激光功率对镀锌板诱导焊焊缝组织及界面的影响
2022-10-15周方明毕研华陈丽丽陈琪昊郑天泽石铭霄
周方明,毕研华,陈丽丽,陈琪昊,郑天泽,石铭霄
(1.江苏科技大学 江苏省先进焊接技术重点实验室,江苏 镇江 212003;2.唐山宏正机械设备有限公司,河北 唐山 063000)
随着汽车轻量化进程的发展,汽车车身用板件的厚度逐渐减小,为了保证汽车车身的安全性能和防腐性能,各种类型的镀锌钢在车身等部件制造过程中被大量使用[1].由于表层镀锌层和基体钢的物理特性相差极大(锌的熔点420 ℃,沸点908 ℃;钢的熔点1 300 ℃,沸点2 861 ℃)[2],使得焊接过程和焊接质量受到不利影响[3].电阻点焊、电弧焊和激光焊尽管可以获得相对优质的焊接接头,但是在一定程度上会受到工件形状、尺寸精度和焊接稳定性的影响[4-8].
激光-电弧复合焊接技术是近30年来发展较快的一种优质高效的焊接方法,得到了广泛研究.已有研究表明,激光的加入能够明显提高电弧的稳定性[9],提高焊接速度[10],改善焊缝成型[11].本文基于该焊接技术特点,提出了低功率激光诱导MIG电弧焊接镀锌板的方法,实现了镀锌板搭接接头的优质连接,并在此基础上研究了激光功率对焊缝组织及界面的影响.
1 材料与设备
1.1 试验材料
试验所使用的材料为200 mm×60 mm×2 mm的镀锌钢板(133 g/m2,两面都有镀层)和直径为1 mm的铜基焊丝CuSi3.母材和焊丝的标准化学成分和机械性能见表1.

表1 母材和焊丝的化学成分和机械性能
1.2 试验设备
低功率激光诱导MIG电弧焊接试验设备包括500 W的锐科光纤激光器(Raycus RFL-C500)、OTC-XD500S数字焊接电源、送丝机和水冷机等.光纤激光器的最大输出功率为500 W,通过直径为0.6 mm的光纤将发射波长1.06 μm的连续波传输到激光头内,然后透过准直镜照射到焦距为250 mm的聚焦镜上,焦点半径为0.5 mm.试验中利用专用装置将激光焊接头与MIG焊枪进行装配,激光焊接头轴线方向与竖直方向摆成15°,可大大降低由镀锌钢板产生的反射激光对激光器及焊接头产生损伤的风险.焊枪轴线与水平位置成75°夹角,激光焊接头和MIG焊枪都可以通过夹具对其位置进行调节.焊接过程采用平焊的方式,激光在前,MIG电弧在后,工件以搭接接头的形式固定在行走机构上,接头形式及相关参数如图1所示.工件由步进电机按照预先设定的速度平稳带动工件运动,实现焊接.
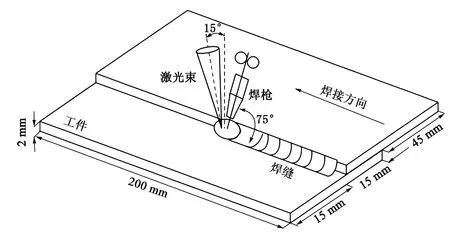
图1 接头形式及位置参数
2 结果与分析
2.1 焊缝成形特点
为了减少人为因素对实验结果的影响,每组试板前半部分采用激光诱导MIG电弧焊接,后半部分使用单独的MIG电弧焊接,且中间不间断.电流I=90 A、电压U=18 V、激光功率P=400 W、光丝间距Dlw=2 mm、离焦量df=0 mm、焊接速度Vw=0.7 m/min时两种焊接方式的焊缝表面形貌对比如图2所示.从图中可以看出,单一MIG电弧焊缝表面纹路稀疏,存在飞溅严重所导致焊缝不均匀的现象;低功率激光诱导MIG电弧焊缝表面成形美观,形成了无飞溅的、连续的、表面平滑且致密无缺陷的均匀焊缝.

图2 MIG焊与激光诱导焊典型焊缝表面形貌对比
图3为图2中相应焊缝的横截面宏观金相,通过对比两种焊接方式得到的焊缝横截面可知,与MIG焊相比,低功率激光诱导MIG电弧焊缝铺展宽度大,润湿角小,焊缝更加圆滑、饱满.
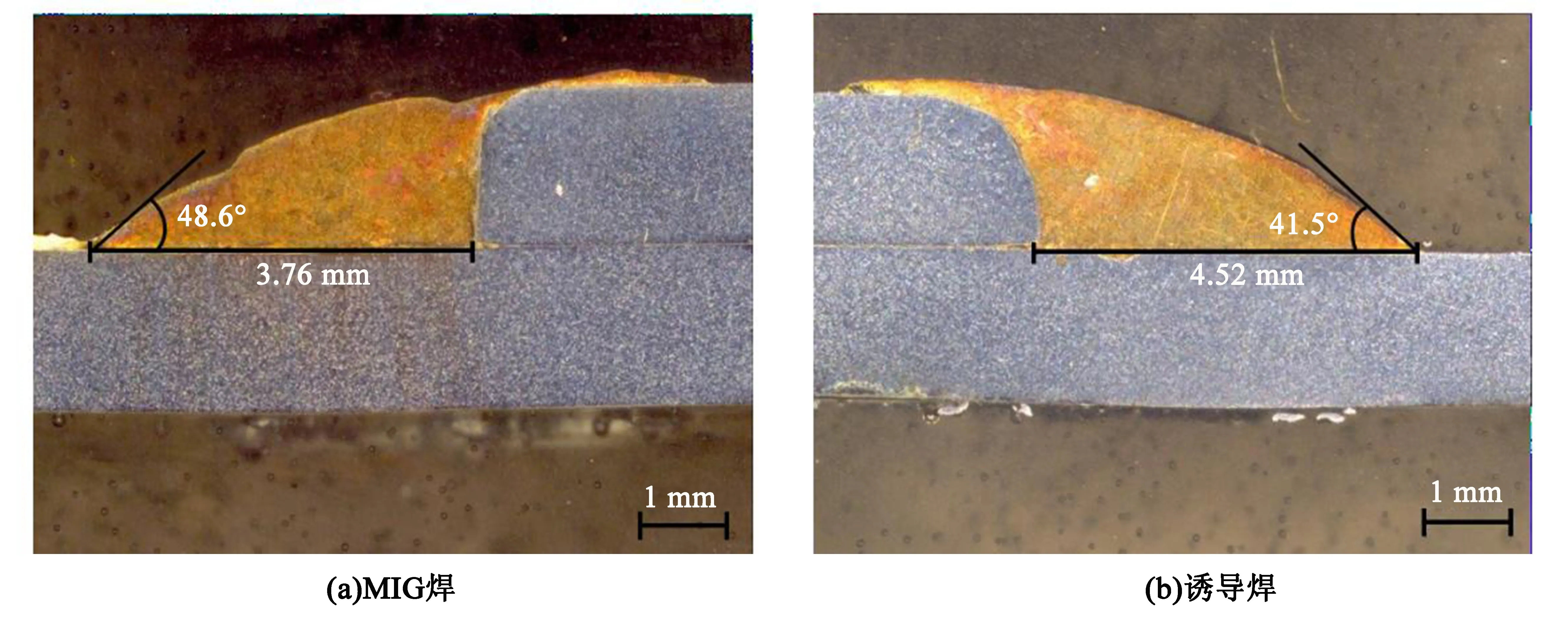
图3 典型搭接接头横截面形貌对比
2.2 焊缝组织分析
激光功率P=0、100、300、500 W时诱导焊焊缝微观组织图片如图4所示,其中焊接参数为电流I=110 A、电压U=19.3 V、光丝间距Dlw=2 mm、离焦量df=0 mm、焊接速度Vw=0.7 m/min.
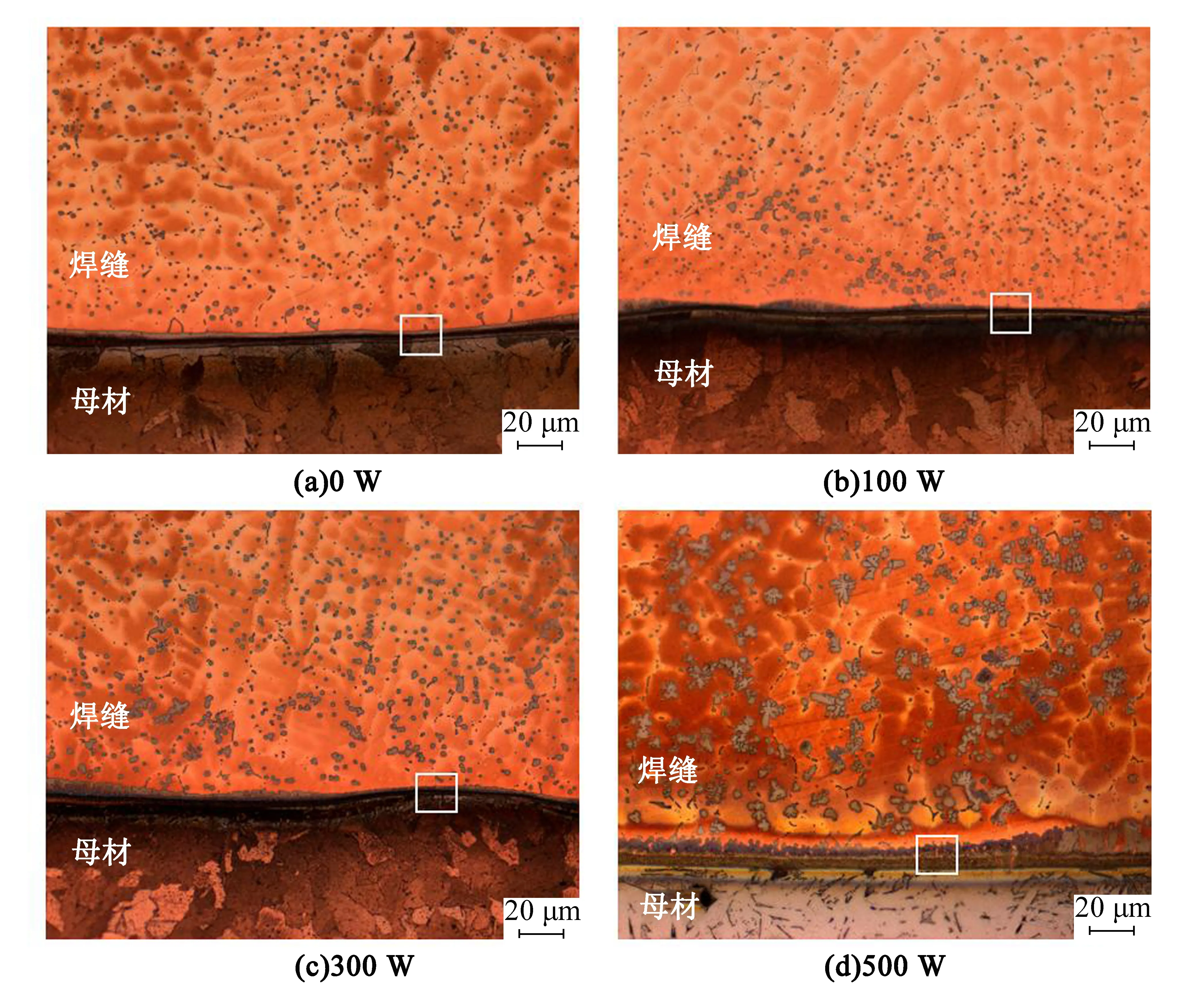
图4 不同激光功率的诱导焊焊缝微观组织
从图4中可以看出,Q235作为母材镀锌板的基底金属,其组织主要为大量的铁素体和少量的珠光体[12].焊缝区域的组织形态均为胞晶和胞状枝晶,初步判断它们是由硅、锰等元素在铜中固溶形成,这种固溶体组织使焊缝具有良好的强度和塑性,保证了焊缝金属的机械性能.随着诱导焊过程中激光功率的增加,焊缝内部的胞晶和胞状枝晶更加粗大,这是由于激光的加入,增大了焊接热输入,延长了焊缝金属液态存在时间,使它们得到了进一步的生长.
另外可以明显发现,随着诱导焊过程中激光功率的增大,焊缝中弥散分布的灰黑色物质明显增多,并且形态也逐渐发生变化,如图4(d),当激光功率达到500 W时,焊缝中弥散分布的灰黑色物质的数量、体积明显增大,并且形态也变为花瓣状、树枝状.经分析可知,焊缝内部弥散分布的Fe-Si(Cu)强化相主要有两个来源,一是由于熔池金属的冲刷、搅拌作用将界面处胚芽状的金属间化合物破碎而进入焊缝内部,二是焊缝内部铁原子的溶解-析出作用.激光的加入,一方面会增加熔池金属的流动性,另一方面由于其本身高能量密度的特点,会熔化更多的基体,从而使焊缝中的铁原子的数量增加.在这两方面的共同作用下,焊缝中的Fe-Si(Cu)强化相在数量和形态上发生了明显的变化.
2.3 接头界面分析
为了观察不同激光功率的诱导焊焊缝界面的变化,使用扫描电子显微镜分别对图4(a~d)白色方框内的区域进行观察,其结果如图5所示.
从图5中可以观察到,界面处过渡层的厚度随着激光功率的增大而增大,经过测量,过渡层厚度分别为1.83、2.33、4.32、8.57 μm,界面处过渡层的存在,表明焊缝与母材之间形成了良好的冶金结合.
在单独的MIG电弧或者激光功率较小的诱导焊过程中,在界面处形成一条板条状的过渡层,如图5(a)、(b)所示.对其分析可知,这是因为诱导焊过程中高温的液态焊缝金属在界面处与冷态的母材接触时两者之间存在很大的温度梯度,凝固时固-液界面呈平面状生长,形成薄层状的平面晶,并迅速冷却,形成了板条状的界面过渡层.
随着诱导焊过程中激光功率逐渐增大至300 W时,过渡层的形态发生了变化,靠近母材的一侧的过渡层仍然呈现平整的板条状,而靠近焊缝金属一侧的过渡层在板条状的基础上有化合物的形核,并呈现微小的胚芽状向焊缝中生长形态,如图5(c)所示.对其分析可知,这是因为较大功率激光的加入使得熔池金属处于高温增长,在固-液界面前沿将会出现“成分过冷”区域,板条状的过渡层上偶尔会突出的部分伸入过冷区长大,随即发生凝固,从而形成在板条状的金属间化合物上以微小的胚芽状向焊缝金属局部突出生长的形态.
当诱导焊过程中激光功率继续增大至约500 W时,靠近母材一侧的过渡层形态仍未发生变化,而靠近焊缝金属一侧的过渡层则有大量的形核,形成大量的化合物,并且呈现出两种物质机械混合后迅速凝固的形态,如图5(d)所示.对其分析可知,这是因为诱导焊过程中激光功率达到500 W时,已经造成界面处母材微熔,当液态的焊缝金属与母材接触时便与熔化的母材发生不均匀混合,在界面附近大量的Fe原子溶解在液态钎料中,并与其中的Si、Cu原子发生反应形成金属间化合物,随着焊缝金属的冷却凝固,大量的Fe-Si(Cu)相析出,形成如图5(d)所示的过渡层形态.
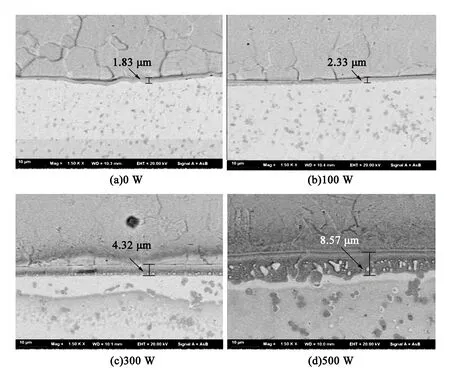
图5 不同激光功率的诱导焊焊缝界面
3 结论
1)以CuSi3焊丝为填充材料焊接镀锌板搭接接头时,与单独的MIG电弧焊相比,低功率激光诱导MIG电弧焊缝表面成型美观、焊缝铺展宽度大、润湿角小、焊缝更加圆滑、饱满.
2)诱导焊过程中随着激光功率的增加,促进熔池金属的流动,增强熔池金属对界面处金属间化合物的冲刷作用,使得焊缝内部弥散分布的Fe-Si(Cu)强化相的数量、体积增大,并且能够起到强化焊缝的作用.
3)随着激光功率的增加,诱导焊焊缝界面处金属间化合物的形态由板条状逐渐变化为靠近母材一侧为平整的板条状,而靠近焊缝金属的一侧在板条状的基础上有化合物的形核,并呈现微小的胚芽状向焊缝中生长的形态;随着焊接热输入的进一步增大,靠近母材一侧的过渡层仍未发生变化,而靠近焊缝金属的一侧则呈现两种物质机械混合后迅速凝固的形态.
