2A43高强度硬铝合金焊接性能研究
2022-02-02姜银松叶卫林靳少龙邵真贵
姜银松,叶卫林,靳少龙,邵真贵,高 蒙,付 静
河南航天液压气动技术有限公司 特种工艺研究室,河南 郑州 451191
0 前言
航空航天及军用类产品对减重的要求极高,高强、高韧性和耐腐蚀性强的7xxx系高强高韧铝合金和2xxx系中强高韧铝合金在航空航天领域得到了大量应用[1]。焊接在航天制造领域发挥着重要作用,铝合金结构材料的焊接一直是航天制造领域的核心关键技术[2]。2A43为某超音速型号航天器开发的新型高强度铝合金,属于热处理强化铝合金,具有特殊的物化性能[3]和自身强化机制,其综合性能优异,在航空航天、国防军务等领域有着广泛的应用前景。真空电子束焊是一种能量密度非常集中的高能束焊接方法,由于其具有较高的线能量,在高强铝合金焊接过程中,焊接热过程持续时间较短,能够有效防止焊接过程中的氧化,抑制气孔的产生及焊缝热影响区晶粒的长大,在一定程度上能改善铝合金焊接热影响区软化现象[4]。搅拌摩擦焊是一种在材料半固态下通过搅拌、加压实现材料连接的焊接方法,与熔焊方法相比具有接头成形良好、焊接应力和变形小、无烟尘、无需填充金属和保护气体等优势。采用搅拌摩擦焊焊接铝合金,不经材料熔化和结晶的冶金过程,避免了焊缝气孔和热裂纹的产生,且其焊接接头是在半固态下成形,避免了铝合金焊缝热影响区软化的现象[5]。
相较传统熔焊方法,真空电子束焊和搅拌摩擦焊可以改善焊缝成形和接头性能,具有明显的优势。但目前还未见对新材料2A43铝合金真空电子束焊和搅拌摩擦焊焊接的相关报道,为此河南航天液压气动技术有限公司开展了一系列的工艺试验,针对铝板材质及热处理状态特点、工作特性和技术要求,选用2 mm厚的2A43高强铝合金板材,分别采用电子束焊和搅拌摩擦焊对其焊接性能及焊接工艺进行研究,以期获得2A43高强铝合金板材对接接头的优良焊缝。
1 试验材料和方法
试验材料选用热轧态2A43高强铝合金板材,单块尺寸为80 mm×30 mm×2 mm,其化学成分如表1所示。试验研究共分3组:母材1组,真空电子束焊1组,搅拌摩擦焊1组。其中,真空电子束焊和搅拌摩擦焊接试验时,先进行焊接工艺参数摸索,然后从中选取焊缝成形美观、探伤后无明显缺陷的试件进行性能测试。焊前采用砂布沿焊缝方向将两侧铝板20 mm范围内的氧化皮等打磨至光亮,随后用无水乙醇将打磨处的铝板清洗干净,目的是去除油污和表面的氧化膜,以免对焊接质量产生不利影响。设计合适的工装夹具,并分别采用THDW-3真空电子束焊机和HT-JC6×8/2搅拌摩擦焊机进行对接焊接。搅拌摩擦焊搅拌头结构及实物如图1所示,其轴肩直径10 mm,具有较高的强度和动态稳定性,选用Cr12MoV材料制成。

表1 2A43铝合金的化学成分(质量分数,%)Table 1 Chemical composition of 2A43 aluminum alloy(wt.%)

图1 搅拌摩擦焊搅拌头结构及实物Fig.1 Structure and object of friction stir welding head
依据经验及相关文件,对大量焊接工艺参数进行田口分析设计[5],得出最优焊接工艺参数。真空电子束焊接最优参数为:加速电压60 kV,聚焦电流270 mA,焊接速度450 mm/min,焊接束流11 mA;搅拌摩擦焊最优参数为:搅拌头转速1 300 r/min,焊接速度251 mm/min,焊接倾角4°,轴肩下压量0.5 mm。
焊后采用线切割机切取拉伸试样和金相试样,拉伸试样按照按GB/T 228.1—2010《金属材料拉伸试验》第1部分:室温试验方法中规定进行。使用UTM5150电子万能试验机拉伸机以0.9 mm/s速率进行拉伸试验。拉伸试样尺寸如图2所示。

图2 拉伸试样外形与尺寸Fig.2 Tensile specimen shape and size
2 试验结果分析
2.1 接头宏观形貌
2A43焊缝外观形貌如图3所示。电子束焊接接头外表平滑,宽度约为2.8 mm;搅拌摩擦焊接接头因搅拌头轴肩的作用呈鱼鳞纹状,焊缝宽度约为10 mm。
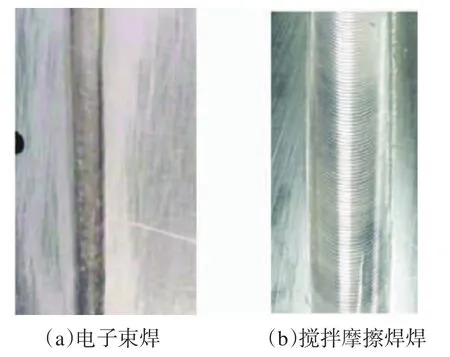
图3 2A43焊缝成形Fig.3 Weld forming of 2A43
2.2 金相组织
电子束焊焊缝截面如图4所示,金相组织如图5所示。由图5可知,母材区因未受到热影响没有发生热变形,焊缝熔合区组织均匀,晶粒细小(见图5a);热影响区因冷却不均匀造成微观组织大小不一,分布不均匀(见图5b),这也是热影响区组织性能相对较差的原因。

图4 电子束焊接焊缝截面Fig.4 Weld section of electron beam welding

图5 电子束焊接试样焊缝金相组织Fig.5 Metallographic structure of electron beam welding sample
搅拌摩擦焊焊缝截面形貌如图6所示,焊缝上层金属受到轴肩和搅拌针双重作用[6],轴肩起主导作用,焊缝下层主要受搅拌针的搅拌作用。
图6 搅拌摩擦焊焊缝截面Fig.6 Weld section of friction stir welding
搅拌摩擦焊接头金相组织如图7所示。因搅拌摩擦焊焊缝热影响较小,母材区和热影响区区别不是很明显。热影响区宽度稍大于搅拌针直径,组织结构通常会发生变化。焊核区域沿焊缝中心大致呈对称分布,这是由于搅拌头的旋转和搅拌头的移动过程共同作用于焊缝两侧材料。焊核区是搅拌头直接搅拌的区域[7],被焊材料在搅拌头的搅拌作用下会发生强烈的塑性变形[8]。

图7 搅拌摩擦焊试样金相组织Fig.7 Metallographic structure of friction stir welding sample
2.3 抗拉强度
两种焊接方法接头应力与应变关系结果如图8所示。两种焊接方法试样的拉伸曲线变化趋势基本一致,均先急剧上升,后缓慢增加,最后发生断裂,这是因为在拉伸过程中试样首先经历弹性变形,然后进入塑性变形,最后断裂。

图8 力学性能拉伸曲线对比Fig.8 Comparison of Tensile curve of mechanical properties
与母材焊接标准试样对比可知,在弹性变形阶段,试样所受应力与应变呈一定比例,在宏观拉伸曲线上近乎为斜直线;超过弹性变形范围后,随应力增大,试样进入屈服阶段,发生塑性变形,材料内部发生位错移动,最后直至断裂,断裂瞬间应力减小,母材被分离后,试样不再受拉应力。
接头接伸性能数据如表2所示。母材试样的屈服强度(470 MPa)、抗拉强度(560 MPa)及延伸率(22%)均好于另外两组试样,这是因为焊接加工过程中的高温使金属材料熔化,在焊缝中心形成熔合区,同时在熔合区外侧产生受热不均匀的热影响区,热影响区组织生长不均匀,造成接头力学性能下降。其中,搅拌摩擦焊试样接头的抗拉强度达到母材的90%以上,符合I级焊缝接头标准要求,而电子束焊接接头的抗拉强度达到母材的80%以上,符合Ⅱ级焊缝接头标准要求,搅拌摩擦焊试样接头强度能优于电子束焊接。

表2 拉伸性能Table 2 Tensile mechanical properties
2.4 断口分析
采用600倍扫描电镜分析观察拉伸断裂试样断口,结果如图9所示。母材断口处出现小凹坑(见图9a),分析为母材的析出相,这些析出相是在拉伸过程中被撕裂后留下的凹坑痕迹。电子束焊断口表面为韧窝状,并且几乎看不到粗大析出相的存在(见图9b)。搅拌摩擦焊断口处出现整体不规则浅窝,热影响区分布比较密集(见图9c)。
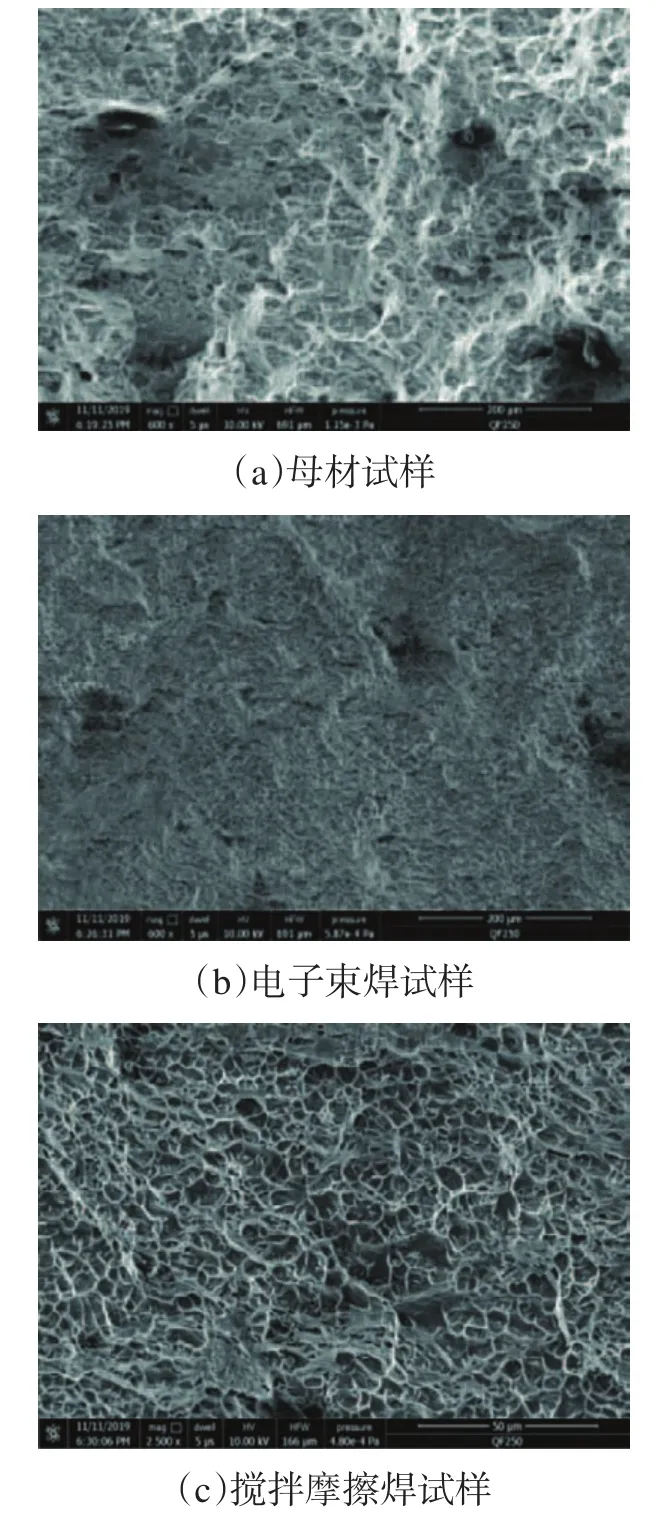
图9 放大600倍电镜扫描图Fig.9 Scanning electron microscope magnified by 600 times
进一步采用2 500倍扫描电镜对试样进行局部分析,结果如图10所示。母材存在由韧窝组成的网格状组织,且分布有直径约为10 ~15 μm的大韧窝(见图10a),这是因为板材经过轧制后,晶粒发生了较大的变形,使其断口韧窝具有非等轴状特征;类似小凹坑的析出相被周围网格状组织包围着,是粗大的析出相粒子断裂后留下的断面,为穿晶断裂。电子束焊接断口表面为韧窝状,几乎不存在粗大析出相(见图10b)。搅拌摩擦焊试样接头断口中存在韧窝和粗大析出相(见图10c),析出相数量比真空电子束焊试样的多,但少于母材。这些粗大析出相是一种强化相,对试样的力学性能有着重要影响。
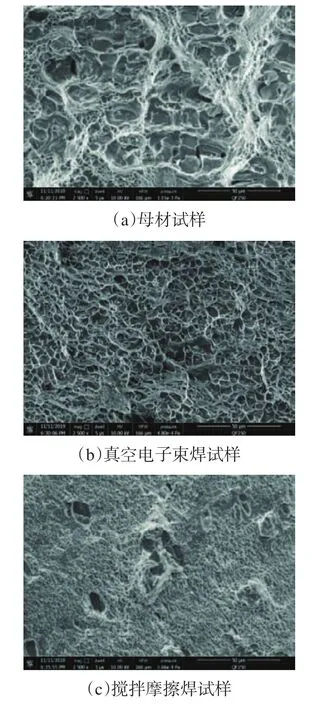
图10 放大2 500倍电镜扫描Fig.10 Scanning electron microscope magnified by 2 500 times
通过三组试样断口对比得出,真空电子束焊试样中的析出强化相数量明显较少,使得其力学性能及断后延伸率较低。分析其原因是焊接产生的热量使母材中的部分析出强化相粒子固溶到焊缝组织中,而焊缝冷却较快,固溶到焊缝中的强化相来不及析出,因此焊接接头试样中的析出强化相少于母材。而与搅拌摩擦焊相比,真空电子束焊的单位热输入能量更高更集中,故真空电子束焊试样的析出强化相少于搅拌摩擦焊试样。
4 结论
通过采用搅拌摩擦焊接和电子束焊接对2 mm厚的2A43高强度硬合金焊接性能进行研究分析,得出以下结论:
(1)在两种焊接方法的最优焊接参数下,均获得焊接成形美观、均匀稳定、飞边较小且性能优良的焊接接头,可为相关铝合金搅拌摩擦焊接和电子束焊接提供参考。
(2)热输入较高时,2A43铝合金板材中的强化析出相会被熔融入基体中,进而降低其拉伸性能。且采用搅拌摩擦焊焊接的铝板试样拉伸性能高于真空电子束焊。
(3)通过对拉断试样对比分析得出,粗大的析出相粒子断裂后留下的断面为穿晶断裂;电子束焊接断口处发现其断口表面为韧窝状,几乎无粗大析出相的存在;搅拌摩擦焊试样接头断口中存在韧窝和粗大析出相,析出相的数量比真空电子束焊试样多,但少于母材。
