EPVC 树脂粉末捕集器的技术改造
2022-07-19王玉昌翟志雄王世辉赵晨寰王新志
王玉昌,翟志雄,王世辉,赵晨寰,王新志
(唐山三友氯碱有限责任公司,河北 唐山 063305)
EPVC 树脂微悬浮法生产工艺, 是将氯乙烯单体、油溶性引发剂、乳化剂、工业用水等参与反应的工作介质在分散系统中经过充分分散、循环,使氯乙烯单体在乳化剂的保护下, 形成含有一定数量引发剂的直径为0.1~2.0 μm 的稳定微小液滴,再经过提高反应温度进行聚合反应的生产工艺过程。
1 微悬浮法生产工艺特点
微悬浮法生产工艺流程是将氯乙烯车间送来的VCM 单体借助热电分公司的水处理工序送来的无离子水在聚合车间助剂配制工序配制的引发剂、乳化剂等各种助剂的催化作用下, 在聚合釜内进行微悬浮法聚合反应, 制得不同型号的合格EPVC 树脂产品。 这种化工生产工艺具有以下特点:(1)EPVC胶乳颗粒直径易于控制,波动范围比较小,产品性能相对稳定;(2)采用油溶性引发剂,在氯乙烯单体液滴中进行聚合反应;(3)微悬浮聚合的乳化剂的作用是分散和稳定氯乙烯单体液滴及胶乳颗粒, 在聚合反应过程中不会形成较大颗粒, 不影响聚合反应的进行速度;(4)由于参与反应的物料在聚合前已高度分散,对搅拌速度和力度要求不高,能满足传热要求即可;(5)微悬浮聚合反应形成微小颗粒的历程与悬浮聚合反应相同, 但这种情况下产生的胶乳颗粒是以初级粒子形式存在, 在电子显微镜下观察时呈实心玻璃球状。
2 粉末捕集器改造必要性
微悬浮聚合过程中, 乳化剂对分散液的稳定性起着至关重要的作用。 为了减弱乳化剂分子间负电荷之间的相互排斥作用,提高乳液稳定性,需要在分散过程中加入少量高级醇和高级脂肪酸。
由于聚合反应釜内的氯乙烯转化率基本维持在93%左右,存在7.0%~8.0%未反应的VCM 单体需要进行回收。 为了防止回收时氯乙烯气体将大量胶乳带入回收系统,回收时在DCS 系统控制下应严格控制回收速度,同时向回收系统中喷洒消泡剂。回收操作分为自压回收和强制回收两个操作过程。
回收结束后,开启聚合釜放料阀,胶乳经粉末捕集器(X0204)滤掉粗渣后由放料泵打至放料罐,放料结束后,用40 MPa 高压水清洗聚合釜内壁及搅拌装置,清洗结束后,聚合釜内壁及搅拌装置喷涂防粘釜剂, 升温烘干后上好人孔盖进入下一个聚合反应操作周期。在操作过程中粉末捕集器的PVC 粗渣的废料量比较大, 总废料率基本维持在0.9%, 因此EPVC 树脂粉末捕集器的技术改造势在必行。
3 粉末捕集器的主要操作参数
粉末捕集器设备位号为X-0204AB、2X-0204AB、3X-0204AB,共计6 台,规格为Ø1 200×1 745;滤筒Ø980×556。其中X-0204AB 的冲洗水口径为DN50;2X-0204AB 和3X-0204AB 的冲洗水口径为DN150×DN50,主要物料为:VCM、PVC 和水。
粉末捕集器所依据的规范标准为TSG21-2016《固定式压力容器安全技术监察规程》、GB150.1~4-2011《压力容器》,设计压力1.0 MPa,最高工作压力0.3 MPa,设计温度168 ℃,最高操作温度为60 ℃,容器类别为Ⅱ类压力容器,全容积1.4 m3,介质特性为易燃易爆、中度危害,地震设防烈度为8/0.2 g,基本风压为400 Pa, 场地土类别为Ⅳ, 地面粗糙度为B级,涂敷与运输包装要求为JB/T4711-2003,主要受压元件如筒体、封头、法兰、接管等材质为316 不锈钢,筒体、封头的厚度为10 mm。
粉末捕集器的设备结构主要有设备直段筒体、椭圆封头、本体法兰、支座和接管等部分组成。 废料出口法兰密封面距筒体边缘线180 mm,这样设计就是尽量缩短PVC 废料出口的距离。同时整台粉末捕集器与水平线成45°倾斜放置, 也是为了方便PVC废料的排放[1]。
4 粉末捕集器在生产过程中出现的问题
粉末捕集器废料清理为间歇式清理模式, 即胶乳进口压力达到生产工艺要求的数值时, 表明滤筒内侧经滤筒过滤所滞留的PVC 粗渣过多。这时需要关闭胶乳进口阀,先打开放料阀进行泄压,然后打开冲洗水进口阀,冲洗水透过滤筒过滤网将PVC 粗渣冲出粉末捕集器, 但是粉末捕集器X-0204AB 这种设备结构会在滤筒内部形成两个死区,即死区A、死区B,这两个区域冲洗水冲不到,见图1 所示。 粉末捕集器2X-0204AB 和3X-0204AB 这种设备结构会在滤筒[2]内部形成三个死区,即死区A、死区B 和死区C,这三个区域冲洗水冲不到,见图2 所示,这几个死区范围内的PVC 粗渣就会滞留在粉末捕集器内排不出去。

图1 X0204AB改造前冲洗水走向
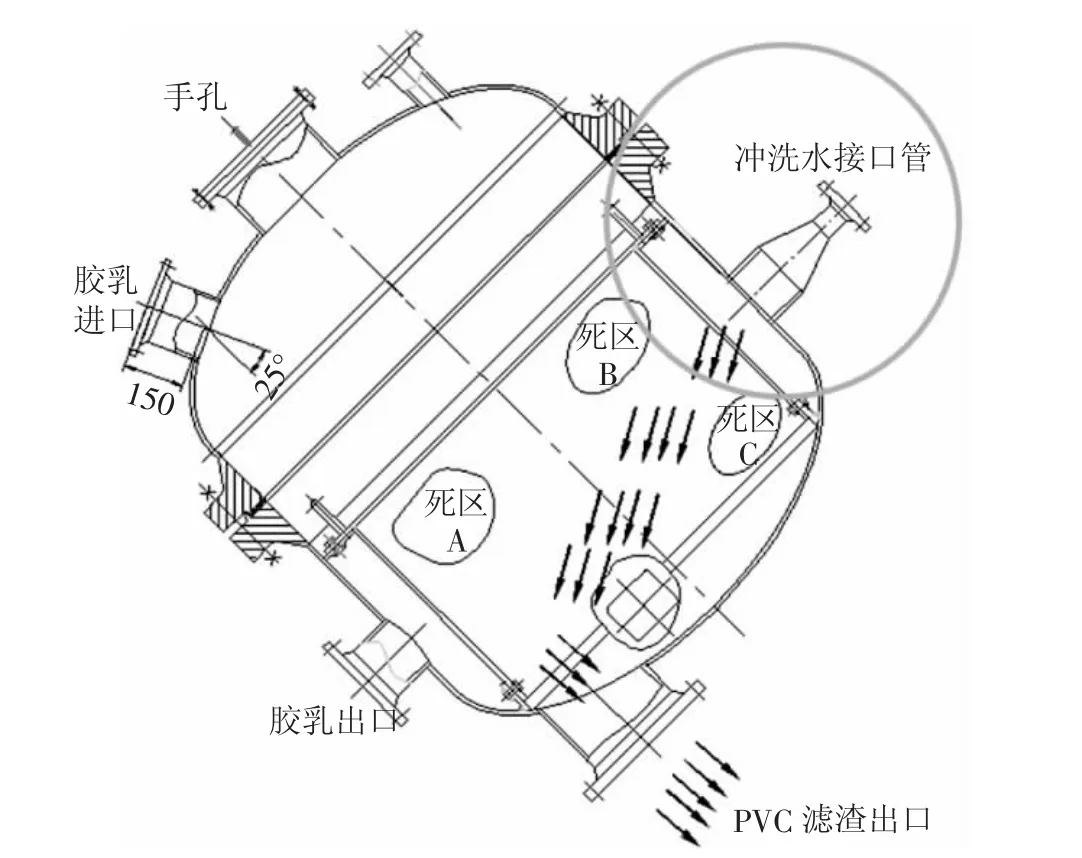
图2 2X/3X0204AB改造前冲洗水走向
5 粉末捕集器的改进措施
针对粉末捕集器的内部设备结构、 工作模式和造成粉末捕集器形成死区的原因, 通过与生产车间和施工单位共同探讨粉末捕集器的技术改造方案, 最终确定在过滤筒和设备筒体之间设置冲洗水盘管的改造方案, 盘管直径和冲洗水进口管直径相同,都是DN50,这样能够保证冲洗水的压力损失最小。
本次设备技术改造所使用的材料必须向检验人员提交有关材料的质量证明文件,质量证明文件必须内容齐全, 且检验数据符合有关标准的要求,并保证证明文件和实物的一致性,确认符合要求的材料才能办理入库手续,不符合要求的村料一律不得使用。 根据容器产品的安全性和可靠性的要求,对材料到货检验、划线开孔、无损检测及耐压试验等设为停止点,检验员检查后由责任人员作合格确认,每道工序完工后,操作人员在自检合格的基础上方可交检, 检验合格后双方均需在工艺上签字,工艺卡与工件同步流转,以保证每道工序始终处于受控状态[3]。
本次设备技术改造所用盘管选用的材料为S31603,规格为:Ø57×3.5,这些用于改造的材料必须是未使用过的, 并且有材料制造单位提供的质量合格证明书。 管材的外观(包括壁厚)必须进行整体的宏观检验,比如管材外表面不得有毛刺,不得存在凹凸、 裂纹、 划伤等明显的影响使用的异常变形或缺陷。
粉末捕集器2X-0204AB 和3X-0204AB 冲洗水变径所需S31603 钢板表面不允许存在气泡、 结疤、裂纹、拉裂、折叠、夹杂和压入氧化皮等比较明显的、尖锐的质量缺陷, 并且有材料供货厂家提供的材料质量合格证明书。
冲洗水盘管制作完成后, 在面对滤筒的一侧开Ø4 的冲洗水孔, 开孔数量为138 个, 开孔间距为128 mm,也就是根据“开孔总的通流截面积等于粉末捕集器进水管的通流截面积” 这一理论原则设计计算所得,3.14×(0.057-0.005×2)×(0.057-0.005×2)=开孔数量×3.14×0.002×0.002,冲洗水盘管在粉末捕集器中盘约5 圈,冲洗水盘管总长度约17.7 m。钻孔时控制好转速和钻头的行进速度, 经常检查钻头的磨损情况,利用乳化液进行冷却,防止钻头高温烧伤[4]。
由于粉末捕集器X-0204AB 的冲洗水进口管与设备本体相连接的管道口径为DN50, 因此冲洗水进口管可以和冲洗水盘管直接相连接,见图3 所示。粉末捕集器2X-0204AB 和3X-0204AB 的冲洗水进口管与设备本体相连接的管道口径为DN150,这两台设备的冲洗水进口和盘管的连接方式需要先进行变径后再和盘管连接,见图4 所示。

图3 X0204AB改造后冲洗水走向
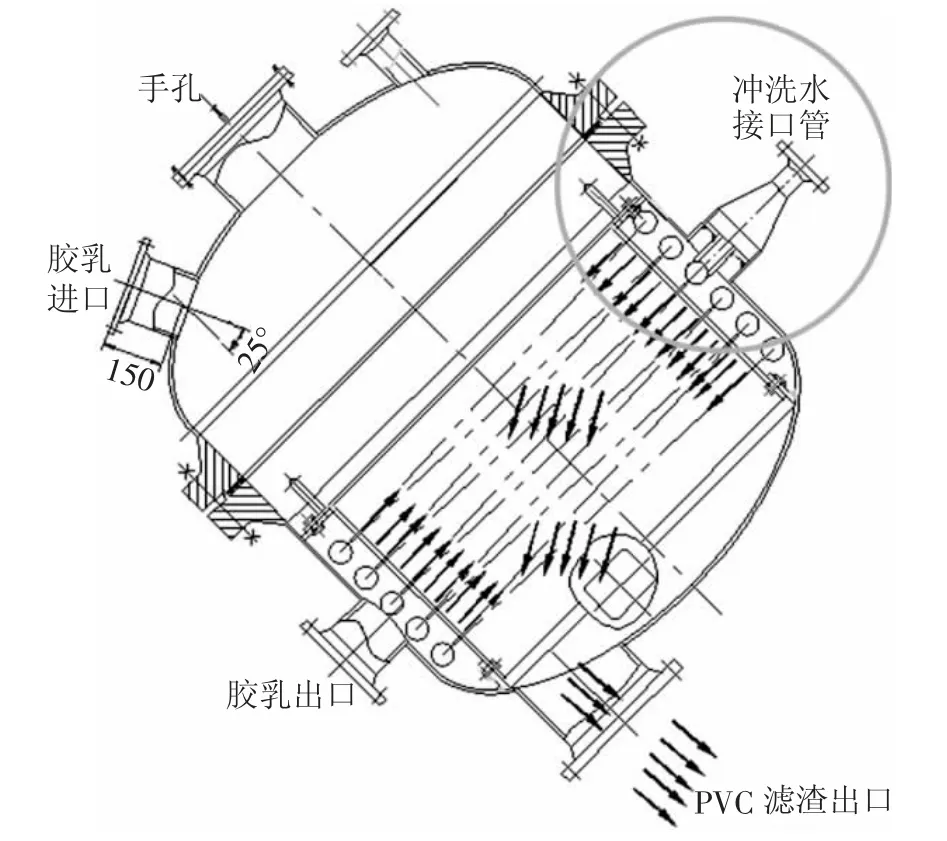
图4 2X/3X0204AB改造后冲洗水走向
由于粉末捕集器属于Ⅱ类压力容器, 因此本次设备技术改造所选用的设计单位和施工单位都要符合相关法律、法规和规范的资质要求,同时还要具备相关的设计和施工经验。
粉末捕集器进行技术改造的施工和焊接前的准备。 首先所改造设备与生产系统要加好盲板进行彻底隔离,同时办好施工作业票和动火审批手续,具备设备改造所需施工作业条件。
由于本次粉末捕集器技术改造是在设备筒体和PVC 粗渣过滤筒之间增加设置冲洗水盘管,只要把盘管和设备进水管互相焊接牢固没有缺陷即可,具体的焊接技术要求为:(1)焊接采用电弧焊,焊条牌号为:S31603 之间采用A022,碳钢之间用J426,不锈钢与碳钢间采用A302。(2)当采用埋弧焊和氩弧焊时,其焊接材料按NB/T47015-2011《压力容器焊接规程》选用。(3)焊接接头形式及尺寸除图中注明外按HG/T20583-2011 中规定, 对接接头采用DU4, 接管与壳体、 封头的焊接接头为G2 (全焊透),角焊缝的外形应当凹形圆滑过渡。 (4)当DN<250 的接管与接管对接接头,接管与高颈法兰的对接接头进行渗透检测, 符合NB/T47013.5-2015 中Ⅰ级为合格。 同时焊工必须持有《压力容器焊工操作证》,并符合与焊缝相应位置合格项目,在有效期内进行焊接。 焊条使用前必须进行烘干,并有相应烘干记录。焊缝施焊前坡口必须清理打磨干净并露出金属光泽再进行焊接,施工措施和技术上具有可行性,并且氯碱公司将进行系统停车大检修,生产现场具备施工作业条件和动火作业条件,所以主管技术人员同生产车间和施工单位的相关技术人员仔细认真研究粉末捕集器的设备结构,同时和焊接工作人员探讨施工焊接的具体方案,确保本次设备改造方案万无一失。
最终一致认同,不需要将粉末捕集器设备单独从生产现场拆走,充分利用氯碱公司生产系统停车大检修的机会进行本次设备技术改造。办理好设备的施工检修作业票据和动火作业手续,同时施工现场定期检测,确保施工作业安全。 首先拆掉所有与粉末捕集器相连接的各种生产工艺管道。然后拆掉粉末捕集器封头的所有连接螺栓,将设备封头拆掉移开。 再拆掉设备内部的滤筒。 再将冲洗水盘管放进粉末捕集器本体内部,进行盘管与进水管之间的焊接连接工作。当冲洗水盘管和粉末捕集器进水管焊接完成后, 对焊缝外观先用肉眼进行初步检查,不得存在裂纹、气孔、夹渣、未熔合、超标咬边、凹凸不平等明显的焊接质量缺陷,宏观检验合格后进行100%PT 检查,应符合JB4730-2005 的要求。 当质量检验合格后,再把冲洗水盘管固定在粉末捕集器设备的筒体上,同时不得影响滤筒的回装。 当冲洗水盘管固定检验合格后,再将滤筒、设备封头、工艺管道回装好。
本次设备技术改造施工完成后需进行无损检测,由第三方检验人员开出“无损检测委托单”连同工艺卡交探伤室, 探伤人员必须按照粉末捕集器的施工图的技术要求和探伤工艺要求进行探伤, 并由II 级人员按相应的国家规范标准要求进行评定,同时由于本设备属于二类压力容器, 所以探伤检验报告还要由II 级人员进行复审。 设备无损检测完毕后, 出具有关探伤检验报告随同设备完工质量竣工验收文件交设备使用单位。
本次设备技术改造进行无损检测结束后还要进行耐压试验。在耐压试验前,将由检验负责人员对所有汇总的检验、试验记录、报告进行审查,并对其完整性、正确性负责、不符合要求的产品不能进行耐压试验。 本设备对壳程进行1.25 MPa 水压强度试验;对管程进行3.75 MPa 水压试验。 水压试验用水要求氯离子含量不超过25 mg/L; 试验完毕后将余水放尽, 用压缩空气吹, 然后用压缩空气进行1.05 MPa气密试验。 总而言之耐压试验的介质、温度、试验压力、压力表以及耐压试验的操作必须符合图样和相应标准规范中的规定, 由检验责任人员对耐压试验结果进行确认。
6 粉末捕集器投入使用后效果
粉末捕集器经过本次设备改造后, 冲洗水沿着盘管从138 个开孔喷出(见图3、 图4 中的箭头方向),高速高压的冲洗水透过滤筒,将粘附在滤筒上的PVC 粗渣冲洗下来(见图3、图4 中的向PVC 排渣口斜下方的箭头方向),所以粉末捕集器经过本次设备改造后的盘管对PVC 粗渣的冲洗效果非常均匀,彻底消除了冲洗水在滤筒内部喷不到的死区,即冲洗水在滤筒周围形成360°全方位喷淋方式,同时也降低了生产现场操作工的劳动强度。
如果树脂产量按照往年的50 000 t 计算, 废料与成品料差价按照2 300 元/t 计算, 粉末捕集器改造前的废料率平均值为1.41%[5],设备改造后的废料率降低至1%, 那么本次技术改造产生的效益为(1.41%-1%)×50 000×2 300=47.15(万元/a),再减去设备折旧费5÷1.13×0.95÷14=0.30(万元/a),最终效益为46.85 万元/a。
