回转式隔板絮凝池中增设折板工艺对低温低浊水的处理
2022-05-12卫正刚柳瑞瑶
徐 丹,卫正刚,柳瑞瑶,张 回
(合肥供水集团有限公司,安徽合肥 230011)
回转式隔板絮凝池通过流体流动的能量消耗,促使水中胶体颗粒在混合阶段脱稳,经微絮粒相互接触碰撞,逐步形成能满足沉降分离要求的较大絮体,是给水工艺中十分重要的环节。其优点是构造简单、管理方便,是大型水厂常用的工艺形式。该池虽然絮凝时间长、絮凝池容积大,但容积不能得到有效利用,与折板及网格式絮凝池相比,水力条件不甚理想,絮凝效果不佳[1-2]。特别对于冬季低温低浊水,由于回转式隔板絮凝池的水力条件不佳,沉淀池出水浑浊度高。
目前,国内各水厂在处理低温低浊水时,通常采用合适的混凝剂和助凝剂或者预氧化技术,此方法经济且易实施,但降浊效果有限,还会带来用水安全问题;部分水厂采用泥渣回流技术,该技术经济效应较好,但存在废水对回流的影响,会造成整体水质问题[3];也有部分水厂采用提高混凝强度的方法[4],该措施相对较少产生水质安全问题。研究指出折板絮凝与隔板絮凝相比,水流条件大大改善,在总水流能量消耗中,有效耗能比例提高,可以提高絮凝池混凝强度。
本文在安徽省合肥市某水厂一期工程的改造中,拟在原来的回转式隔板絮凝池中增设平流式折板。利用计算流体力学(CFD)模拟[5-6],从理论上进行流态分析,测定改造前后絮凝池工艺参数,考察增设折板对絮凝池的速度梯度的影响,并通过实际生产运行对比,判断该方案能够达到增加混凝强度、降低低温低浊水的出水浑浊度的效果。
1 改造方案与试验方法
安徽省合肥市某水厂一期工程总规模为25万m3/d,共4座絮凝池(1#~4#絮凝池),每座设计规模为6.25万m3/d,给水工艺采用管道混合-回转式隔板絮凝池-平流沉淀池-普通快滤池,运行至今已有30年。水源水为董铺水库水,絮凝剂采用固体聚合氯化铝铁,消毒剂采用次氯酸钠。
1.1 增设折板方案
选取一期1#回转式隔板絮凝池进行增设平流式折板改造。在1#絮凝池内先后增设了平流异波折板和平流同波折板,如图1所示。
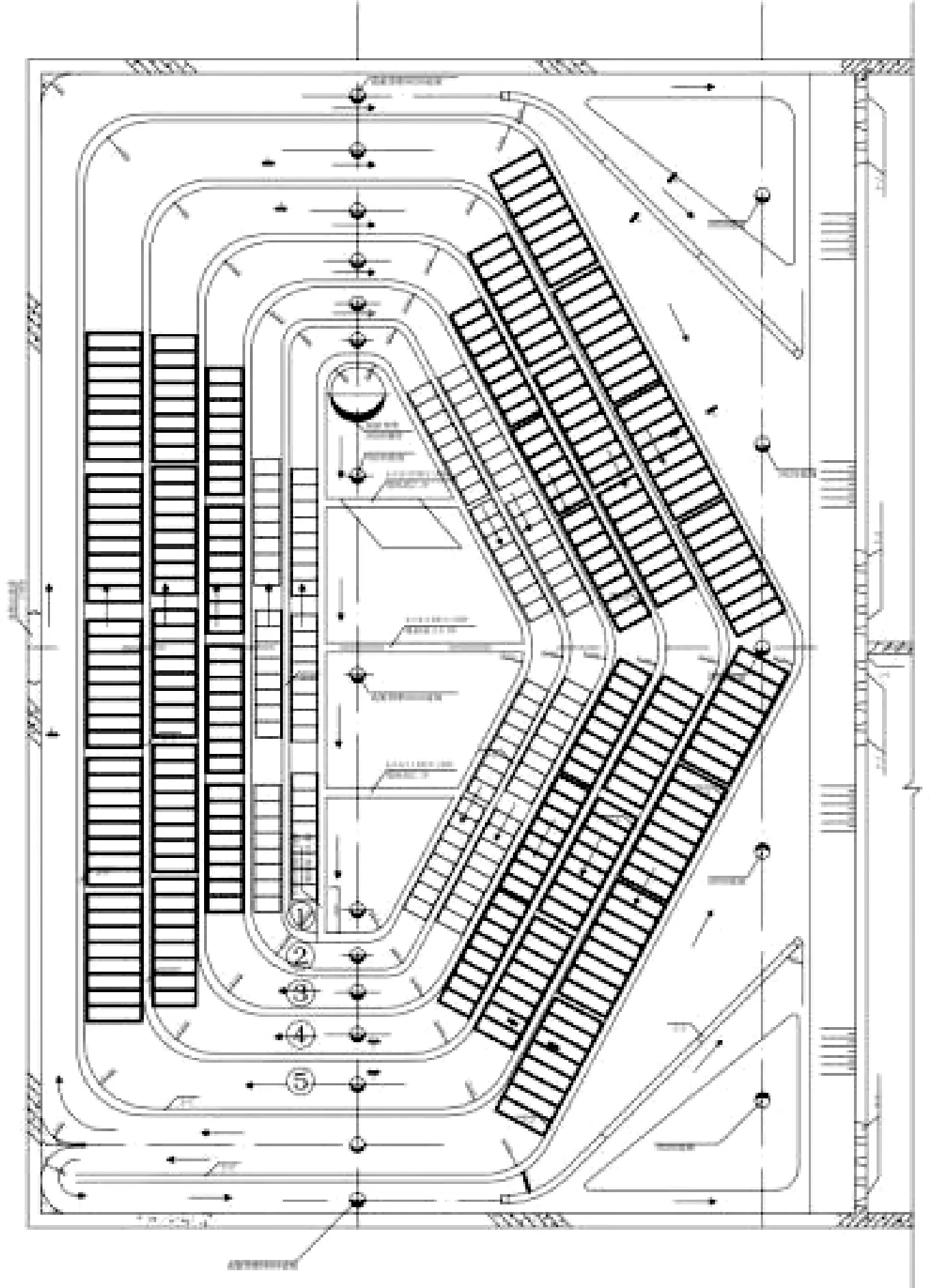
注:前2圈①②渠道内细线-异波折板;后3圈③④⑤渠道内粗线-同波折板图1 回转式隔板絮凝池内折板布置Fig.1 Layout of Convential Rotary Clapboard Flocculation Tank Adding Folde Plates

图2 平流异波折板实物图Fig.2 Picture of Horizontal-Flow Opposite Folded Plates
《给水排水设计手册》中关于折板絮凝池的设计参数:第一阶段为0.25~0.35 m/s(异波折板);第二阶段为0.15~0.25 m/s(同波折板);第三阶段为0.10~0.15 m/s(直板)。回转式隔板絮凝池中的第①、②渠道的平均流速为0.38、0.29 m/s,满足第一阶段,因此,平流异波折板放入絮凝池内的第①、②渠道,渠道总长约为69 m,其结构如图2所示。回转式隔板絮凝池中的第③、④、⑤渠道的平均流速分别为0.25、0.20、0.16 m/s,满足第二阶段,平流同波折板放入絮凝池内的第③、④、⑤渠道,渠道总长约为158 m。折板夹角为90°,折板间距为1 m,折板板材为304不锈钢,厚度为1.5 mm,折板具体尺寸和数量如表1所示。
1.2 试验仪器、水源水水质及分析方法
仪器:深圳中润水工业ZR4-6混凝试验搅拌机;杭州飞华台式TSZ浊度仪;雷磁PHSJ-4A酸度计。
试验周期内水源水水质:浑浊度为11.0~15.0 NTU、水温为7~9 ℃、高锰酸盐指数(CODMn)为1.9~2.4 mg/L、pH值为7.27~7.50。各项指标均采用生活饮用水标准检验方法相关分析中的标准方法测定。
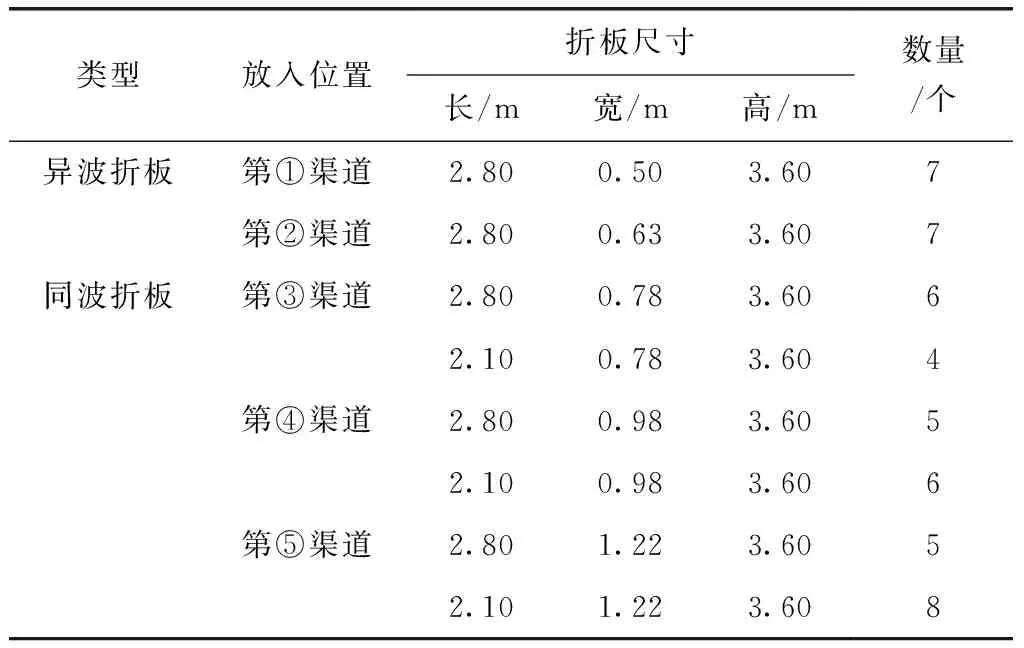
表1 折板尺寸和数量Tab.1 Size and Quantity of Folded Plates
2 结果和讨论
2.1 絮凝池流态分析
2.1.1 计算模型与数值方法
选取了絮凝池第1圈初始增设异波折板处、第3圈初始增设同波折板处的剖面,模型网格选用非结构化四面体网格。
数值使用k-w sst模型方程,边界条件设置如下。①进口边界:采用模型左侧边为进口边界,异波折板模型流速为0.376 m/s,同波折板流速为0.266 m/s,设置模拟温度为7 ℃。②出口边界:采用自由出流,适用于不可压缩流中完全发展出流的情况。③壁面边界:固体边界采用无渗透、无滑移的标准壁面函数,流体材料选择水体(water-liquid),按照温度调节水的密度和黏度。
2.1.2 模拟结果
利用Fluent软件模拟处理后,将模拟结果导出Tecplot格式后用Tecplot软件打开数据,从中提取絮凝池廊道剖面处沿水流方向的速度分布矢量图(图3)和湍流动能分布图(图4)。

图3 改造前后观测点水流速度矢量分布Fig.3 Velocity Vector in Observation Points before and after Adding Folded Plates
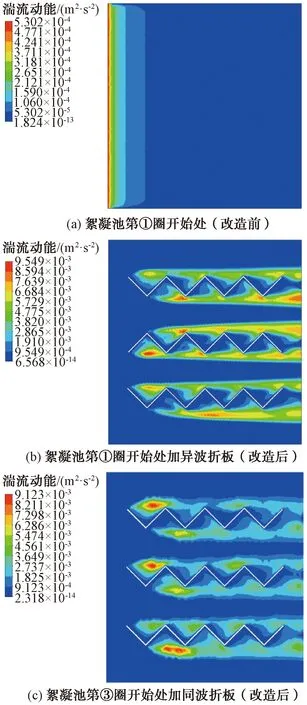
图4 改造前后观测点处湍动能分布Fig.4 Diagram of Turbulent Kinetic Energy in Observation Points before and after Adding Folded Plates
速度矢量图反映了絮凝池内水体流向和速度分布的情况。由图3可知,改造前絮凝池内水体流向均为水平方向流动,方向一致;增设折板后,絮凝池内折板附近水流方向发生改变,水流流向变得复杂,使得折板附近存在大量的涡旋,促进颗粒的扩散和碰撞凝聚。由絮凝动力学机理分析可知,这样的水流状态对絮凝有利[7]。
由速度分布可知,未增设折板的絮凝池内,絮凝池第①圈开始处[图3(a)]仅在絮凝池壁的流速小,池体内部流速均匀,几乎无流速差。增设折板的絮凝池内[图3(b)、图3(c)],折板之间的平均流速>折板附近的平均流速>靠近折板壁处的水流速度。增设异波折板的絮凝池第①圈开始处[图3(b)]的流速差为0.50 m/s,折板附近流速差较大,使得水与其中固体颗粒产生了相对运动,为不同尺度的颗粒碰撞提供了条件,有利于颗粒物碰撞。增设同波折板的絮凝池第③圈开始处[图3(c)]的流速差为0.37 m/s,比异波折板处的速度差异小,湍流剪切力减少,有利于絮体的长大。

表2 改造前后 1#回转式隔板絮凝池速度梯度G、絮凝时间TTab.2 Velocity Gradient G and Flocculation Time T Value of 1# Rotary Clapboard Flocculation Tank before and after Reconstruction
图4可以直观地表现湍动能k在池体中转移和耗散的情况[8-9]。改造前絮凝池内湍动能分布均匀,湍动能小,絮凝池第①圈开始处[图4(a)]k仅为1.8×10-13m2/s2;增设异波折板后,在折板附近水流湍动能较大,絮凝池第①圈开始处[图4(b)]折板附近平均k为4.8×10-3m2/s2,有利于形成涡流,胶体颗粒间碰撞几率更大,由此形成的矾花更密实,絮凝效果更佳。絮凝池第③圈开始处[图4(c)]同波折板附近平均k为3.2×10-3m2/s2,比异波阶段的稍小,有利于矾花长大。湍动能和速度矢量云图在分布上具有相似性,存在内在的相互关联。由计算流体力学模拟结果可知,增设折板增加了水流涡流数量、改善了水利条件。
2.2 絮凝池工艺参数对比
对1#絮凝池增设折板改造前后进行了速度梯度G、絮凝时间T工艺测定,测定时水温为7 ℃,结果如表2所示。
由表2可知,1#絮凝池改造后的各阶段絮凝强度均比改造前大。同比孔室阶段,改造后的GT约是改造前的1.3倍;同比第①圈至第②圈结束处,该段改造后的GT约是改造前的3.9倍;同比第③圈至第⑤圈结束处,该段改造后的GT约是改造前的2.2倍。因此,增设折板能够增大GT,提高絮凝效果。
2.3 实际生产运行效果
1#(改造)、2#(未改造)回转式隔板絮凝池对应的1#、2#平流式沉淀池,其结构和尺寸相同,因此,将2#沉淀池作为对比池,同时沉淀池自身影响可忽略,采用沉淀池出水浑浊度代表絮凝池絮凝效果。改造前后2周内进水水质稳定,进水量及净水剂投加不变。增设折板前后实际生产运行的1#、2#沉淀池出水浑浊度如图5和图6所示。

图5 实际生产运行的1#、2#沉淀池出水浑浊度Fig.5 Effluent Turbidity of 1# and 2# Sedimentation Tanks in Practical Treatment Process

图6 1#絮凝池改造前后一周内1#、2#沉淀池出水平均浑浊度Fig.6 Turbidity of 1# and 2# Sedimentation Tank within One Week before and after Adding Folded Plate
如图6所示,改造前1#沉淀池出水一周内平均浑浊度为1.68 NTU。改造后经2 d左右适应期,出水水质稳定。改造后1#沉淀池出水一周内平均浑浊度为1.16 NTU,增设折板改造后出水浑浊度降低31%。改造前1#沉淀池出水一周内平均浑浊度比2#高5.7%;改造后1#沉淀池出水一周内平均浑浊度比2#低24%。絮凝池增设折板能够有效提高絮凝效果,降低在低温低浊条件下的出水浑浊度。
1#~4#回转式絮凝池的设计负荷为2 600 m3/h,絮凝池增设折板后,水头损失增加。经实际生产运行试验,改造后1#絮凝池的最大负荷可达4 000 m3/h,增设折板后不影响水厂负荷。
3 结论
(1)计算流体力学模拟从理论上证实了增设平流折板能够增加折板附近水流涡流数量,改善回转式隔板絮凝池内水流状态。
(2)增设折板能提高回转式隔板絮凝池的絮凝强度。在絮凝池前2圈,增设折板的1#絮凝池GT约是未增设折板的3.9倍;在絮凝池后3圈,增设折板的1#絮凝池GT约是未增设折板的2.2倍。
(3)絮凝池增设折板能有效降低冬季低温低浊情况下的沉淀池出水浑浊度。实际生产运行效果表明,增设折板后的1#沉淀池出口水浑浊度降低了31%。
回转式隔板絮凝池中增设平流折板能有效改善水力条件,该改造方案可为老旧水厂在现有条件下絮凝池提升改造提供借鉴和参考。