生产中基于冲裁间隙优化的断面品质改善探析
2022-04-21侯峥嵘黄志威吴智康广汽埃安新能源汽车有限公司
冲裁是利用模具使板件的一部分封闭轮廓与另一部分封闭轮廓分离的冲压工序,冲裁间隙是指冲裁工序中上模刃口和下模刃口尺寸之间的差值,是模具设计、制造和生产中的重要技术参数,因此,为了满足模具寿命和冲裁件质量的要求以及提高生产效率,在实际生产中对冲裁间隙进行管理和优化是必要的。
冲裁变形过程分析

弹性变形阶段
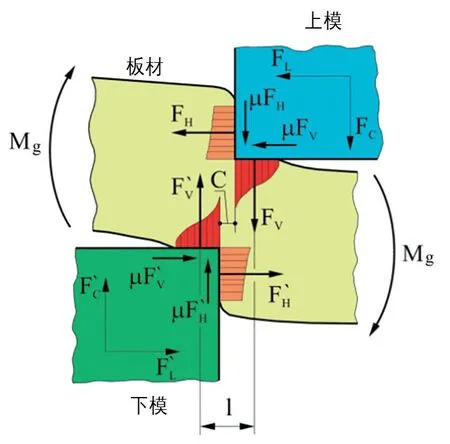
在此阶段,上模刃口与板件接触后,板件先被压平,接下来上模和下模刃口分别压入板件中,由于存在冲裁间隙C,板件受到的上模的合力与下模的合力并不共线,板件因此会受到一个弯矩M
,该弯矩使得板件在弹性受压的情况下还略有弯曲,随着上模继续下行,材料在刃口部分受到的应力会达到弹性极限。
塑性变形阶段
伴随上模的继续下行,板件受力增大,材料的应力达到屈服极限从而产生塑性变形,随着塑性变形程度的增加,板件内的拉应力和弯矩继续增大,材料硬化加剧,刃口附近的材料先达到强度极限。
断裂阶段
上模压入深度继续增加,裂纹首先出现在上、下模刃口侧面,此时在弹性和塑性变形阶段储存的应变能得以释放,且沿最大切应力方向向材料内部扩展,当上、下模刃口处的主裂纹重合时,材料便被切断分离。若刀口间隙不合理,两条主裂纹无法重合,则会出现第三主裂纹。
冲裁间隙对断面的影响及其选择
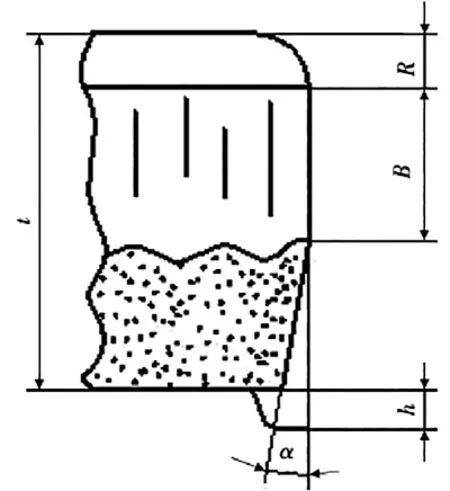
根据以上冲裁变形过程分析可知,冲裁件的断面主要包括塌角R、光亮带B、断裂带和毛刺h,并且具有断裂角α,如图2所示。
冲裁间隙对塌角的影响
“一带一路”合作中,国际化企业有必要形成专门的企业社会责任部门,对部门人员进行专业培训,能够让他们对企业社会责任有系统了解,从而在企业社会责任的履行过程中进行专业管理,使相关资源得到更为有效的利用,获取相关社会责任行为的最大社会效应。国际化企业有必要将社会责任纳入到其长期的发展战略,对社会责任履行的范围、层次以及重点等进行系统的统筹安排,从而强化企业的公民意识,构建基于科学分析的企业社会责任战略(樊蓉,2018),真正的提升企业的国际品牌形象。
冲裁间隙对光亮带的影响
相对冲裁间隙可用式(1)表示,即冲裁间隙和板件厚度关系:
对毛刺的影响
固本拓新--基于传统住宅的装配式住宅建筑设计…………………………………………………… 彭敏,万莉(7-18)
冲裁间隙的选择
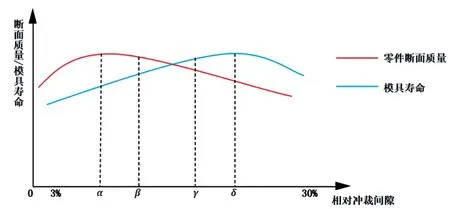
通过以上对零件断面质量的分析和根据查阅有关文献可知,冲裁间隙与模具寿命和零件断面质量的关系如图3所示。权衡零件断面质量和模具寿命也成为选取冲裁间隙时需要考虑的因素。其中,α是零件断面质量最佳的相对冲裁间隙,β是零件断面较好的相对冲裁间隙,γ是模具寿命较好的相对冲裁间隙,δ是模具寿命最好的相对冲裁间隙。
在弹性变形阶段,刃口附近材料被拉入冲裁间隙形成的自由表面就是塌角,其高度随着冲裁间隙的增大而增大。由于冲裁间隙存在,使得板件受到来自上、下模刃口的合力不在一条直线上,因此产生一个弯矩M
。冲裁间隙越大,板件受到的弯矩也越大,板件所受的弯曲作用也就越大,塌角高度也因此增大。
在塑性变形阶段,由于板件在刃口处发生剪切和弯曲拉伸变形,且以剪切作用为主,从而形成光亮带,其表面光洁且垂直度好,是理想的板件断面形状。光亮带高度随着冲裁间隙的增大而减小。但当冲裁间隙过小时,上下两个主裂纹就不会重合,并且会形成狭长的第二光亮带,第二光亮带上面有很长的毛刺、不光整的齿状边和小锥形体,这些将会形成极易剥离的碎屑,带入后工序产生压痕不良,是实际生产时间损失的主要来源之一。而冲裁间隙增加,会使得板件所受拉伸和弯曲作用增大,因此剪切作用被相对削弱,板件容易被拉断形成断裂带,光亮带高度也因此减小。
现阶段,中职学校中学生的基础都比较差,而且他们学习的状态不太好,如果不及时调整教学的现状,会直接影响着学生学习的积极性和学生的能力。本文试图结合中职机械专业教学实际入手,探索提高中职机械专业教学质量的方法。
C=xt (1)
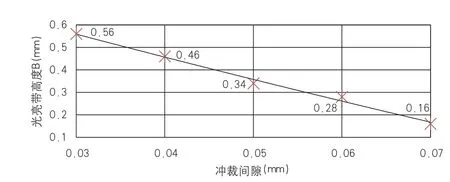
由图9可以看出,随着冲裁间隙增大,光亮带高度减小。光亮带光洁平整且垂直于板件,是冲裁的理想断面。减小的原因是由于板件受到的剪切作用被削弱,容易被撕裂形成断裂带,使得断裂带高度增加。
根据实际生产的经验值,在平衡零件断面质量和模具寿命的情况下,车身覆盖件为钢板的情况下推荐采用x=6%~8%,车身覆盖件为铝板的情况下推荐采用x=10%。
实际生产中快速测定和判断冲裁间隙的方法
冲裁间隙的测量
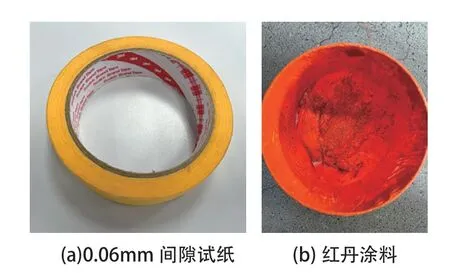
测量冲裁间隙的方法种类很多,如可以使用塞尺进行测量,但该方案在测量较为复杂的刃口形状时测量效率较低,以及在内部的刃口难以进行测量作业,所以该方法的作业效率较低。在实际生产中,需要用较快速且简便的方法测量冲裁间隙,以下介绍一种在生产中可以进行实际运用的方法。本文中车身覆盖件多采用厚度约为0.7mm的板件,因此以厚度为0.7mm的钢板进行试验。需要使用的材料为0.06mm的间隙试纸与红丹涂料,如图4所示,通常,刷一层红丹涂层的厚度为0.01mm至0.02mm。
首先确定合理的冲裁间隙范围,根据上文中的结论,取比例系数x=6%~8%,可以计算出合理的范围应该在0.04mm至0.06mm。接着卸下压料板并在压力机上装模,并在下模选取测量点,在测量点上均匀地粘贴间隙试纸,如图5所示。
用0.1 mol/L的盐酸或氢氧化钠将复合溶葡萄球菌酶溶液的pH值分别调至2、4、6、8、10,在25 ℃温度下,对致病性金黄色葡萄球菌分别在1、5和10 min 进行定量杀菌试验,计算其杀菌率。
石门水电站增效扩容工程主要内容包括:河床电站、东干渠首电站、西干渠首电站水轮发电机组及附属设备、辅机系统、监控保护系统、配电系统及消防系统的机电设备改造。增效扩容工程完成后,电站总装机容量由现在的4.26万kW提高到4.473万kW,年增加发电量914万kWh,较现状复核发电量增加11.7%。项目概算总投资12 883.43万元。其中,东干、西干渠首电站概算投资1 243.27万元,作为试点项目计划于 2011年、2012年实施;河床电站概算投资11 640.16万元,作为推广项目计划于2013年、2014年实施。
分析结果是否准确取决于流体边界条件的设置。该流体的仿真运用的是Fluent模块,由于仿真时设置的流体状态是在理想状态下。在该阀体中流过的介质选用水,其密度为1000 kg/m3,动力黏度设置为0.001055 kg/ms,公称压力为1.6 MPa,流体进入的阀体是湍流状态,则需要运用k-e模型。入口的速度条件设置为1.5 m/s,出口为自由出口,壁面条件为静止壁面[2-3]。
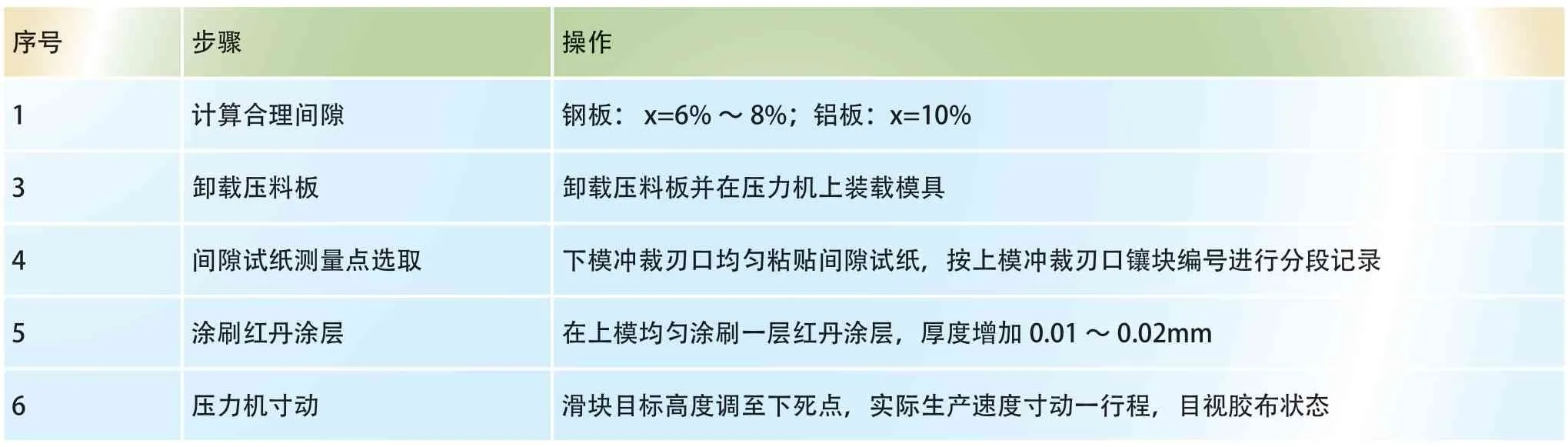
最后操作压力机以实际生产速度寸动一行程,目视胶布状态以判断冲裁间隙,操作步骤总结见表1。
毛刺高度随着冲裁间隙的增大先平缓增大而后持续增大。在断裂阶段,由于裂纹是从刃口侧面出现而不是在冲裁间隙的中间,所以断面必然会产生毛刺。当冲裁间隙小于合理值时,板件的上下主裂纹将无法重合而产生较小且难以剥离的毛刺;当冲裁间隙大于合理值时,板件被拉伸和弯曲作用带入冲裁间隙中去,主裂纹出现在距离刃口相对远的侧面,继而被拉断,因此产生的毛刺高度较大,这也是毛刺产生的主要原因之一,也是实际生产中时间损失的主要来源。
冲裁间隙的判断
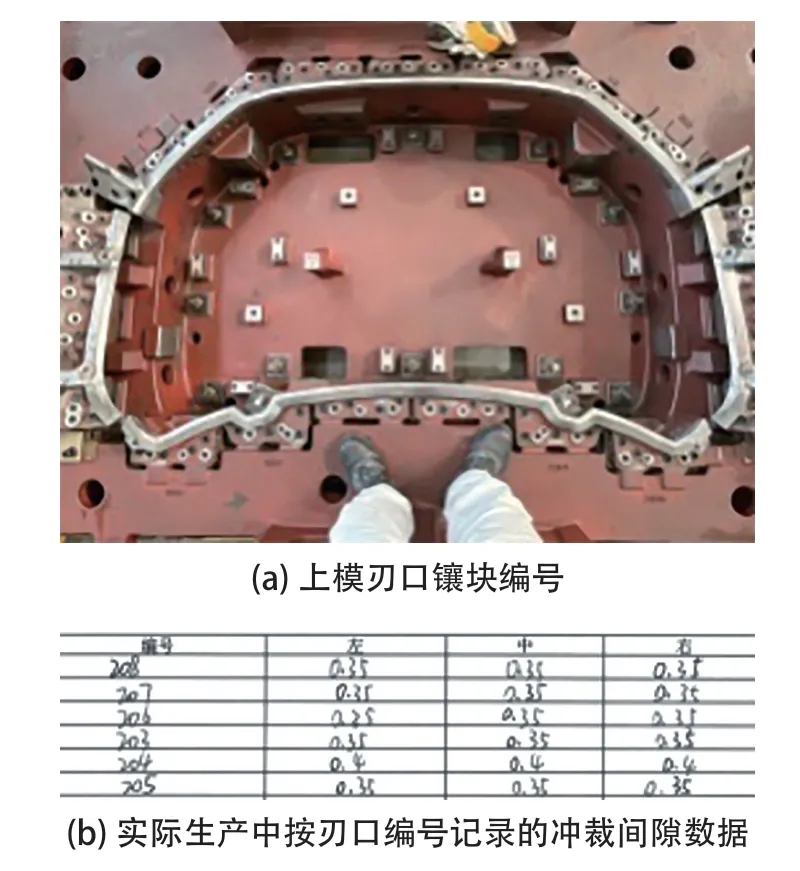
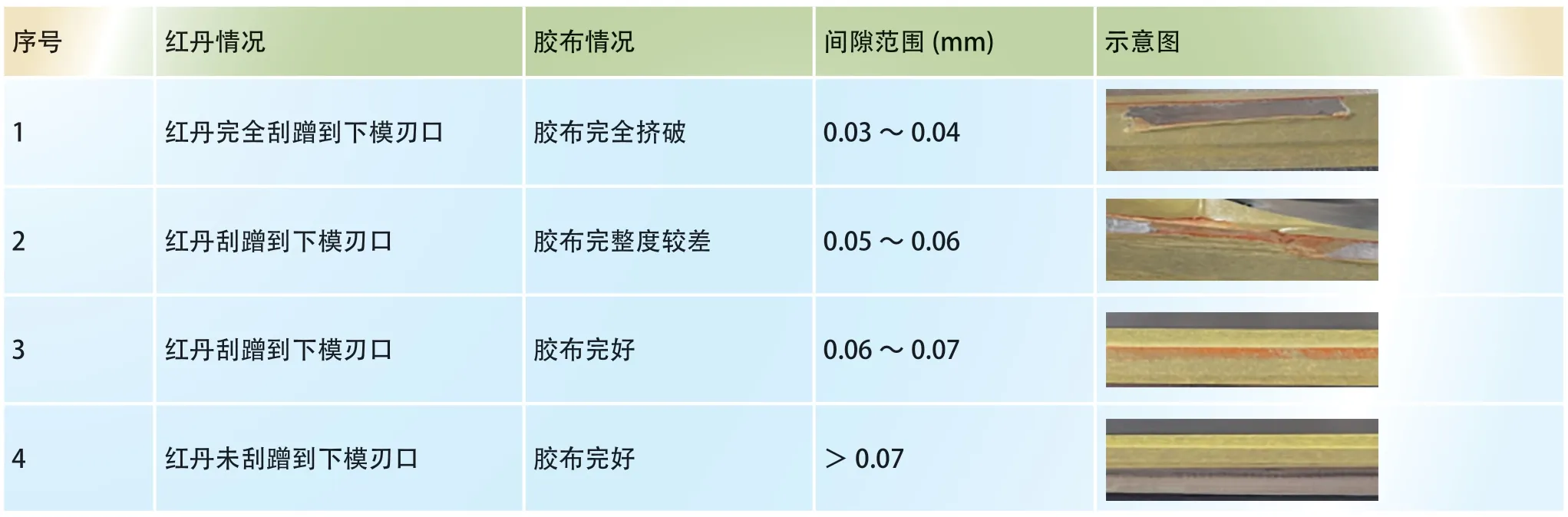
完成数据测量后,需要读取和判断数据,判断的依据是刃口上间隙试纸的状态,根据胶布状态的目视化可以大致判定冲裁间隙,判断方法见表2。值得一提的是,因为板件厚度的变化会引起结果在一定范围内的误差。若板件厚度的变化范围在0.7mm±0.05mm,该误差可以忽略不计;若板件厚度的变化范围超过该数值,那么表2计算得出的结果应该被重新考量。
断面质量分析和间隙优化
冲裁断面分析
将已经测得的冲裁间隙的数据记录,上文中也已经提到,目前该试验用钢板的合理间隙值应该是在0.04mm至0.06mm,但进一步确定冲裁间隙的最优值,需要对板件断面进行分析。本文中使用的工具是型号为Peak2008-50×的50倍放大镜,如图7所示,其参数如表3所示。


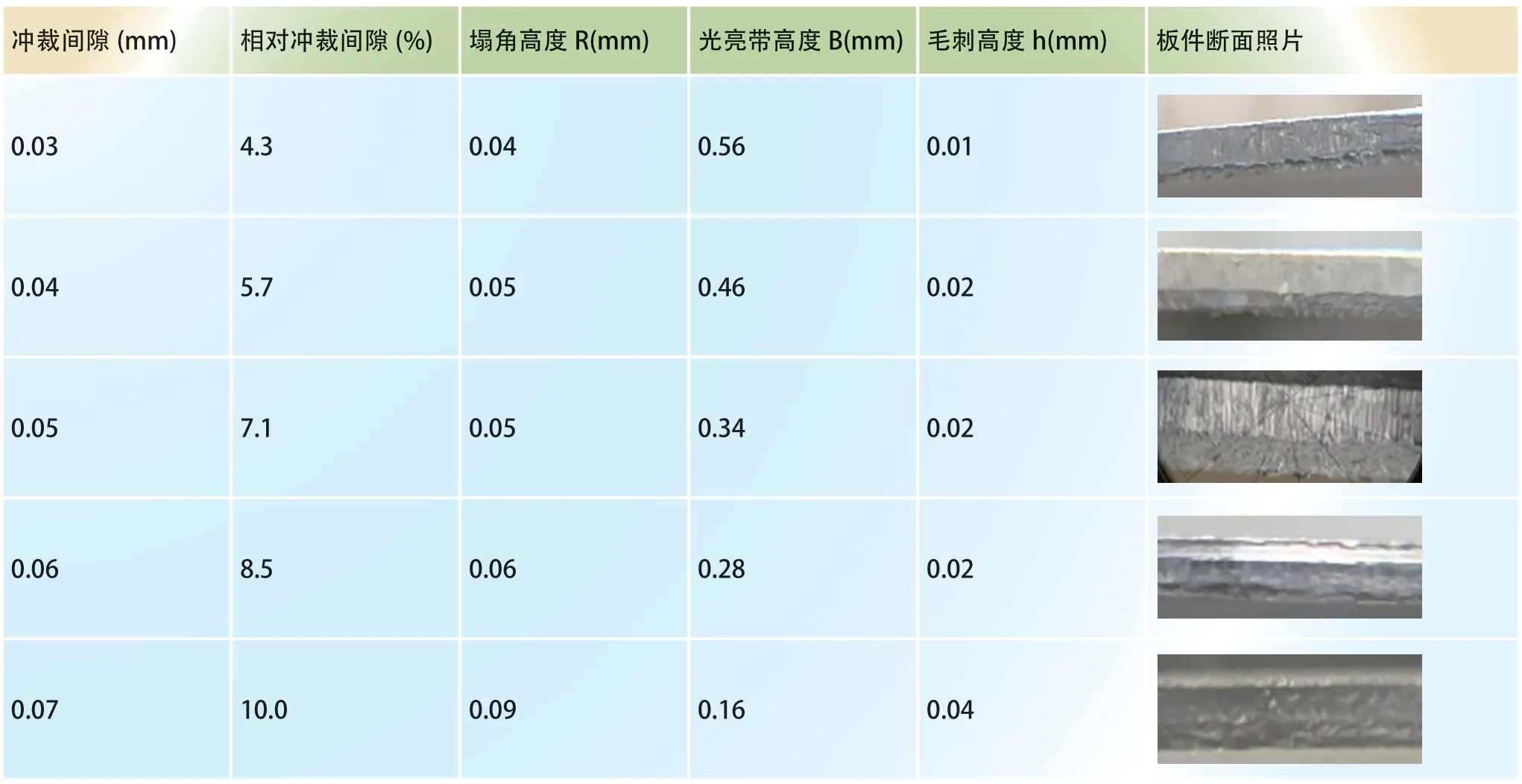
本文分析冲裁间隙对板件断面质量影响中,使用厚度为0.7mm的不锈钢坯料,依次取冲裁间隙为0.03mm、0.04mm、0.05mm、0.06mm、0.07mm的断面,即相对冲裁间隙为4.3%、5.7%、7.1%、8.5%、10.0%的五组数据进行分析,使用Peak2008-50×的50倍放大镜拍摄其断面并以塌角高度R、光亮带高度B和毛刺高度h为分析指标,得到该板件在不同冲裁间隙条件下和以上分析指标的关系,结果如表4所示。
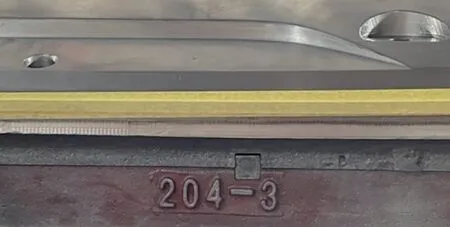
下一步在上模均匀涂上一层红丹涂层。关于对冲裁间隙的记录,本文中推荐使用按上模刃口的镶块编号进行记录,如图6所示,以免对数据的记录造成混乱,降低数据采集的真实性。
将测量所得的5组数据绘制成散点图并作回归,由图8可以看出随着冲裁间隙的增大,塌角高度也随之变大,其原因如同前文所说,由于冲裁间隙变大,板件所受的弯矩变大,弯曲和拉伸作用则越大,使得圆角带高度变大。

式中,C为冲裁间隙(mm);x为比例系数;t为板件厚度(mm)。
但由于不同主体在回应乡村问题时采取不同的策略,差异化的乡建模式有各自的优点和运用局限(表2)。乡建没有统一的模板,应基于不同村庄的自然、社会、经济、文化背景,从而探索出适应自身发展的道路[19,20]。任何一种乡村实践,都不可能面面俱到,需要分清主次、懂得取舍,在传承过去、践行现在、发展未来之间取得平衡
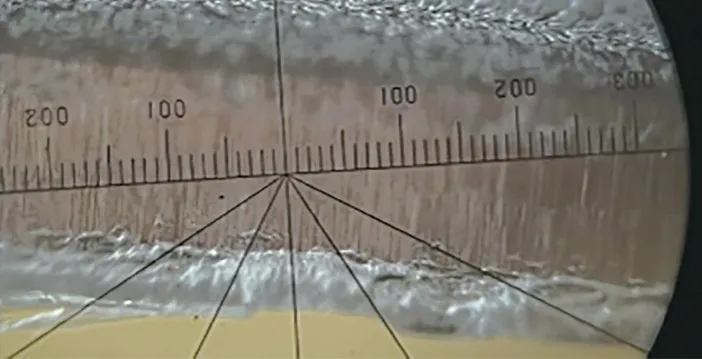
而随着冲裁间隙减小时,光亮带高度增大,这是由于板件所受到的弯曲和拉伸作用减弱,受到的剪切作用增强,其塑性变形阶段被延长,另外,在这种间隙条件下冲裁,上、下主裂纹不能重合,会产生二次分离,冲裁件通过下模侧壁产生摩擦形成第二光亮带,且第二光亮带表面易被剥离,如图10所示。这种表面会在后工序受力时被剥离并部分附着在压料板表面,该碎屑在模具进行下一冲程时便会在板件上留下压痕,压痕不良的产生会产生大量故障时间,极大程度上降低生产效率。
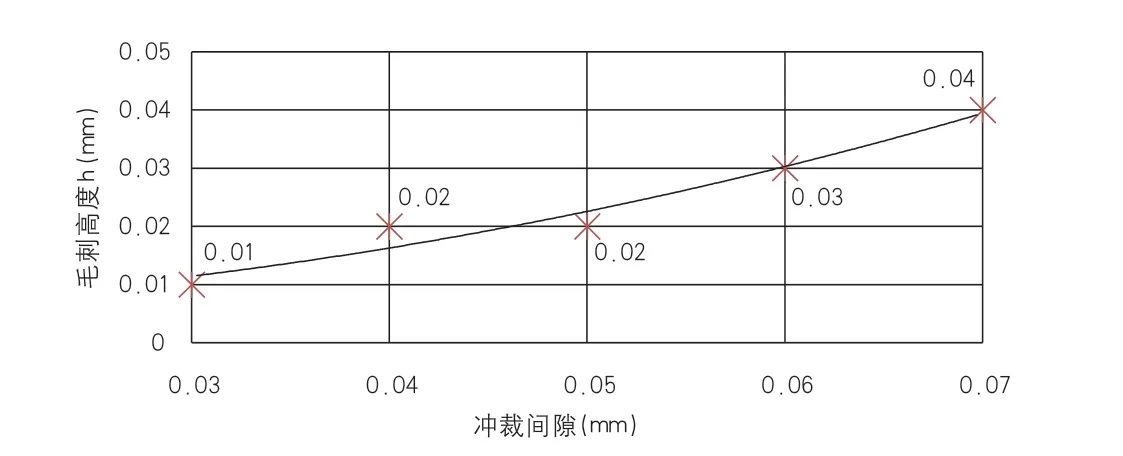
由图11可以看出,随着冲裁间隙增大,毛刺高度也随之增大。毛刺的存在是冲裁件的品质不良之一,将对冲裁件的正常使用产生影响。由前文分析可知,冲裁间隙较小时,板件的上、下裂纹将在最大切应力方向上互相重合,毛刺高度较小,容易清除。冲裁间隙较大时,板料的弯曲与拉伸增大,裂纹容易在离上、下模刃口稍远的侧面上生成,板料易被撕裂,因此产生的毛刺高度较大,难以去除。毛刺的出现会浪费大量的生产时间,降低生产效率,也是重要管理项目之一。
冲裁间隙优化
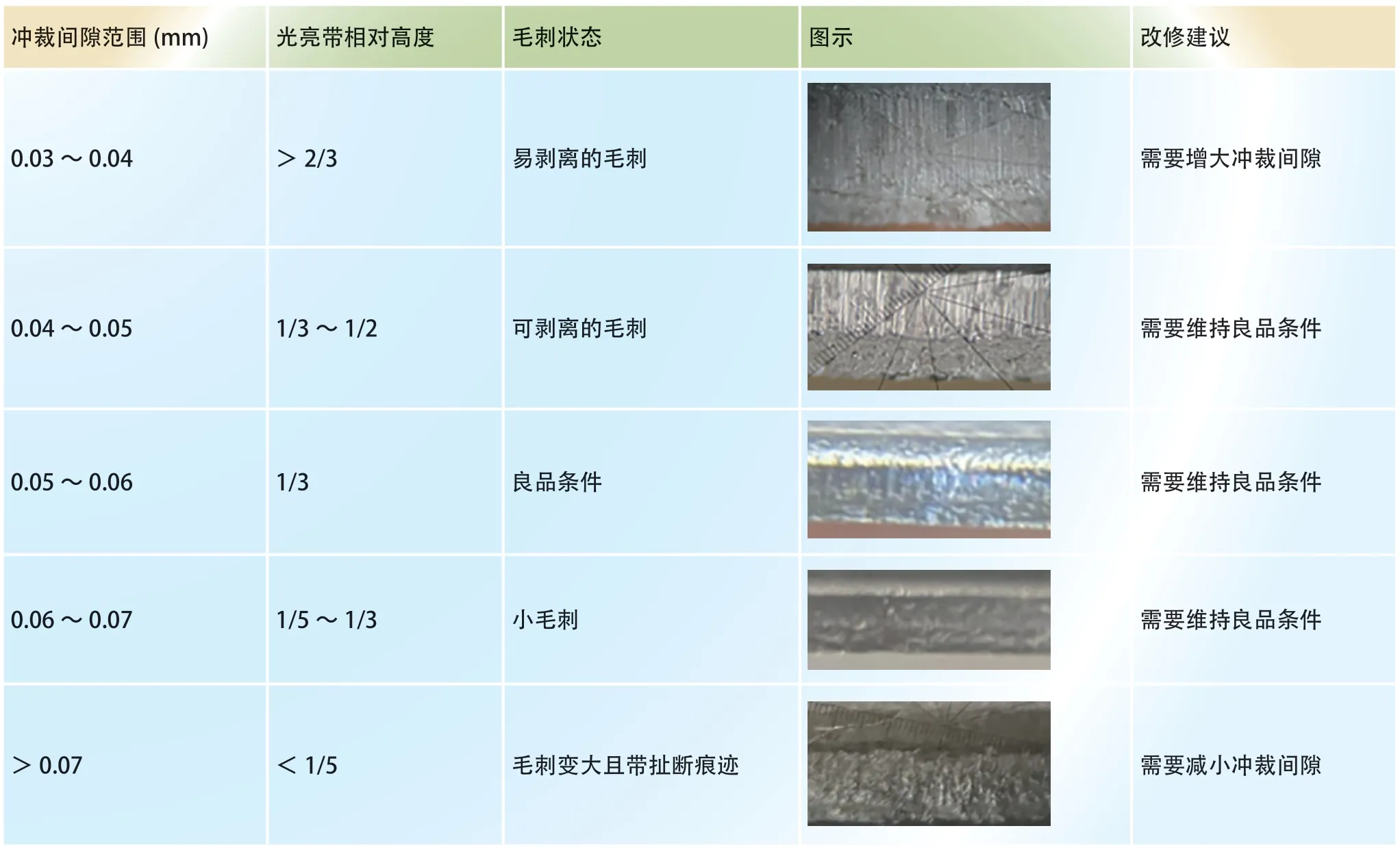
本文中主要关注的参数为光亮带高度和毛刺高度,因此针对这两个参数,对冲裁间隙进行优化。由表4可知,该试验板件在冲裁间隙为0.06mm,即相对冲裁间隙为8.5%时,光亮带高度占板件厚度的1/3,此时圆角高度和毛刺高度都处于理想状态,既不会产生压痕碎屑,也不会产生高度较大的毛刺。而在实际生产中,冲裁间隙不可能严格按照该值进行管理,因为压痕和毛刺不良并不能完全去除,而是在一定间隙范围内具有良品条件,品质上达到生产条件即可。
本文在试验中以光亮带高度占板件厚度比值,即光亮带相对高度为依据,并结合冲裁间隙可得出其是否处于良品间隙范围内。在实际生产中可以以此间隙范围推行优化,如表5所示。
虽然我国当前地方政府债务风险整体可控,但是地方政府债务问题日益凸显。财政部公布数据显示,截至2017年12月底,全国地方政府债务余额164706亿元,而2016年底地方政府债务余额是153200亿元,同比增长7.5%,高于我国GDP的增长速度。政府债务规模在不断快速扩大,地方政府通过担保、挂账、欠款和违约等行为产生的大规模隐性债务难以进行统计、监测、评估和控制,吴盼文(2013)、牛霖琳等(2016)、张平(2017)等学者着重强调了隐性债务给区域金融带来的重大隐患。建立一个科学合理的政府债务统计、监测、分析的框架,防范债务迅速扩张的风险转移到区域金融体系是当务之急。
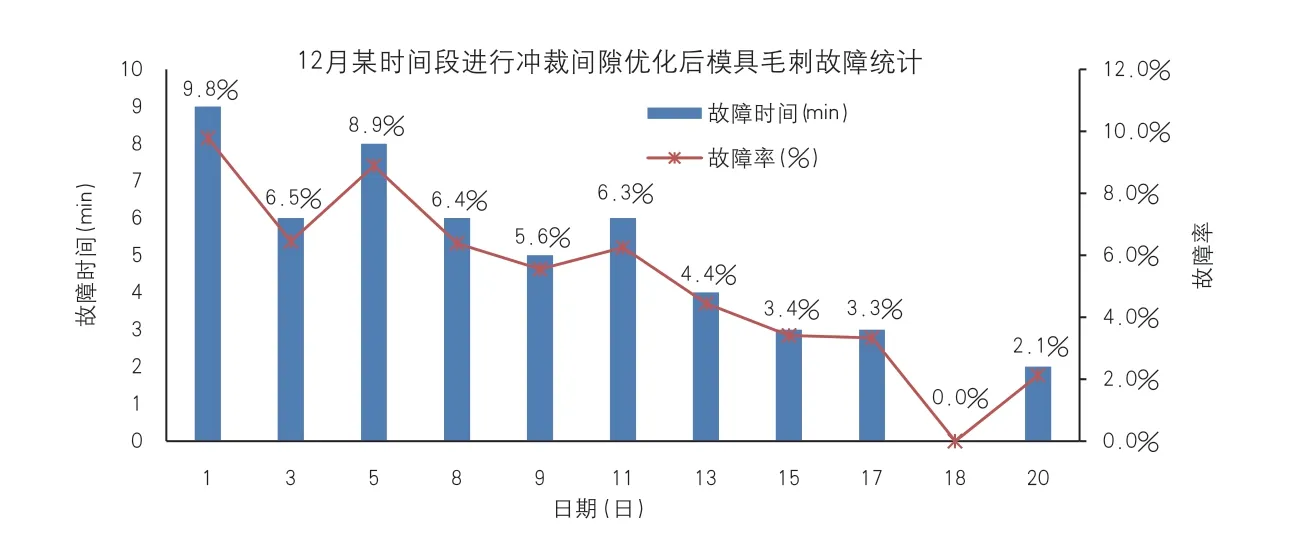
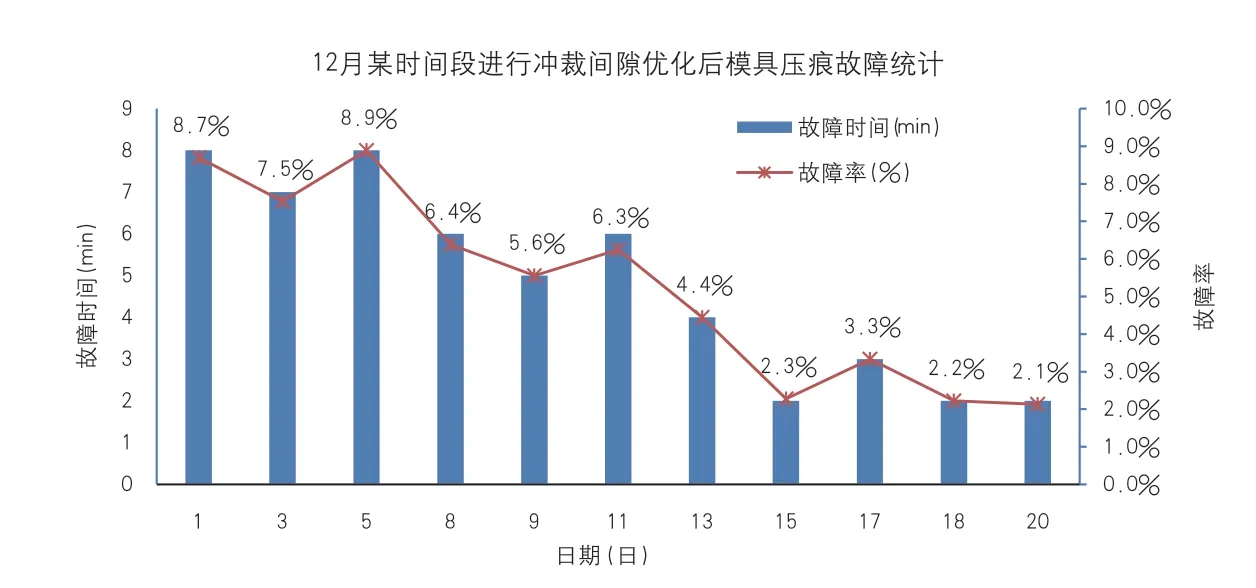
根据上表的间隙范围对使用该试验板件的其中两套模具进行优化管理,并追踪其生产表现。图12所示为从12月8日起对冲裁间隙进行优化管理后的毛刺故障统计,经过一段时间的生产后,其故障率有所下降并趋于稳定。图13所示为从12月8日起对冲裁间隙进行优化管理后的压痕故障统计,经过一段时间的生产后,其故障率有所下降并趋于稳定。
结束语
本文简要分析了冲裁变形过程以及冲裁件断面的结构及影响因素,并介绍了一种在实际生产中可以快速简便获得冲裁间隙的方法,该方法使用了0.06mm的间隙试纸与红丹涂料结合,通过模具冲裁刃口的目视化以快速判断冲裁间隙。在此基础上对牌号为GX220BDL+ZF,板料厚度为0.7mm的不锈钢板在不同冲裁间隙下的断面分析,以光亮带相对高度确定了冲裁间隙的优化方案,改善了生产中冲裁间隙小于合理值导致的压痕不良问题和冲裁间隙大于和合理值导致的毛刺不良问题,并通过后续的生产追踪确认了其故障率下降并趋于稳定。
