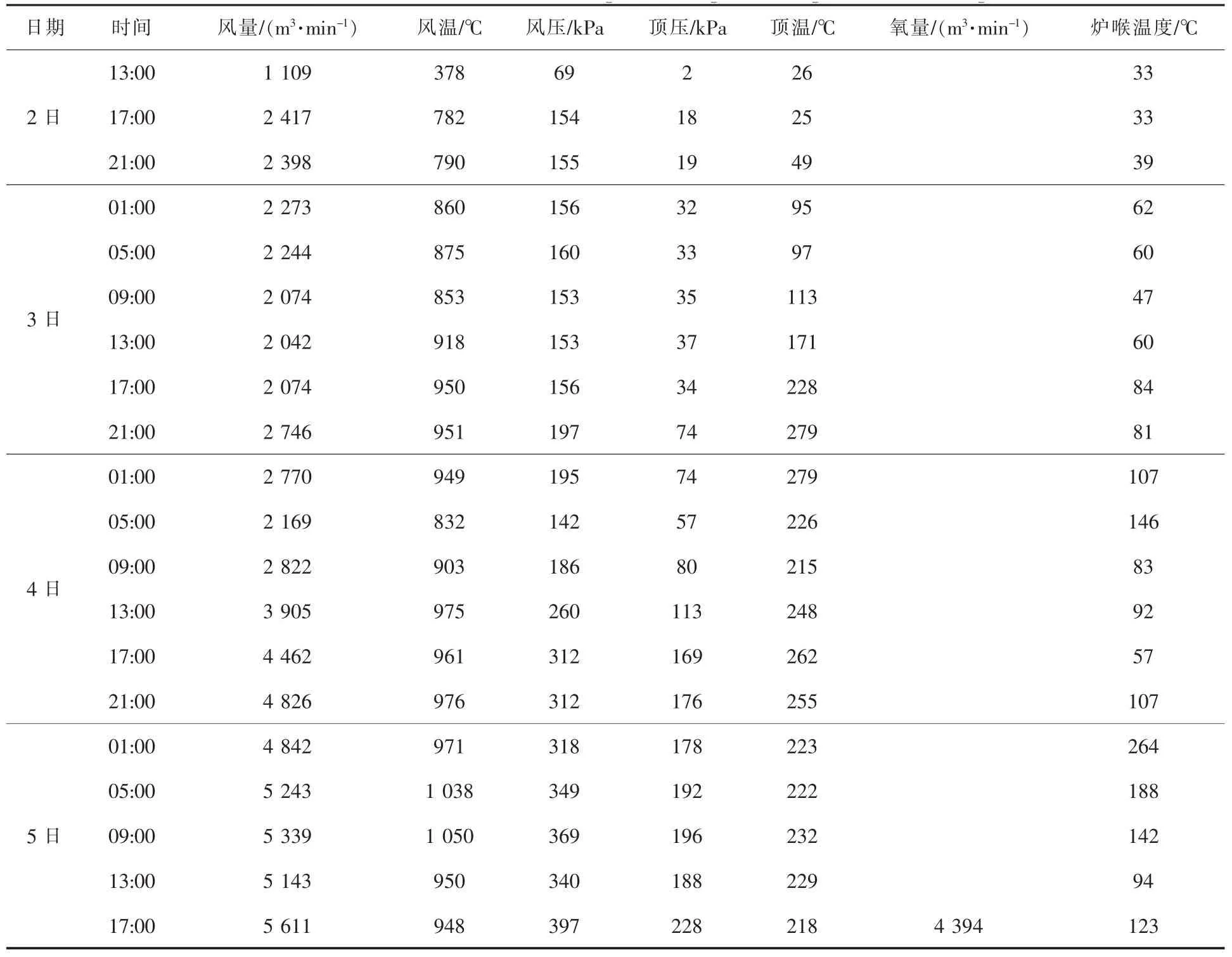
表5 开炉送风恢复操作参数Table 5 Operation Parameters for Blasting Air during Reheating BF after Blowing-in
2.4.2 出铁情况
送风后,于3日13:00出第一次铁,走事故摆嘴出渣铁37 t。18:30出第二次铁,走事故摆嘴出渣铁393 t。4日6:50出第三次铁,正常走砂口,由于铁口处理时间长欠铁多,加之烧铁口导致铁口孔道增大,出铁后跑大流,被迫堵炮,15 min出铁485 t、出渣 10 t。之后出铁基本正常,铁水[Si]含量基本在1.0%以上。出第6次铁铁水物理热达到1 356℃,第8次铁铁水物理热达到1 425℃,第14次铁铁水温度达到1 522℃。开炉恢复出铁情况如表6所示。
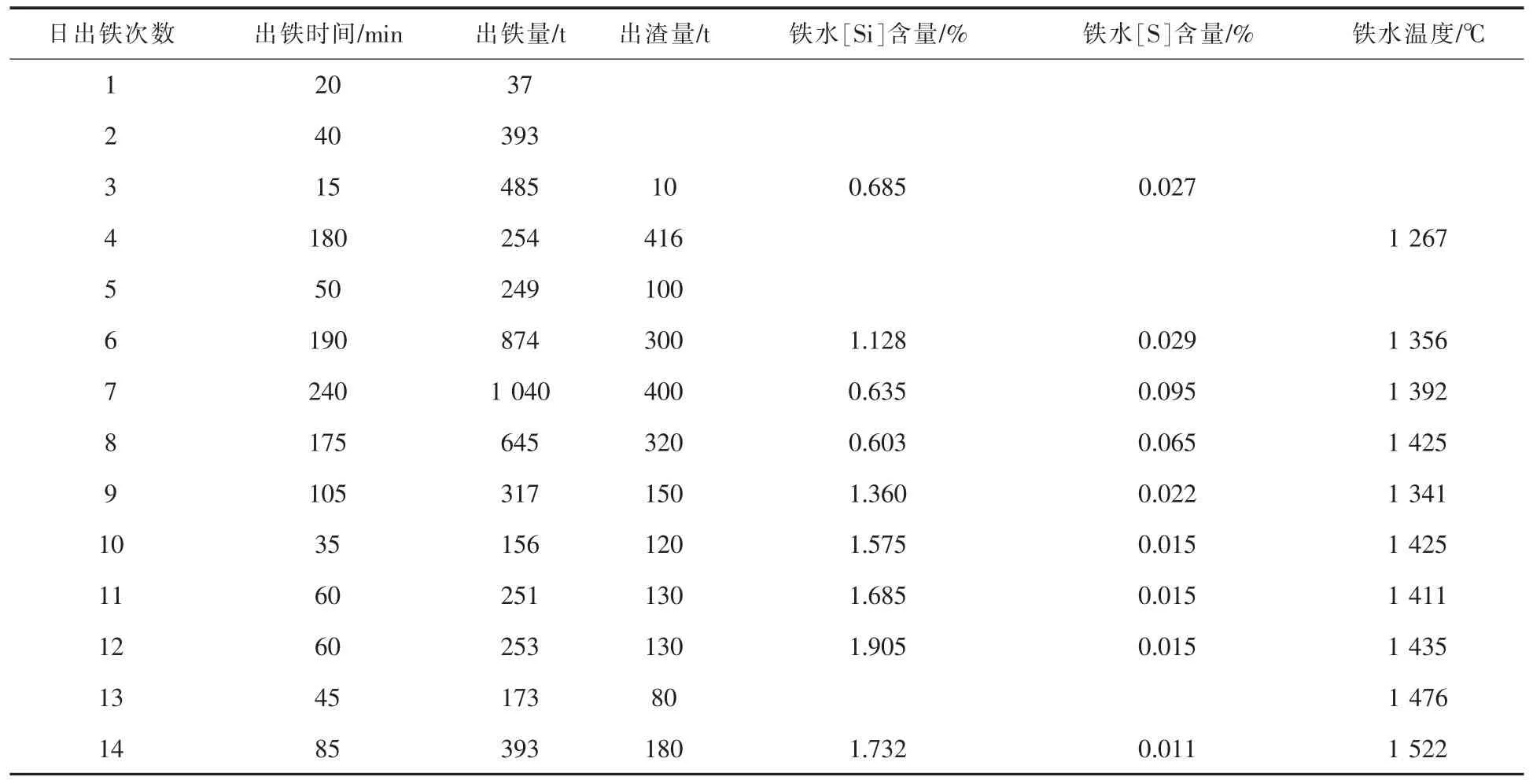
表6 开炉恢复出铁情况Table 6 Tapping Situation of Reheated BF after Blowing-in
2.4.3 改变操作制度,调整料批重量
最后3批装炉料入炉后,将高炉装料制度改为较送风前发展边缘的操作制度(见表7),料批重量调整为60 t,入炉碱度1.26。随着渣铁排放,逐步加风恢复以提高强度。第59批入炉焦比由700 kg/t减至600 kg/t,第67批入炉焦比由600 kg/t减至480 kg/t,焦丁比25 kg/t,用小粒矿1/7。开炉送风恢复过程参数情况见图2。高炉恢复达到全风水平后,1月6日产量为7 700 t,达到中修前水平,送风7天后,综合焦比达到480 kg/t,实现了高产低耗的目标,高炉开炉恢复顺利并快速达产。
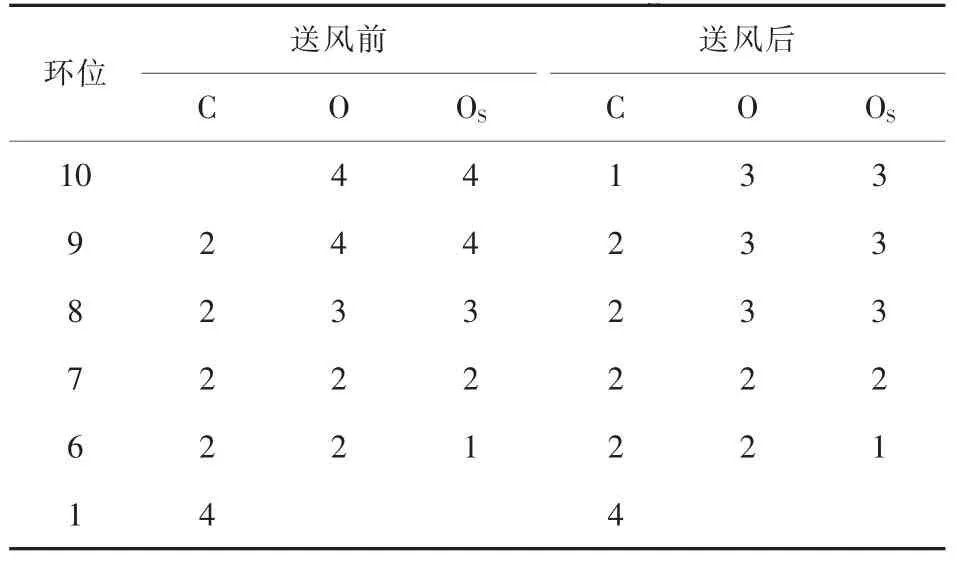
表7 送风前后高炉装料操作制度Table 7 Charging Operation System for BF before and after Blasting Air
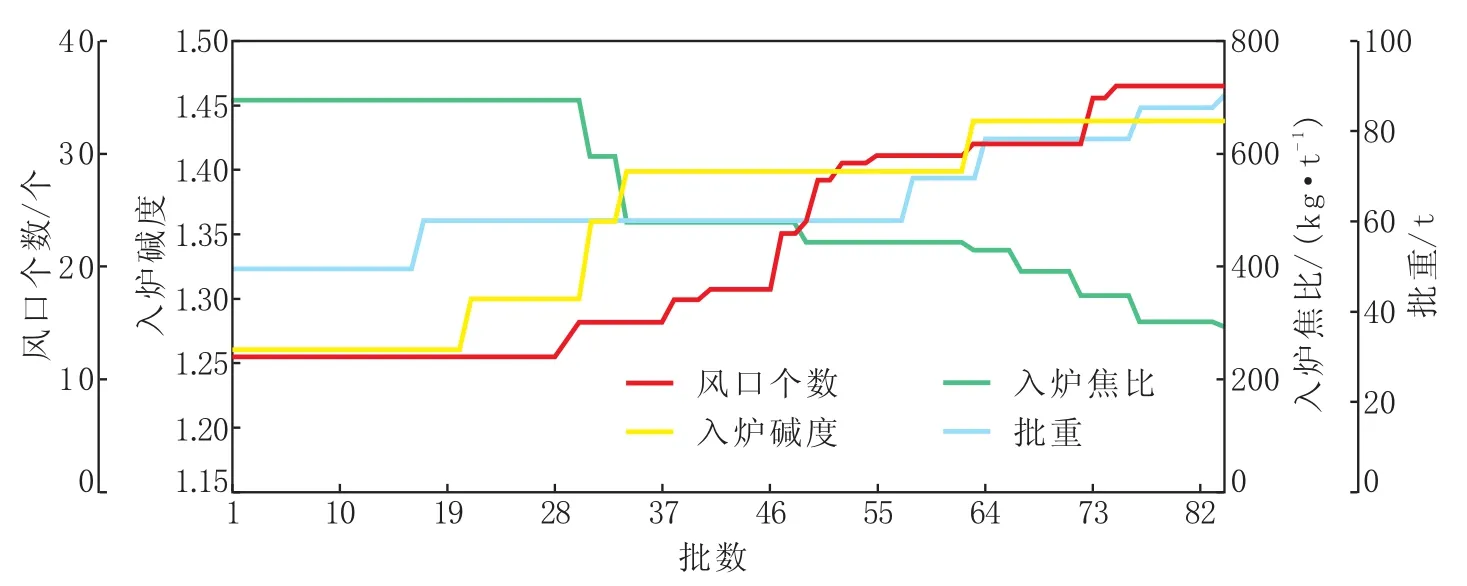
图2 开炉送风恢复过程参数情况Fig.2 Parameters for Blasting Air during Reheating BF Recovery after Blowing-in
3 结语
鞍钢股份有限公司鲅鱼圈钢铁分公司1号4038 m3高炉在发生炉皮烧穿事故后,开展了降料线停炉及开炉生产实践。降料线过程中,根据炉顶温度、阀箱、齿轮箱温度严格控制打水量,均匀打水,防止了较大爆震的出现。合适的出铁次数使渣铁物理热充沛、流动性良好。利用较高的风压及时将炉缸渣铁出净,为顺利降料面奠定了基础。前期的清炉缸到铁口区域、四周形成环状沟和铁口预埋氧枪对渣铁能够顺利排出起着关键的作用。由于开风口、加风节奏掌控到位,压差维持合理,炉前渣铁得到了及时排放,大大加快了炉况恢复,实现了62 h恢复全风。高炉降料线停炉、开炉恢复顺利并快速达产,值得参考和借鉴。