窄间隙埋弧焊机信息化管理系统
2022-02-02王博健刘满雨白德滨
张 磊,王博健,刘满雨,白德滨,付 傲,张 晴
1.哈尔滨焊接研究院有限公司,黑龙江 哈尔滨 150028
2.哈尔滨威尔焊接有限责任公司,黑龙江 哈尔滨 150028
0 前言
窄间隙埋弧焊是一种特殊的埋弧焊接技术,它可以在近乎平行的坡口内,以一层两道的焊接工艺完成大型厚壁铸锻件主缝焊接,是核电、石化等领域大型设备(如核电压力容器、蒸发器、稳压器、加氢反应器等)制造的关键技术之一[1-4]。其所焊焊缝为压力边界焊缝,往往厚度较大(>100 mm)、焊接时间较长(>24 h),对产品的制造周期、制造质量和运行使用有重大影响。因此,针对窄间隙埋弧焊接的技术特点,研制一套信息化管理系统用于详细记录焊接过程的数据信息,监测焊接工艺执行,做到焊接过程可追溯就显得尤为重要。
目前,国内窄间隙埋弧焊机信息化管理系统研制还处于起步阶段。商业化产品仅有通用的焊接参数记录仪等,仅能够记录存储焊接过程中的焊接电流、焊接电压、焊接速度等基本参数,不能记录窄间隙埋弧焊接过程的全部信息,如焊接位置、跟踪参数、换边位置、搭接量、层间温度、焊丝摆动角度等。瑞典伊萨公司等已经配套窄间隙埋弧焊机推出了焊接质量监控系统,能够实时记录存储焊接过程中的焊接工艺参数,并能对采集的焊接参数及控制参数进行深度分析,预测焊接质量等级,具有一定的智能化特点[5]。本文依托哈焊所HSS系列窄间隙埋弧焊机研制了一种窄间隙埋弧焊机的信息化管理系统,主要实现焊接数据、设备数据的全面记录,做到所有数据有迹可循以及焊接消耗的统计,为焊接成本核算提供数据支撑。
1 硬件组成
信息化管理系统用于记录设备运行过程中的焊接工艺执行信息、焊接设备运行信息、能源材料消耗信息等。改变了以往只能通过人工不定时记录监视上述信息的现状,实现了焊接过程信息的全记录,并最终以EXCEL文件格式进行存储。
系统由触摸屏、工控机、PLC控制系统、各类信息采集装置、交换机等组成,可以和窄间隙埋弧焊设备进行数据通讯。整体设备连接方式如图1所示。各类信息(如送丝速度、焊剂消耗、层间温度、电能消耗等)采集装置,将采集到的数据信息传递给PLC控制系统,同时PLC通过交换机与窄间隙埋弧焊设备控制系统进行通讯,对窄间隙埋弧焊设备的内置信息(如设备运行情况、部分焊接工艺信息)进行采集。最终由PLC控制系统统一将数据信息通过交换机传递给工控机,并通过内置于工控机的软件系统对信息进行存储、分析并在触摸屏上展示。同一局域网下的远端上位机也可以通过网线与交换机相连,通过内置的软件系统将操作指令传递至工控机及窄间隙设备。系统安装位置如图2所示,其中触摸屏、工控机、PLC控制系统与窄间隙埋弧焊设备的控制系统集成在一起,红色虚线圈内的部件为信息化管理系统的硬件部分,各类信息采集装置分置于各个采集点位。
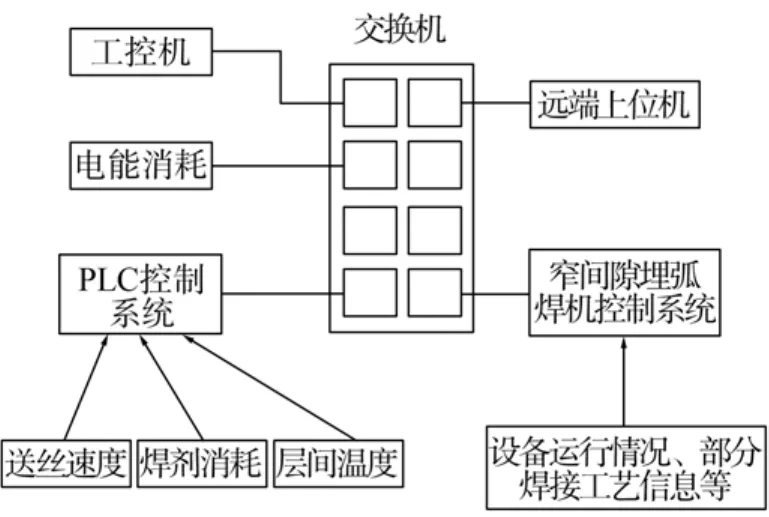
图1 总体设备连接示意Fig.1 Schematic diagram of overall device connection

图2 系统安装位置Fig.2 Diagram of system installation position
为了实现焊接过程可追溯,需要尽可能全面地记录焊接过程信息。本系统的数据信息来源分为窄间隙埋弧焊设备运行参数、部分焊接工艺参数以及能源材料消耗信息三个部分。窄间隙埋弧焊设备运行参数包括:设备启焊位置、左道焊接、右道焊接、左侧横向跟踪参数、右侧横向跟踪参数、高度跟踪参数、送丝速度、换边搭接距离、焊接层数、焊接厚度;焊接工艺参数包括:焊接电压、焊接电流、焊接线速度、热输入量、层间温度,由窄间隙埋弧焊设备控制系统提供,用于焊接质量管理;能源材料消耗信息包括:焊接时间、焊丝消耗量、焊剂消耗量、总耗电量等,由各类信息采集装置提供。各信息来源框图如图3所示。

图3 采集信息来源Fig.3 Sources of information collection
电能监测装置安装在电焊机的侧面,用于测量整个设备的用电量,包括电焊机、操作机、控制柜的用电量。其中负责采集电能消耗的装置是安科瑞AMP800系列电能表,通过互感器测量电源干线电流,计算电能消耗,通过网线将电能消耗传送给PLC控制系统。
焊剂消耗采用压力传感器测量,该传感器位于焊剂桶下方,最大量程600 kg,可输出0 ~10 V电压供PLC控制系统实时采集。经过实际测量该压力传感器测量较准,误差较小。
送丝速度测量方式是在送丝电机伺服器输出端子中提取信号,通过外加电路板传送给PLC控制系统,通过测量电机的转速,结合减速器的减速比和送丝轮的直径,即可计算出送丝轮的线速度,即焊丝的送丝速度。
采用非接触式红外测温仪对焊接全过程的层间温度进行测量,可输出4 ~20 mA电流供PLC控制系统采集实时温度。
2 软件系统
软件采集系统使用C++高级语言编写,具有页面美观、功能强大、实时性高、运行速度快等特点[6-8],并且可维护性、拓展性、移植性较强,具有自主知识产权。数据库是存储数据的重要软件,通过C++高级语言与MySQL数据库连接,可实现对从PLC中采集的数据进行存储,对历史数进行访问、查询,修改等操作[9-10]。
用户需要输入用户名和密码方可进入系统主页,如图4所示。主页的中心区域分别显示了电压曲线、电流曲线、设备参数、开机至今的数据统计、报警信息等核心内容。主页的左侧分别排列了“系统主页”“参数输入”“设备监测”“焊接监测”“参数曲线”“统计分析”“报警信息”“其他操作”8个子页面入口,用户可进入每个子页面详细查看对应信息。
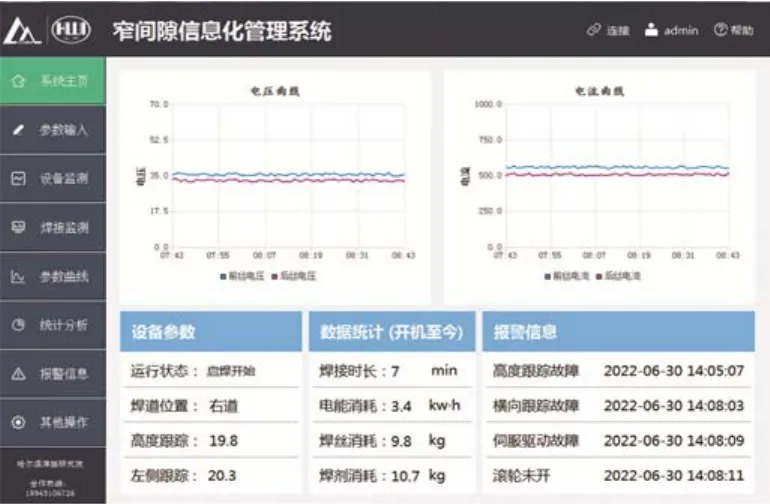
图4 系统主页Fig.4 System home page
图5为“参数输入”界面,用户可进行参数输入,包括:工件号、记录频率、焊丝直径、焊接材质、焊丝牌号、焊剂牌号、电压范围、电流范围、焊接速度。如果采集的实时电压、电流、焊接速度不符合输入的范围,则在数据导出文件的对应位置显示“参数超限”。

图5 参数输入Fig.5 Parameters input
图6为“设备监测”界面,显示设备运行状态、焊道位置、高度跟踪设定、高度跟踪测量、横向跟踪设定、横向跟踪测量、焊接层数、焊接厚度、焊接方式、工件壁厚、记录角度、焊剂剩余量等信息。

图6 设备监测Fig.6 Monitoring of equipment
图7为“焊接监测”界面,显示焊接电压、焊接电流、送丝速度、焊接线速度、热输入量、熔敷速度、焊剂消耗率以及层间温度等信息。

图7 焊接监测Fig.7 Monitoring of welding
图8为“参数曲线”界面,包含实时曲线和历史曲线两部分内容,绘制了焊接电压、焊接电流、焊接速度、热输入量4种工艺参数的实时曲线,并分别显示对应工艺参数的实时值和设定值,方便管理人员监控对比。点击“结束”按钮进入历史曲线查询界面,历史曲线可分工件号和输入时间段两种查询方式,分别显示整个工件的数据和输入时间段内的数据,曲线区域可显示大量数据并不会对系统造成卡顿,管理者可用鼠标滚轮拖拽对曲线进行放大、缩小和移动,方便查看。

图8 参数曲线Fig.8 Parameter curve
图9为“统计分析”界面,显示对焊接过程中消耗数据进行的统计,分别是焊接时间、电能消耗、焊丝消耗量、焊剂消耗量4项数据,该功能可按时间段和工件号两种方式查询。按时间段查询分为“开机至今”“当日”“一个月”“三个月”4 种查询方式,选择要查询的时间段再点击“查询”按钮,页面显示对应时间段焊接消耗的总和。按工件号查询时,在工件号输入框中输入要查询的工件号再点击“查询”按钮,页面显示对应工件的各项焊接消耗总和。提供多种查询方式使管理人员便于查询和比较数据,更准确地掌握焊接消耗,估算每一件焊接产品的焊材消耗成本和人工成本,可大大降低工厂企业的运营成本并减少浪费,达到精益化管理的目的。
图10为“报警信息”界面,显示窄间隙埋弧焊设备和焊接工艺参数的报警信息,分为实时报警和历史报警两部分内容。界面显示了设备开机至今的报警记录,管理人员可对报警信息进行及时处理,以免出现更大的问题。点击“结束”按钮可进入历史报警信息界面,输入开始时间和结束时间来查询这一时间段内的报警信息,可进一步了解设备整体的运行情况,点击“帮助”按钮可查询对应故障提示的描述及解决措施,方便人员进行检修。

图10 报警信息Fig.10 Warning message
“其他操作”界面包含参数下达和文件导出两个功能。参数下达功能可实现远端上位机对焊接工艺参数的设定。文件导出功能可将记录存储的信息以EXCEL文件格式进行导出,导出后的文件可通过U盘或者网络传至指定电脑。如图11所示,导出的数据包括工件号、记录时间、电流、位置角度等详细信息。如果发现焊接质量问题可根据工件号、时间、位置角度查看记录的信息,为工厂提供基础数据的同时也实现了焊接参数的追溯,对发生问题的排查,提高产品质量起到了关键作用。
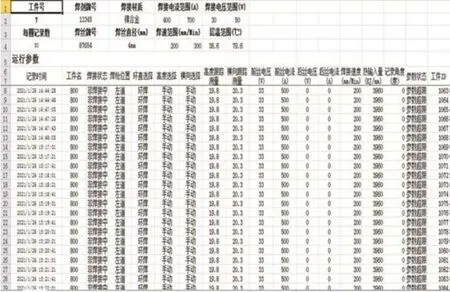
图11 数据EXCEL表格导出Fig.11 Export data in EXCELform
3 试验测试与结果
系统在某工厂进行了实测,在工件焊接过程中对其焊接电流、焊接电压、焊接速度、焊接位置以及相应的设备信息进行记录,对焊接电能消耗、焊丝消耗、焊剂消耗进行统计。工件焊接结束之后在系统中按工件号导出所记录的EXCEL表格,表格记录的信息与实测结果吻合良好,误差小于1%,系统运行效果良好。在工件出现焊接质量问题时,通过实时记录的设备和工艺信息完整还原了整个焊接过程,以数据为依据准确判断出了质量问题的原因,满足了设计和使用要求。在实验过程中,车间管理人员提出希望能在远端办公室的电脑实现信息化管理系统的功能和远程参数下达,以便管理人员在自己的电脑上就能了解焊接情况、查看焊接数据和下达参数。为此,利用远端的办公室电脑、现场工控机、PLC建立了局域网,利用PLC同时与远端的办公室电脑和现场工控机两台电脑同时通讯,实现了数据的共享,满足了客户的需求。
4 结论
设计了一套用于全面记录窄间隙埋弧焊接过程的系统,实现了全面记录窄间隙埋弧焊接过程信息,包括焊接工艺参数、设备运行参数、能源材料消耗信息等,有效地还原整个焊接过程,如果出现质量问题可迅速找出原因,也使工厂管理者能准确掌握焊接材料消耗情况。此外,该系统采用C++语言自行编写、MySQL数据库完成搭建,是具有完全自主知识产权的产品,并具有操作指令的远程下达功能,可通过远程上位机将焊接工艺参数直接下达至窄间隙埋弧焊设备。
