机车车体蒙皮药芯立焊系统及工艺研究
2022-02-02焦金明吕纯洁
焦金明,岳 娟,吕纯洁,高 莹
1.中车大同电力机车有限公司,山西 大同 037038
2.天津职业技术师范大学,天津 300222
0 前言
随着全球经济一体化的发展,机车车辆工业必须迅速与世界水平接轨,面临严峻挑战。目前而言,国内机车车辆制造水平与世界先进水平存在较大差距,一方面车辆耐久可靠性差,另一方面外观质量较差,尤其是内燃机车车体侧墙蒙皮不平更为突出[1]。以大连机车车辆厂制造的内燃机车为例,侧墙蒙皮每侧采用26块钢板拼接,钢板数量多,焊缝长且纵横交错,焊后应力变形复杂,机车车体钢结构侧墙蒙皮涨拉板的组焊工艺直接影响蒙皮质量,进而影响车体的外观成形和总装质量。由于车身较高(约5 m),其垂直立焊焊缝的焊接质量对后序的大直缝横焊有很大影响,故保证其质量非常重要。高铁蒙皮立焊示意如图1所示。

图1 高铁蒙皮立焊示意Fig.1 Vertical welding beam of Locomotive body
目前主机制造厂的车体、转向架、车顶以及关键构架等主要受力部件的焊接仍以混合气体保护焊为主,自动化焊接设备应用较少[2-3]。机车拉涨板组焊多采用实心焊丝、人工焊接的方式,由于车身高度较高,立焊工艺中熔融金属的重力对成形起到负面作用,同时焊缝长度较长,所以实心焊丝在立焊位置控制熔池成形难度较大,难以保证焊接质量和效率,因此需进行改进。
焊接生产效率主要由熔敷速度来衡量,而传统模式下的手工焊接由于受到焊接环境、人类视觉的先天局限,已无法满足现代工艺要求[4]。对于普通CO2焊接工艺而言,提高效率就意味着增加电流,实心焊丝因其冶金调节能力较差,无法使用大电流施焊,极易造成焊缝过热,出现熔融金属流淌的现象,影响焊缝质量。药芯焊丝作为一种高效焊材已经在国内外得到广泛应用,其焊道成形美观、电弧稳定、焊接飞溅小、全位置焊接工艺性能好,焊接熔敷速度快,生产效率高[5]。
本文开发了一种基于单片机的自动蒙皮立焊系统,同时研制了脱氢性能良好的TME711V药芯焊丝,运用该系统和TME711V药芯焊丝进行了实车焊接,并通过力学性能试验得出较优的工艺参数。
1 立焊系统构建
1.1 立焊运动机构设计
如图2所示,设计的立焊系统采用焊接小车与轨道组成的机械机构,轨道为齿条结构,为方便轨道布置采用磁性感应开关固定,小车的行走机构采用配离合器的齿轮机构,方便拆装。焊枪夹具配合摆动电机,可以实现立焊过程中焊枪摆动,以增加侧板的熔化,避免咬边等焊接缺陷。
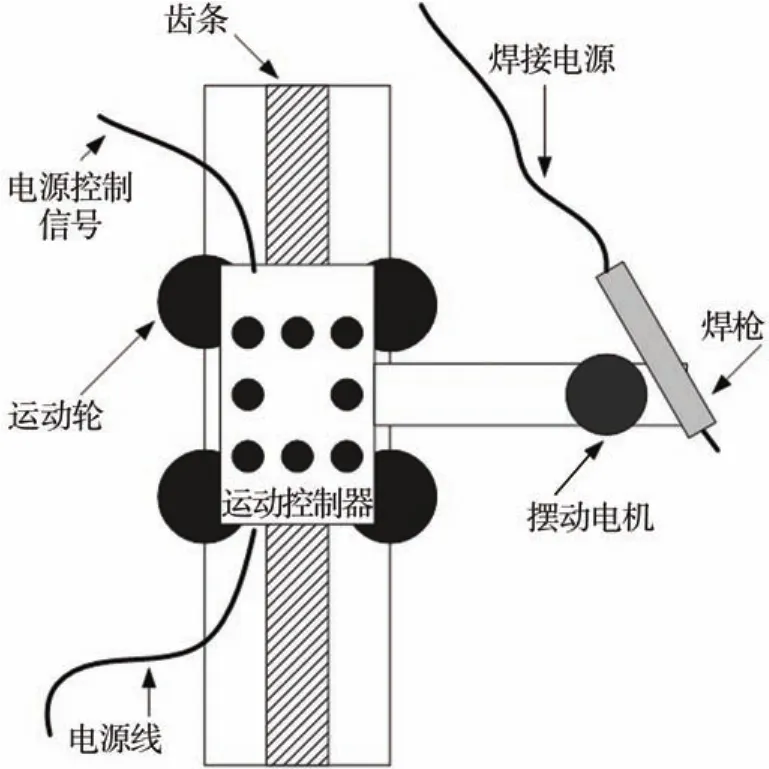
图2 运动机构示意Fig.2 Schematic Diagram of Motion Mechanism
1.2 立焊小车控制器
为方便焊接操作,系统采用8位单片机为核心控制部件,配合8位8段动态数码管显示焊接参数,调节旋钮、按键等I/O设备,以增加系统交互性,具体功能原理如图3所示。

图3 控制器功能原理Fig.3 Functional schematic diagram of controller
控制原理为:以单片机为控制核心,采用无刷电机为运动器件,通过调节旋钮与开关控制小车行走速度与行走方向,同时开启摆动模式。对于立焊工艺焊枪摆动比较重要,从工艺角度对摆动运动参数进行设计,其中包括摆动模式、摆动速度、摆动幅度、摆动左位置停留时间、摆动右位置停留时间、摆动中间位置停留时间。摆动模式如图4所示。

图4 焊枪摆动模式Fig.4 Swing mode of welding gun
立焊小车控制器针对在实验中灵活应用的需要,设计并实现了以下主要功能:
(1)立焊行走恒定速度控制输出。该控制器可以始终向运动电机送出恒定速度控制信号。
(2)立焊行走变速控制输出。对于长焊缝由于热输入的持续性,焊接后期焊缝热量增大,需要相应降低热输入以便控制变形,该控制器可以进行阶段式变速,实现前期缓慢行走,后期快速行走的功能,以实现焊缝热输入的控制,避免焊接变形。
(3)立焊摆动控制输出。对于较厚侧板搭接焊缝,由于焊缝较宽,焊枪保持不变不能实现一次成形,需要焊枪横向摆动,控制器可以实现立焊过程中焊枪摆动,其摆动角度、摆动幅度可以通过面板进行设置。
(4)焊接电源远程启动。控制器可以实现与焊接电源的简单通信,以便实现焊接过程的自动启动、停止。
1.3 焊接试验设备
通过将松下YD-500FR焊接电源、立焊小车控制器、工装相连接,构建了完整的机车车体钢结构蒙皮涨拉板立焊焊接系统,如图5所示。

图5 实验设备整体连接Fig.5 Overall diagram of experimental equipment
2 试验材料和方法
2.1 试验母材
HXD系列机车车体钢结构蒙皮涨拉板采用S355J2型低合金高强钢,板厚6 mm,其屈服强度大于355 MPa,抗拉强度450 ~680 MPa。同时含硫量低,冶金质量高,可以满足铁路机车运输中距离长、应力复杂、冷热跨度大的工作环境,其化学成分见表1。

表1 母材合金成分(质量分数,%)[6]Table 1 Composition of base metal alloy(wt.%)
2.2 药芯焊丝设计
本文为了实现涨拉板高效立焊,需要使用高粘度渣系的药芯焊丝,中车大同电力机车有限公司与天津中兴盛达钢业公司合作联合开发了适应立焊工艺的TME711V型无缝药芯焊丝。利用线填粉后高频焊合无缝药芯焊丝制造技术,TME711V型无缝药芯焊丝封闭了焊丝上钢带的接口,清除了焊丝表面接口处残留的拉丝润滑剂对焊丝质量的不利影响,降低了环境因素对焊丝质量的影响。
TME711V药芯焊丝采用金红石、刚玉粉、石英粉,镁砂粉为主要造渣成分,形成钛镁铝渣系,有利于焊缝脱氢[7]。同时采用Mn-Si-Ni-Ti作为合金系,适当加入铝、镁粉末与钛铁粉等强脱氧固氮元素[8-11],对焊缝进行进一步冶金脱氧,提高焊缝韧性,药芯成分见表2,熔敷金属合金成分见表3。

表2 药芯化学成分(质量分数,%)[7]Table 2 Chemical composition of drug core(wt.%)

表3 熔敷金属合金成分(质量分数,%)Table 3 Alloy content of welding materials(wt.%)
2.3 试验方法
采用松下YD-500FR进行传统手工CO2焊接工艺施焊,并对其焊接效率、焊缝质量进行检测;然后再以立焊系统结合TME711V型药芯焊丝进行工艺试验,对比分析其试验结果。母材均为6 mm厚S355J2钢板,手工CO2实心焊丝焊接采用ER50-6焊丝,药芯焊丝CO2气体保护自动焊采用TME711V焊丝,直径均为1.2 mm,焊丝干伸长20 mm,焊缝长度1 843 mm,保护气体为CO2,气体纯度>99.5%,流量25 L/min,接头形式均为搭接,焊接位置由下向上。
传统CO2实心焊丝半自动焊接试验采用传统参数进行两组试验,具体参数见表4。药芯焊丝CO2气体保护自动焊工艺参数见表5。

表4 传统CO2实心焊丝半自动焊接参数Table 4 Parameters of traditional semi-automatic CO2welding with solid welding wire

表5 药芯焊丝CO2气体保护自动焊参数Table 5 Parameters of automatic CO2welding with flux-cored wire
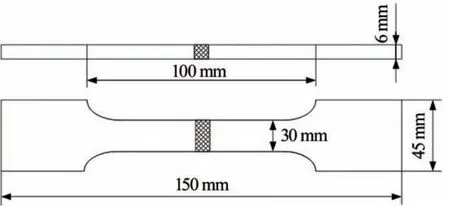
图6 拉伸试样Fig.6 Tensile specimen
3 试验结果及分析
3.1 宏观形貌
选取外观形貌较好的编号2、编号3进行比较,如图7所示。可以看出,采用手工CO2实心焊丝焊接的焊缝外观形貌较差,表面轻度氧化。采用药芯焊丝+CO2保护焊获得的焊缝表面非常光滑,氧化极小,焊道平整,焊接质量有较大提高。
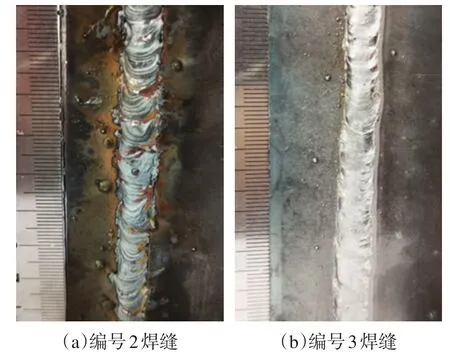
图7 自动焊焊缝照片Fig.7 Photo of automatic welding seam
实心CO2焊为短路过渡,其电流增加会使短路过渡时熔滴颗粒变大,短路爆短时飞溅增加,同时立焊位置实心CO2焊由于铁水含氧量高较为稀薄,容易向下流淌,所以传统半自动实心CO2焊无法通过提升电流与焊速的方式提升焊接效率。本文开发的药芯焊丝TME711V,焊药中大量采用TiO2,起到了稳弧剂的作用,配合其他药粉其电弧稳定,熔滴过渡形式也呈现多样化,同时药芯中加入了大量镁、铝、锰、硅、钛等脱氧元素,使得药芯焊熔池的含氧量低于实心焊,进一步提升了熔池铁水的粘稠度,同时药皮具有一定强制成形作用,也保证了药芯焊在大电流、高焊速的情况下的焊缝质量。
3.2 金相组织
对2号和3号试样进行金相观察,发现采用药芯立焊系统焊接的试样,其焊缝及其热影响区组织细化,如图8所示。

图8 焊缝金相照片Fig.8 Metallographic photos of welds
由图8可知,两种焊缝都是由珠光体、铁素体等常规组织组成,2号试样的焊缝组织相比于3号试样明显粗大很多,焊缝组织之间明显有粗大的碳化物,其热影响区也明显比3号试样宽大。由于实心焊电流与焊速有一定限制,32号试样线能量相比于3号试样要大,这是实心焊相比于药芯焊晶粒粗大的部分原因。此外,由于药粉中加入了镁、铝等脱氧变质元素,与钛、硅、锰脱氧后容易形成不同焊渣,镁、铝脱氧后形成的氧化物更为细小,易分散在熔池铁水中形成结晶核心,增加形核率,细化晶粒。
3.3 力学性能
拉伸试验和冲击试验结果如表6所示。由表6可以看出,药芯焊丝自动焊试样的力学性能要明显强于手动实心焊丝试样,其中3号试样的力学性能最佳,其冲击吸收能量与抗拉强度指标分别达到108 J和580 MPa,相比于2号试样分别提升23%和13%,效果明显。

表6 试样力学性能Table 6 Mechanical properties of samples
分析认为,除了晶粒细化带来的影响以外,由于所采用的药芯焊丝中大量存在镁、铝、钛、锰、硅等脱氧元素,进一步降低了焊缝的含氧量,净化熔池,同时在药粉中加入了3%Ni粉可以有效地对焊缝进行合金化,Ni本身为强韧化元素,高镍的焊缝力学性能提升明显,同时由于本文中药芯焊丝采用无缝制造技术相比于其他药芯焊丝制造技术,不易吸潮,焊丝含氢量低,造成了焊缝力学性能提升。
4 结论
(1)结合生产实际情况,分析了机车车体结构涨拉板S355J2搭接焊缝效率与质量的问题,提出使用药芯焊丝配合自动小车进行自动化改造的思路。
(2)开发了以单片机为控制核心的立焊控制器,同时设计了立焊小车及其行走摆动机构,实现了机车车体钢结构外蒙皮涨拉板组焊立焊的自动化。
(3)设计了TME711V型药芯焊丝,配合自动焊接系统,进行了对比试验。结果证明,药芯焊丝自动立焊工艺所得到的焊缝焊接质量与焊接效率远高于实心焊丝手工立焊。机车车体结构垂直焊缝自动焊药芯焊丝较优焊接参数为:电流180 A,电压26.2 V,焊接速度30 cm/min。
