混合废旧电池的柠檬酸浸出工艺
2022-11-09罗文波周东波
罗文波,焦 梅,周东波,龙 潇
(贵州理工学院材料与能源工程学院,贵州 贵阳 550003)
废旧电池中含有大量重金属元素,因此不能随意丢弃,要合理、合规地进行处置[1]。据统计,2020 年,中国废旧电池(铅酸电池除外)再生资源回收量约为2.74×105t,预计到2025 年,锂离子电池报废量将达到111.7 GW·h,回收拆解价值较高[2]。废旧电池的回收利用,不仅对环境保护意义重大,而且还能回收具有经济价值的金属材料。
废旧电池的回收方法主要可分为物理法和化学法[3-5]两大类。物理法主要用于电池回收的前处理阶段,主要采用机械破碎分离、火法和有机溶剂法等;化学法主要用于提取废旧电池中的有价金属,主要采用酸浸溶解法、溶剂萃取法、沉淀法和生物法等。
传统无机强酸在处理废旧电池过程中会产生有害气体及强酸性废液,腐蚀性很强。柠檬酸作为有机酸,在浸出过程中不产生有害气体,处理后的废液也容易生物降解,能减轻对环境的污染[6]。本文作者以双氧水为还原剂、柠檬酸为浸出剂,对混合废旧电池电极材料进行还原浸出,将镍、钴、锰、锂和稀土(RE)等有价金属大量浸出,并将净化后的浸出液作为制备三元正极材料前驱体的原料。
1 实验
1.1 实验原料
将废旧锰酸锂锂离子电池(501230 型,深圳产)正极、废旧钴酸锂锂离子电池(BL-39AX 型,深圳产)正极、废旧三元材料(LiNi1/3Co1/3Mn1/3O2)锂离子电池(18650 型,深圳产)正极及废旧镍氢电池(D 型,深圳产)正负极按质量比3 ∶2 ∶2 ∶2混合,在马弗炉中、700 ℃下焙烧60 min,去除黏结剂、石墨及乙炔黑等物质。
1.2 分析方法
用S-4300NSEM 型电子扫描显微镜(日本产)观察浸出渣的形貌;用Avio200 型电感耦合等离子体光谱仪(美国产)测定原料及浸出渣中有价金属的含量。
1.3 原理与方法
1.3.1 原理
混合废旧电池中,镍、钴和锰存在于α-NaFeO2晶体结构中,晶胞内金属离子和氧原子之间的化学键较强,结构较稳定,有机酸较难破坏化学键,因此较难溶解在有机酸中。废旧电池中的有价金属镍、钴和锰存在高价金属氧化物,在没有还原剂存在时,很难被酸浸出,因此,浸出混合废旧电池时需要添加还原剂,增加有价金属(镍、钴、锰、锂和稀土)的浸出速度,提高浸出率。反应方程式如式(1)-(6)所示。
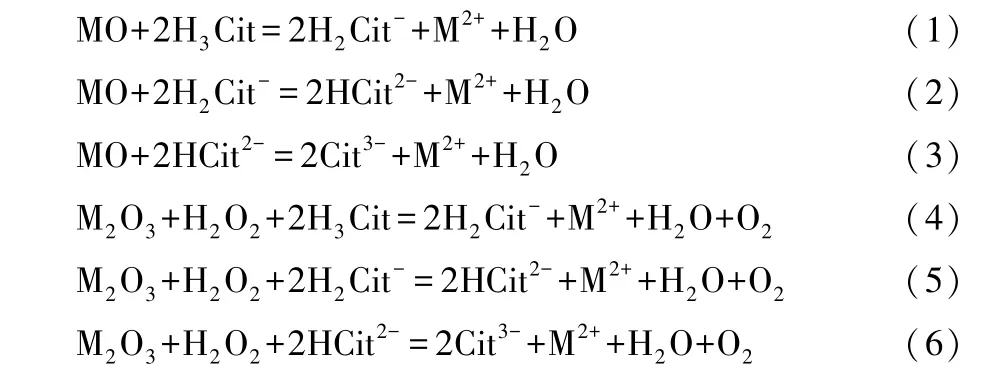
式(1)-(6)中:M 为有价金属;H3Cit 为柠檬酸。
柠檬酸是小分子有机酸中络合能力最强的,能与金属阳离子络合,形成溶于水且稳定性好的柠檬酸-金属络合物,络合反应为:

式(7)-(9)所示的络合反应,使得溶液中金属离子浓度维持在低水平,促使式(1)-(6)所示的浸出反应向右进行,加速有价金属的溶解。
1.3.2 方法
每次取30 g 原料、适量的柠檬酸(成都产,AR),置于500 ml 烧杯中,同时按照一定的液固比加入稀释的双氧水(H2O2,30%,AR)溶液,将烧杯放入升至指定温度的HH-S2数显恒温水浴锅(江苏产)中,开启搅拌并计时,搅拌速度为400 r/min。反应结束后,用SHB-ⅢA 循环水式多用真空泵(上海产)进行固液分离,滤液留存,滤渣用DHG-9070B 型精密鼓风干燥箱(上海产)在70 ℃下烘干至质量不再发生变化,送样检测有价金属的含量。金属浸出率的计算见式(10)。

式(10)中:η为浸出率,%;m1为原料质量,g;m2为浸出渣质量,g;ω1为原料中的质量分数,%;ω2为浸出渣中的质量分数,%。
研究各影响因素的实验条件如表1 所示。
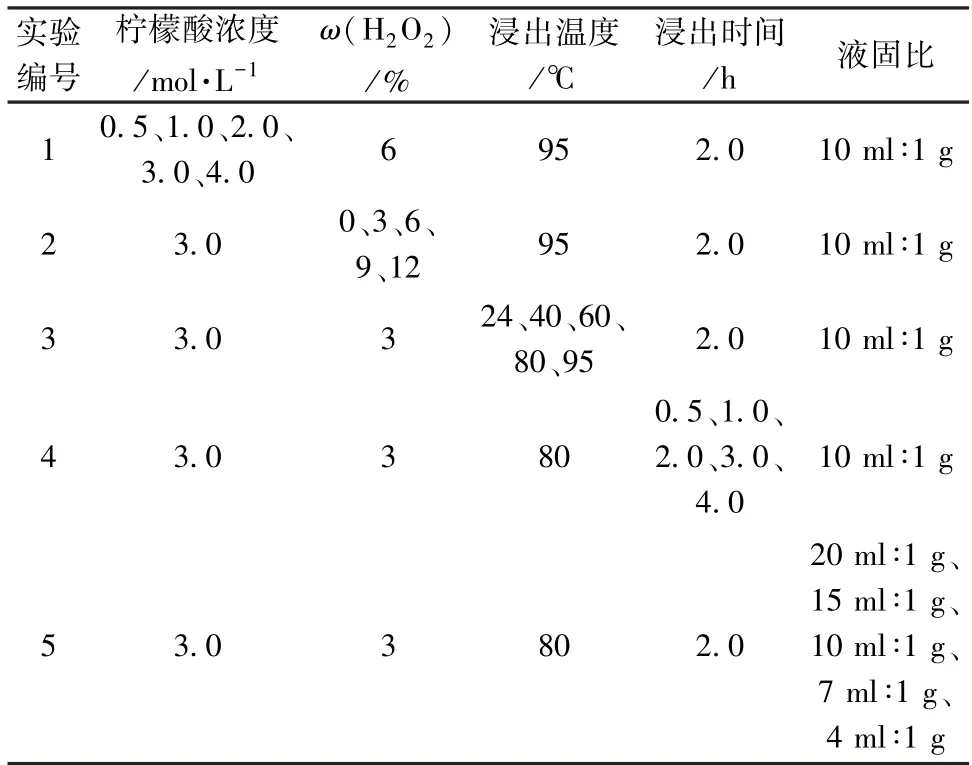
表1 研究各影响因素的实验条件Table 1 Experimental conditions for studying influencing factors
2 结果与讨论
以焙烧后的废旧电池电极材料为原料,进行化学元素分析,主要成分为Ni、Co、Mn、Li、Al、Fe、Cu 和RE,质量分数分别为15.6%、17.4%、15.1%、3.9%、5.6%、3.8%、1.7%和4.2%。采用柠檬酸为浸出剂提取其中的有价金属。
2.1 柠檬酸浓度对浸出率的影响
按表1 中的实验1,考察柠檬酸浓度对有价金属浸出率的影响,结果如图1 所示。
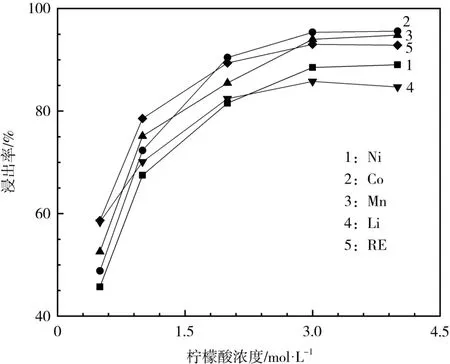
图1 柠檬酸浓度对有价金属浸出率的影响Fig.1 Effect of citric acid concentration on the leaching rates of valuable metals
从图1 可知,随着柠檬酸浓度的增加,有价金属Ni、Co、Mn、Li 和RE 的浸出率不断增加。这是因为增加浸出剂柠檬酸的浓度,固液界面上酸的浓度梯度增大,可促进反应物扩散到固液界面上,有利于有价金属浸出反应向右进行,有价金属浸出率相应提高。当柠檬酸浓度为0.5 mol/L 时,柠檬酸用量不足,没有足够的柠檬酸与原料反应,有价金属浸出率偏低;当柠檬酸浓度增加到3.0 mol/L 时,有价金属浸出率基本达到最大值;继续增加酸用量,有价金属浸出率基本不变。综合考虑,柠檬酸浓度取3.0 mol/L 为宜。
2.2 H2O2 质量分数对浸出率的影响
按表1 中的实验2,考察H2O2质量分数对有价金属浸出率的影响,结果如图2 所示。
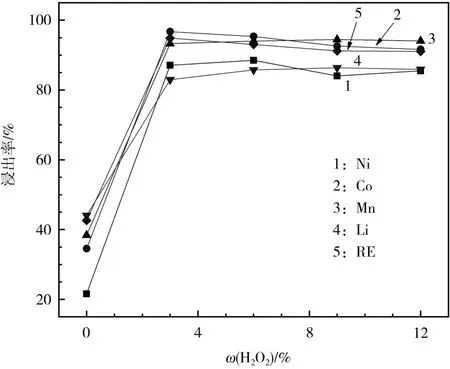
图2 H2O2 质量分数对有价金属浸出率的影响Fig.2 Effect of mass fraction of H2O2 on the leaching rates of valuable metals
从图2 可知,随着H2O2质量分数的增加,有价金属浸出率增加。这是因为废旧电池电极材料中的Ni、Co 和Mn 等金属部分以三价、四价的高价氧化物形式存在,难以被浸出,导致有价金属浸出率偏低。在柠檬酸浸出时,需加入还原剂H2O2,将高价金属氧化物还原为低价氧化物。低价金属氧化物易溶于柠檬酸,能提高金属浸出率。在浸出时若不加入H2O2,有价金属Ni、Co、Mn、Li 和RE 的浸出率都低于50%,达不到要求;浸出时加入3%的H2O2,有价金属Ni、Co、Mn、Li和RE 的浸出率迅速增加;继续增加H2O2质量分数,浸出率基本不变。综合考虑,H2O2质量分数取3%为宜。
2.3 温度对浸出率的影响
按表1 中的实验3,考察浸出温度对有价金属浸出率的影响,结果如图3 所示。
从图3 可知,随着浸出温度的增加,有价金属Co、Mn、Li和RE 的浸出率都不断增加。温度变化对反应过程的影响主要体现在动力学方面,升温可以提高化学反应速率,一般温度每升高10 ℃,化学反应速率可增加至原来的2~4 倍[7]。当浸出温度低于80 ℃时,反应速率都较慢,在规定时间2.0 h内未达到平衡。随着浸出温度的提升,有价金属浸出率增加幅度较大;继续提高反应温度,有价金属浸出率增长出现明显下降。综合考虑,浸出温度取80 ℃为宜。
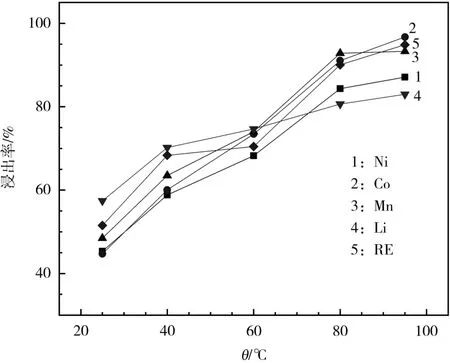
图3 温度对有价金属浸出率的影响Fig.3 Effect of temperature on the leaching rates of valuable metals
2.4 浸出时间对浸出率的影响
按表1 中的实验4,考察浸出时间对有价金属浸出率的影响,结果如图4 所示。
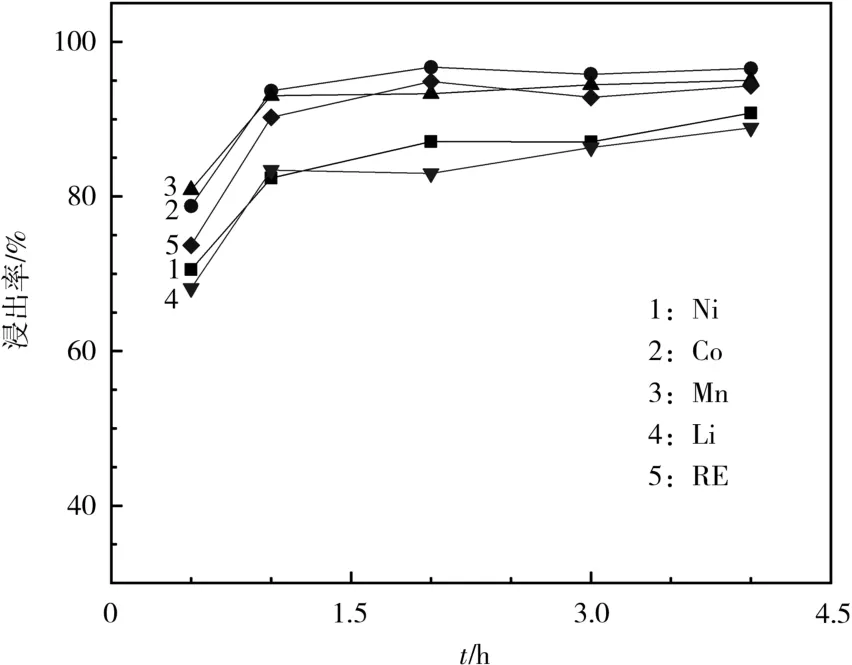
图4 浸出时间对有价金属浸出率的影响Fig.4 Effect of leaching time on the leaching rates of valuable metals
从图4 可知,随着浸出时间的不断增加,有价金属浸出率先增加、后稳定。当浸出时间为0.5 h 时,浸出反应未结束,部分有价金属还未浸出,致使有价金属浸出率偏低;当浸出时间为2.0 h 时,有价金属浸出率基本达到最大值,有价金属浸出反应基本完成;继续延长浸出时间,有价金属浸出率基本保持不变。综合考虑,浸出时间取2.0 h 为宜。
2.5 液固比对浸出率的影响
按表1 中的实验5,考察液固比对有价金属浸出率的影响,结果如图5 所示。
从图5 可知,随着液固比的不断降低,有价金属浸出率不断降低。这主要是因为低液固比下,浸出剂柠檬酸的量不足,有价金属浸出率相应减少。当液固比为10 ml ∶1 g 时,有价金属浸出率基本达到最大值,再增加液固比,浸出率只是稍有增加;当液固比小于10 ml ∶1 g 时,有价金属浸出率出现大幅下降。考虑到在保证有价金属浸出率的同时,需尽量减少化学试剂的消耗量,液固比取10 ml ∶1 g 为宜。
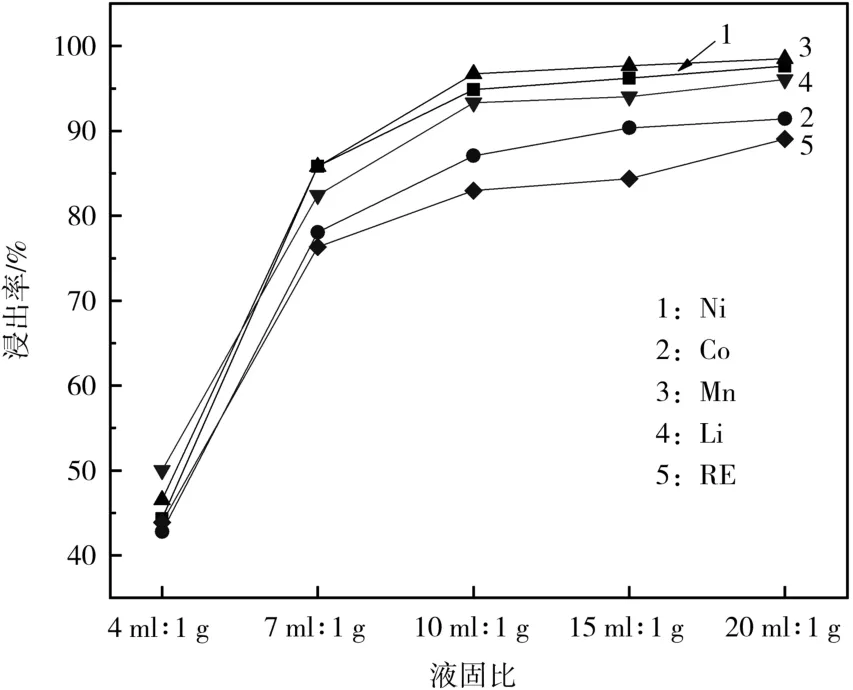
图5 液固比对有价金属浸出率的影响Fig.5 Effect of liquid-solid ratio on the leaching rates of valuable metals
2.6 最优工艺条件验证实验
确定优化浸出条件为:柠檬酸浓度3.0 mol/L、浸出液中H2O2质量分数3%、浸出温度80 ℃、浸出时间2.0 h 及液固比10 ml ∶1 g。为了验证浸出实验的可靠性和稳定性,进行3组优化条件的平行实验,所得结果如表2 所示。
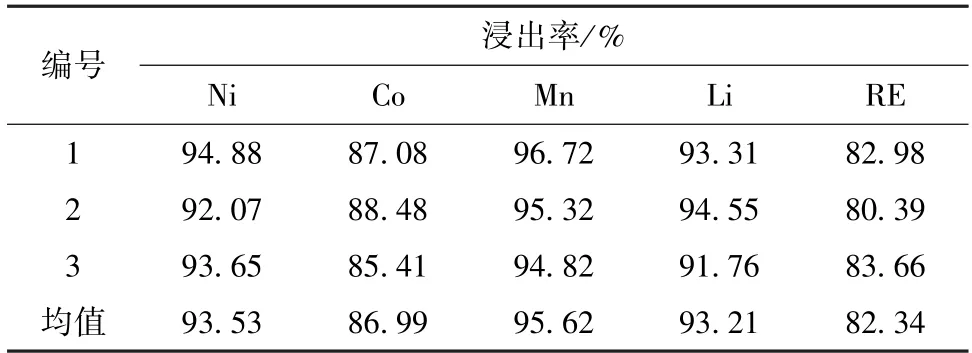
表2 优化条件验证实验Table 2 Verification experiment of optimized conditions
从表2 可知,优化浸出条件下,有价金属Ni、Co、Mn、Li和RE 的浸出率分别为93.53%、86.99%、95.62%、93.21%和82.34%,浸出率较高,与无机酸浸出相当[8]。说明柠檬酸浸出混合废旧电池电极材料,实现了大部分有价金属的高效浸出。
对浸出渣化学成分进行分析,Ni、Co、Mn、Li、Al、Fe、Cu和RE 的质量分数分别为2.43%、5.87%、2.17%、0.44%、2.61%、6.58%、4.68%和2.24%。浸出渣中有价浸出Ni、Co、Mn、Li 和RE 的含量还较高,仍需进一步回收处理。
对浸出渣的形貌进行SEM 分析,结果如图6 所示。
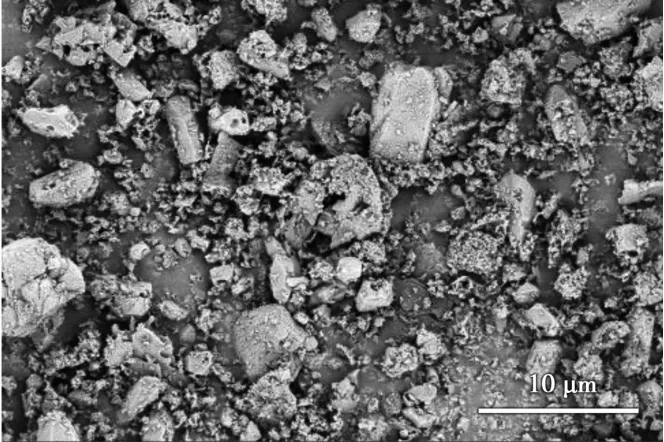
图6 浸出渣的SEM 图Fig.6 SEM photograph of leaching residue
从图6 可知,原料经浸出后有较明显的被浸蚀现象,质地变得疏松多孔,但仍有较多材料未被完全破坏,呈现块状或长条状,保持与原料相似的形貌,说明浸出渣中仍有较多的有价金属未被浸出。后续工艺可对浸出渣进一步处理,如采用高温高压浸出条件,在高效浸出有价金属的同时,减少对环境的污染。
3 结论
本文作者针对传统无机酸处理废旧电池腐蚀性强、环境污染严重等问题,提出采用对环境友好、腐蚀性弱、络合能力强的柠檬酸浸出混合废旧电池电极,提取有价金属。
考察实验的主要影响因素,在柠檬酸浓度3.0 mol/L、浸出液H2O2质量分数3%、浸出温度80 ℃、浸出时间2.0 h 及液固比10 ml ∶1 g 的优化工艺条件下,有价金属Ni、Co、Mn、Li和RE 的浸出率分别为93.53%、86.99%、95.62%、93.21%和82.34%,浸出率较高,与无机酸浸出相当。
实验得到的浸出渣中,有价金属含量还较高,需要进一步回收才能外排。下一步研究,可考虑采用加压浸出技术,利用高温高压强化浸出条件,进行浸出。
