异种钢轨气压焊接头的显微组织与力学性能
2022-02-02唐充,戴虹,谢航
唐 充,戴 虹,谢 航
西南交通大学 材料科学与工程学院,四川 成都 610031
0 前言
重载铁路是国家经济命脉,重载线路长,运输任务重,运量大,对钢轨及焊接接头的性能提出了更高要求[1]。目前国内外重载线路主要采用焊接性良好的珠光体类钢轨,而贝氏体类钢轨具有更高的强韧性和耐磨性,其使用寿命较珠光体类钢轨更长,在辙叉线路上已得到推广运用[2-3]。
气压焊为固相压力焊接,是我国铁路建设中用于钢轨现场焊接的一种主要焊接方法,在一定的焊接温度、时间和挤压变形作用下,钢轨待焊界面的金属会发生原子扩散,继而发生交互结晶和动态再结晶[4-6],从而实现冶金结合。相较于其他钢轨焊接方法,气压焊接头组织为锻造组织,在顶锻过程中杂质会被挤出焊缝,理论上不会产生气孔和夹渣缺陷,由于温度梯度不大,对裂纹缺陷不敏感且内部偏析对焊接接头质量影响较小[7-8]。异种钢轨材料由于在待焊界面存在成分梯度,在待焊界面一定区域发生元素均匀化扩散,在近缝区还会形成一定宽度的焊接扩散层。为了推广应用贝氏体钢轨,需要解决高强耐磨贝氏体/珠光体钢轨高品质异种钢轨固相焊接性问题,但国内外尚无文献报导,成为制约工程应用的瓶颈难题。
本文采用气压焊焊接75N U20Mn钢轨和U95Cr钢轨,采用OM、SEM、EDS、拉伸、硬度和冲击测试方法研究接头焊缝组织和力学性能,为贝氏体钢轨工程应用提供技术支撑。
1 试验条件和方法
1.1 试验材料
试验材料为包钢集团生产的75N贝马复相U20Mn钢轨和攀钢集团生产的75N珠光体U95Cr钢轨,其化学成分及力学性能如表1、表2所示。

表1 U20Mn贝马复相钢合金元素化学成分及性能[9]Table 1 Alloying element composition of U20Mn Bemar multiphase steel

表2 U95Cr珠光体钢合金元素化学成分及性能Table 2 Alloying element composition of U95Cr pearlitic steel
1.2 试验方法
采用GPW-1200(75)气压焊轨机焊接试样,焊接工艺参数如表3所示。焊后对接头进行取样,接头外观及取样位置示意如图1所示,其中矩形边框为冲击试样,圆形为拉伸试样,其余为金相试样。拉伸试样和冲击试样尺寸如图2所示。

表3 U20Mn/U95Cr钢轨气压焊焊接工艺参数Table 3 Process parameters of U20Mn/U95Cr gas pressure welding

图1 U20Mn/U95Cr气压焊接头及取样示意Fig.1 U20Mn/U95Cr gas pressure welded joint and sampling diagram

图2 冲击及拉伸试样尺寸Fig.2 Impact and tensile specimen dimensions
接头金相试样经机械研磨抛光、4%硝酸酒精腐蚀后,采用蔡司Alm光学显微镜、jsm-it500扫描电子显微镜进行界面组织特征观察与分析。经机械研磨抛光、Lepera试剂腐蚀后,采用DMI 8光学显微镜观察金相组织形貌。采用HVS-30数显维氏硬度计以焊缝为中心每隔0.5 mm测试硬度值(经转换得到布氏硬度值),采用DNS300电子万能试验机和JBN-300冲击试验机进行拉伸和冲击试验。
2 试验结果及分析
2.1 接头宏观和微观特征
U20Mn/U95Cr气压焊接头不同部位(轨顶、轨头下颚、轨腰三角区、轨底和轨底脚)的金相组织如图3所示。可以看出,轨顶、轨头下颚、轨腰三角区、轨底三角区的焊缝为清晰平直细线,在电镜下可以观察到焊缝处无孔隙,形成大量共同晶粒,接头成形良好(见图4);而轨底脚焊缝不同,局部有模糊较粗黑线,在电镜显微镜下可以观察到焊缝处存在大量显微孔洞,仅形成少量共同晶粒(见图5),表现为部分未焊合[10]。
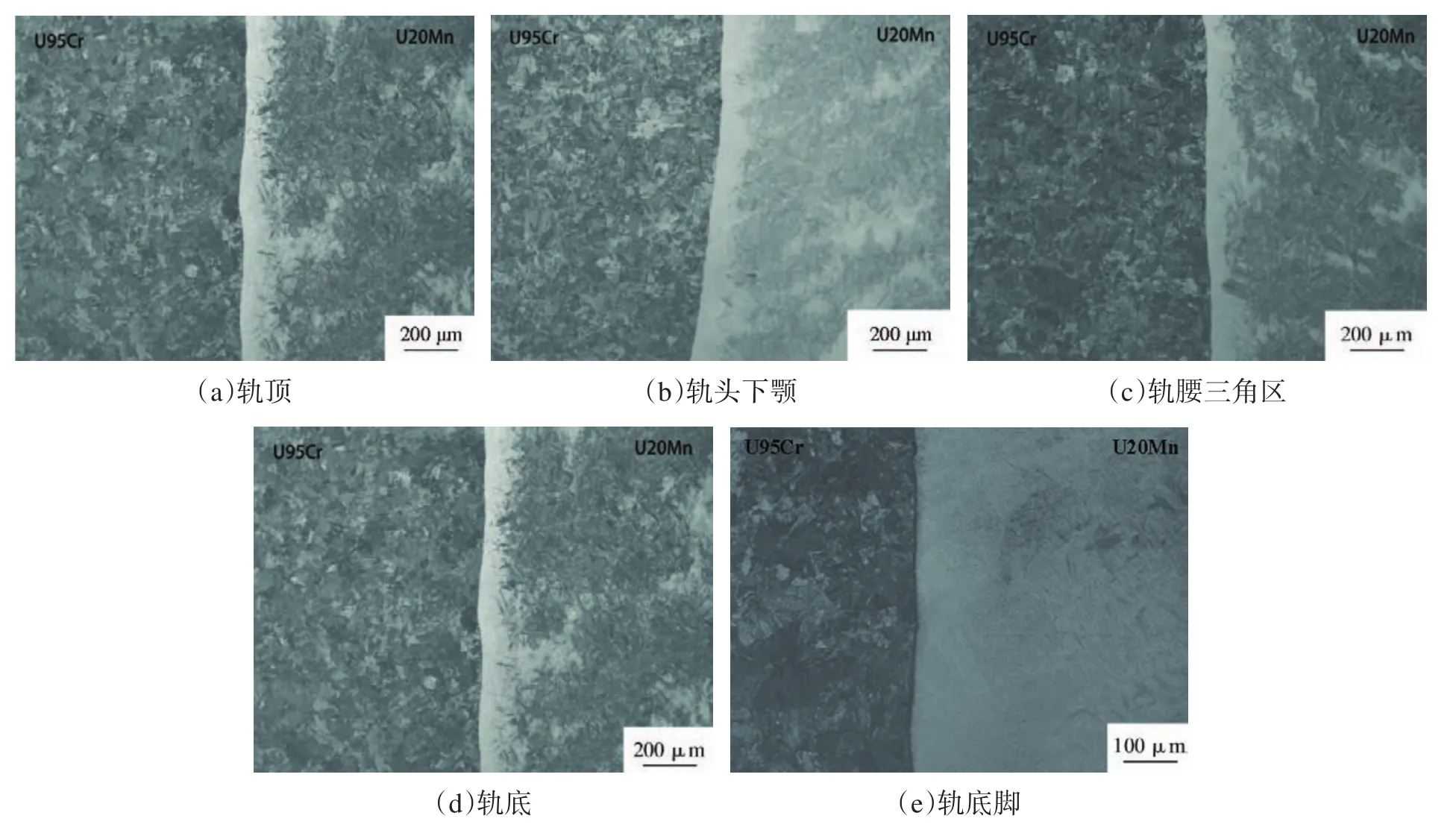
图3 U20Mn/U95Cr气压焊接头焊缝组织Fig.3 Weld microstructure of U20Mn/U95Cr gas pressure welded joint

图4 U20Mn/U95Cr气压焊接头轨顶焊缝组织Fig.4 Microstructure of rail top weld of U20Mn/U95Cr gas pressure welded joint

图5 U20Mn/U95Cr气压焊接头轨底脚焊缝组织Fig.5 Weld structure of rail foot of U20Mn/U95Cr gas pressure welded joint
为了确定接头金相组织中平直细线焊缝界面的焊合情况及组织形貌,采用扫描电子显微镜观察图3a所示的焊缝界面及近缝区组织特征如图6所示,焊缝及近缝区可细分为4个小区:U20Mn焊缝区(U20MnWZ)及U20Mn侧近缝区(U20MnHAZ)、U95Cr侧近缝区(U95CrHAZ)、U95Cr侧焊缝区(U95CrWZ)。将其放大观察如图7所示,U95CrWZ与U95CrHAZ的组织相同,均为片状珠光体形貌,但U95CrWZ的珠光体片间距较宽。U20MnWZ与U20MnHAZ的组织形貌和元素分布情况则有所不同,U20Mn/U95Cr气压焊接头焊缝界面U20Mn侧扫描位置如图8所示,各扫描面成分如表4所示。C元素含量在U20MnWZ较高,Mn、Cr、Si、Fe元素含量差异较小,表明C元素在温度和压力的共同作用下,由焊缝金属U95Cr高碳侧扩散到U20Mn低碳侧,进而形成了U20MnWZ小区;图7b、7c是经Lepera试剂侵蚀后对应位置的金相图,可见在U20MnWZ区域马氏体组织含量占比较大,采用photoshop软件对彩色金相进行处理并统计,结果显示U20MnWZ区域马氏体含量为66.2%,贝氏体铁素体含量为33.8%,而在U20MnHAZ区域贝氏体铁素体含量为66.8%,马氏体含量为33.2%;虽在彩色金相中未观察到明显的残余奥氏体(RA),但由于贝氏体是由贝氏体铁素体板条(BF)、薄膜状残余奥氏体(RA)及亚片条间分布的粒状碳化物(ε)组成,且马氏体具有转变的不彻底性,所以必然存在少量残余奥氏体(RA),在扫描电子显微镜下即可看到(见图7f)。因此,U20MnWZ区域与U20MnHAZ区域形貌差异在于各相所占比例不同,U20MnWZ区域较U20MnHAZ区域马氏体含量提升33%,主要由马氏体(66.2%)及贝氏体铁素体(33.8%)组成。

图6 U20Mn/U95Cr气压焊接头焊缝及近缝区细分小区Fig.6 Subdivision of weld and near weld area of U20Mn/U95Cr gas pressure welded joint
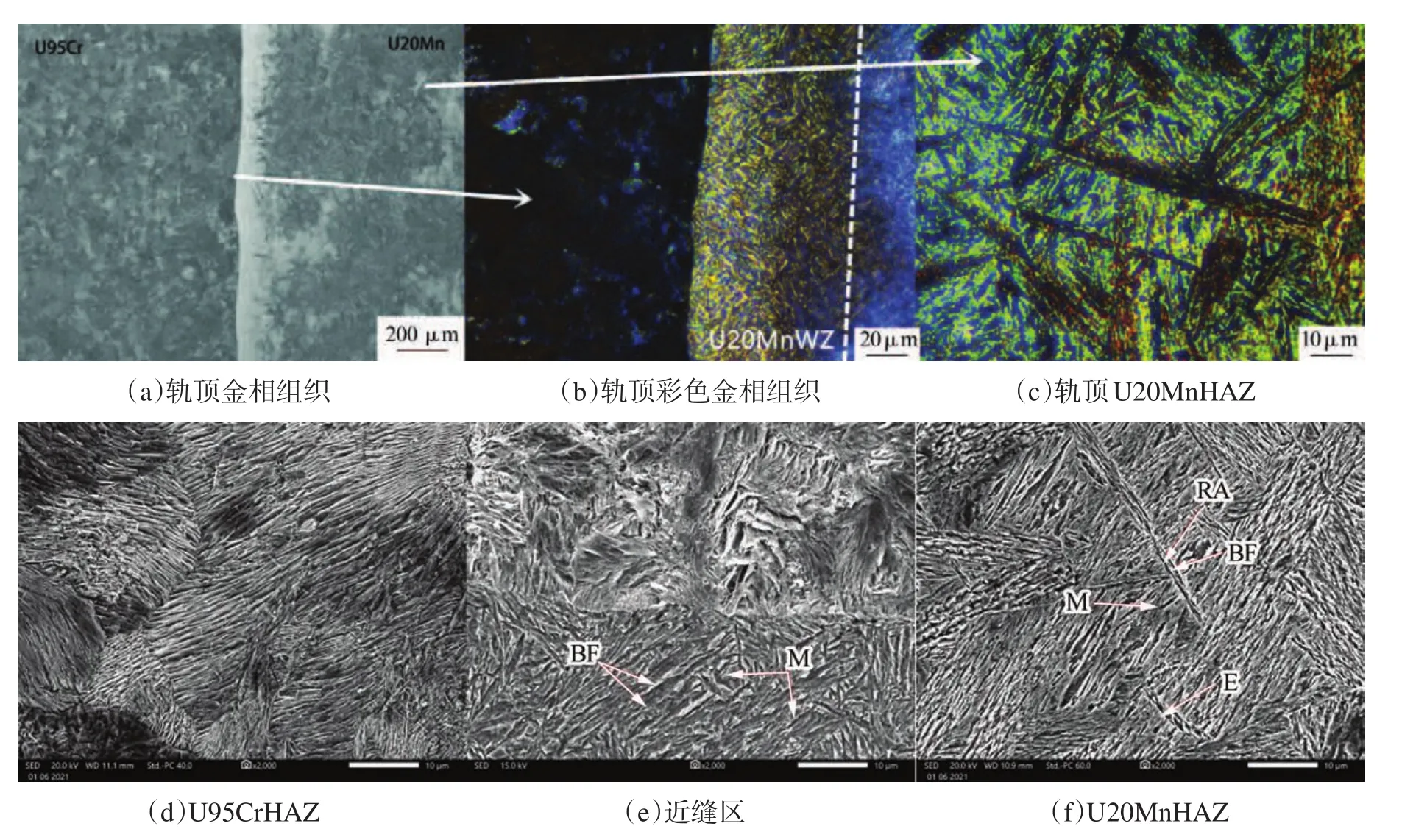
图7 U20Mn/U95Cr气压焊接头WZ及HAZ组织显微结构Fig.7 Microstructure of WZ and HAZ of U20Mn/U95Cr gas pressure welded joint
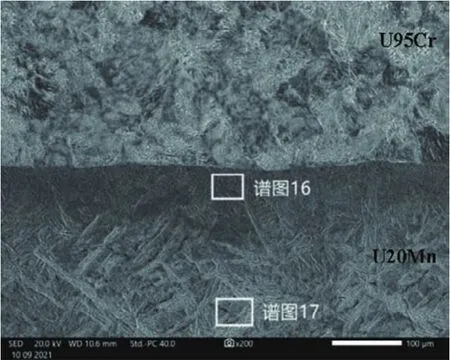
图8 U20Mn/U95Cr气压焊接头焊缝界面U20Mn侧扫描位置Fig.8 Scanning position of U20Mn side of weld interface of U20Mn/U95Cr gas pressure welded joint

表4 各扫描面成分(质量分数,%)Table 4 Components of each scanning surface(wt.%)
温度和压力在焊接过程中对接头焊缝金属作用最大,随着温度的升高,结合界面形变抗力降低,在压力的共同作用下待焊端面密贴占比加大;与此同时,原子在温度的作用下达到跃迁所需要的激活能,在界面处发生跃迁、相互扩散形核,不断消除显微孔洞最终形成共同晶粒,如图9a所示;图9c能谱分析结果直观地反映出各元素发生了扩散,C元素含量由U95CrWZ向U20MnWZ呈连续下降趋势,Mn、Cr元素含量呈连续上升趋势,表明焊缝金属界面发生了相互扩散,进而形成了良好的冶金结合。

图9 U20Mn/U95Cr气压焊接头焊缝界面组织特征及元素分布Fig.9 Microstructure characteristics and element distribution of weld interface of U20Mn/U95Cr gas pressure welded joint
2.2 硬度试验
U20Mn/U95Cr气压焊焊接接头硬度试验结果如图10所示,U95Cr侧平均硬度值为348 HB,各点硬度值相差不大;U20Mn侧平均硬度为378 HB,而U20MnWZ区域硬度值为500 HB,差异较大,这是由于U20MnWZ马氏体组织较多,而马氏体为硬脆相,其硬度值显著提高。

图10 U20Mn/U95Cr气压焊接头金相硬度测试结果Fig.10 Metallographic hardness test results of U20Mn/U95Cr gas pressure welded joint
2.3 拉伸试验
焊接接头拉伸试验结果如表5所示,拉伸断口形貌及断裂位置如图11所示,红色虚线为焊缝(见图11b),断口由纤维区、放射区、剪切唇组成,呈塑性断口特征。接头断裂位置全部位于U95Cr侧热影响区(见图11b),存在明显的塑性变形,这是由于U95Cr侧热影响区晶粒发生一定程度的长大,进而软化所致,接头抗拉强度平均值为961 MPa,目前异种钢焊接性能尚无标准要求,参照TB/T1632.4《气压焊接》标准[11],接近TB/T 1632.4标准Rm≥980 MPa的要求,延伸率均值为8%,满足TB/T 1632.4标准A≥6%的要求,而未断于焊缝说明焊接界面处的抗拉强度大于该值,具有较高的结合强度。

表5 U95Cr/U20Mn气压焊接头拉伸试验结果Table 5 Tensile test results of U95Cr/U20Mn gas pressure welding joint
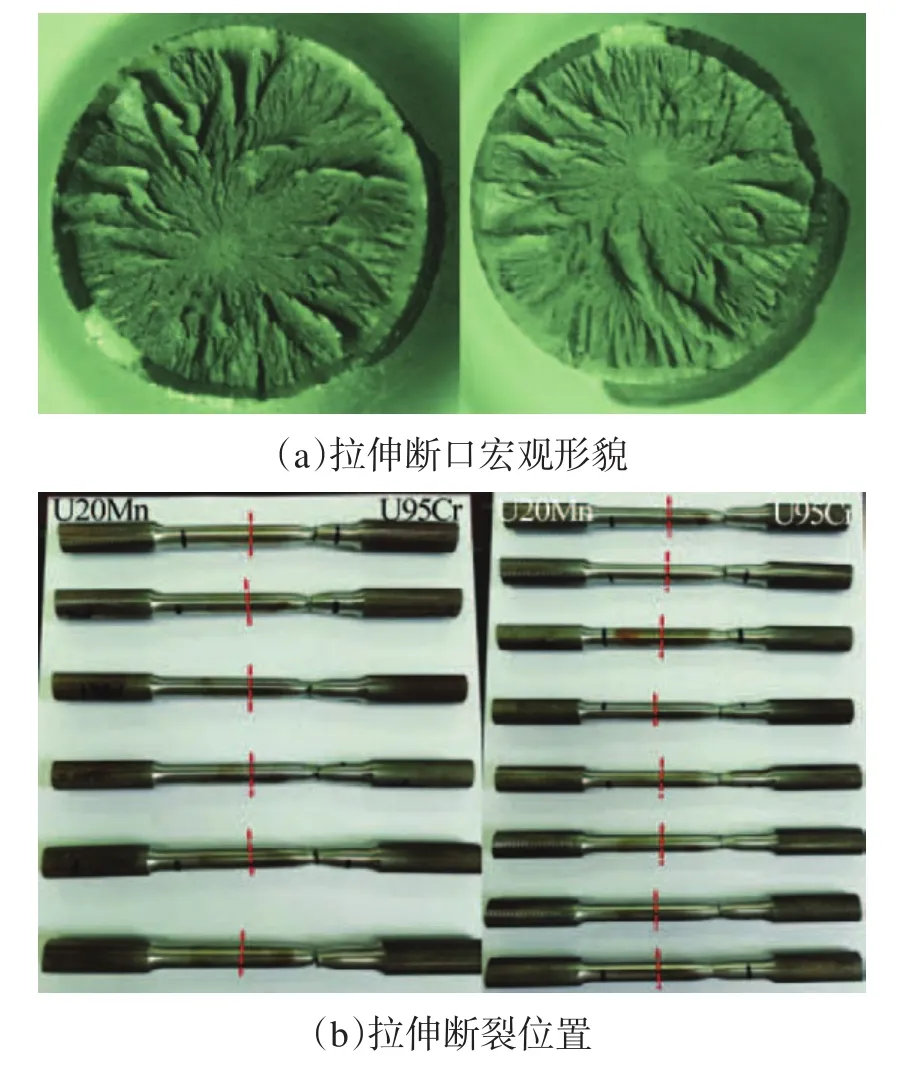
图11 U20Mn/U95Cr气压焊接头拉伸断口宏观形貌及断裂位置Fig.11 Macro morphology and fracture location of tensile fracture of U95Cr/U20Mn gas pressure welding joint
2.4 冲击试验
U20Mn/U95Cr气压焊接接头冲击试验结果如表6所示,冲击试样的冲击功总平均值为4.1 J,未满足TB/T 1632.4标准AKV≥6.5 J的要求。接头冲击宏观断口为脆性断口(见图12a),图中a处为凹凸区,b处为平滑区,凹凸区面积所占比例为95%,平滑区面积所占比例为5%,凹凸区对应微观形貌见图12c,为典型的解理断裂形貌,平滑区对应微观形貌见图12d,为准解理断裂形貌,表明焊缝界面两侧材料发生了冶金结合。

表6 U20Mn/U95Cr气压焊接头的冲击试验结果Table 6 Impact test results of gas pressure welding joint on U20Mn/U95Cr
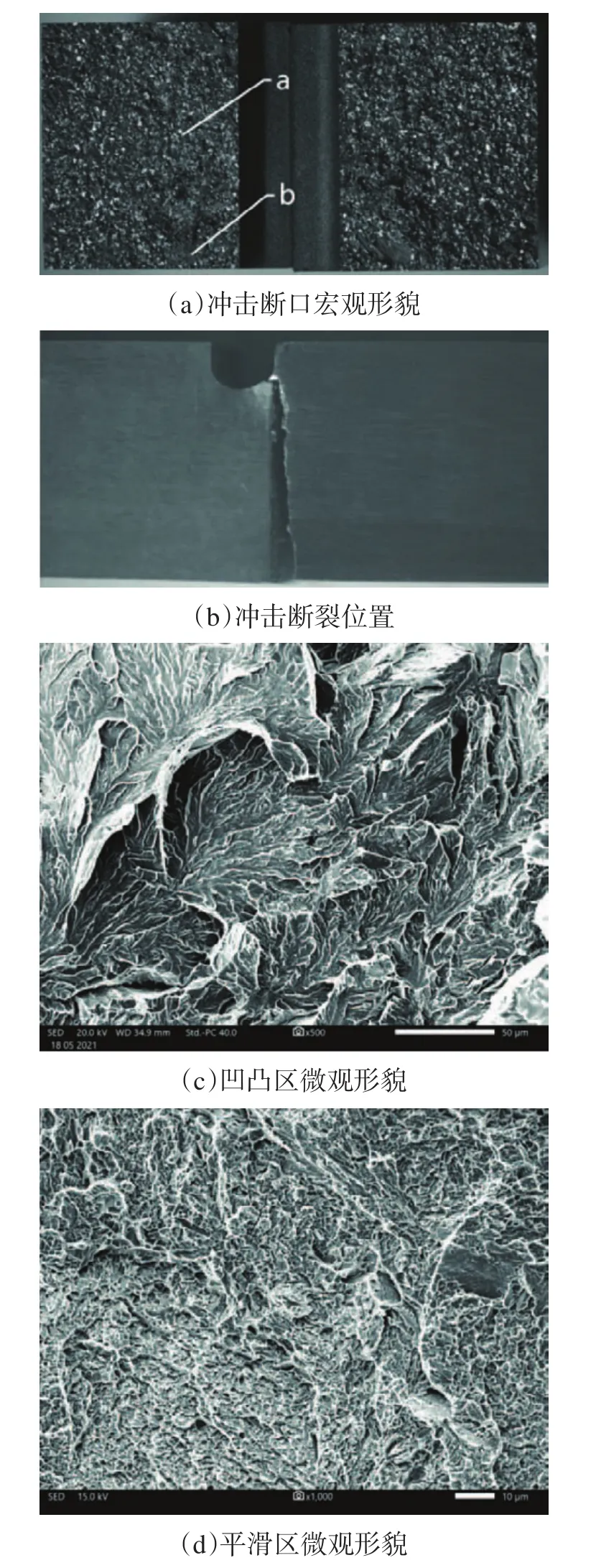
图12 U20Mn/U95Cr气压焊接头冲击断口组织形貌及断裂途径Fig.12 Microstructure and fracture path of impact fracture of U20Mn/U95Cr gas pressure welding joint
3 分析与讨论
气压焊作为塑性压力焊接,其冶金结合过程是在加热加压过程中发生界面的原子的互相扩散、显微孔洞消失,最终形成共同晶粒。结合试验结果可知,在非轨底脚部位(见图9a),接头能够在焊缝处形成大量共同的细小晶粒,无显微孔洞,元素扩散均匀,表明在表3工艺下能够实现U20Mn和U95Cr钢轨的冶金结合;但在轨底脚处,由落锤断口断面(见图13)可以看到,仅在轨底脚处发现了光斑缺陷,占整个断口面积的4%,而未见光斑缺陷的部位占整个断口面积的96%,进一步说明轨底脚部位较其余部位焊合情况较差。

图13 U20Mn/U95Cr落锤断口Fig.13 U20Mn/U95Cr drop hammer fracture
而在焊缝及近缝区两侧的4个区域中,U95CrWZ较U95CrHAZ珠光体片层间距稍宽,会略微降低焊缝区域的各项力学性能;U20MnWZ受到C元素扩散的影响,主要由马氏体(66.2%)及贝氏体铁素体(33.8%)组成,马氏体含量较U20MnHAZ侧增多33%,会使U20MnWZ区域的强度和硬度升高,塑性和韧性降低,在金相硬度试验中可以看到U20MnWZ的硬度值最高为500 HB。在冲击试验中,接头平均冲击韧性较低为4.1 J,整个断口区域形貌为解理断裂与准解理断裂形貌结合,表明焊缝界面两侧材料发生了冶金结合;在拉伸时,由于高强度钢存在软化问题,热影响区的晶粒组织会发生一定程度长大,形成软化区,而本试验中拉伸试样断裂位置全部位于U95CrWZ区域,接头抗拉强度平均值961 MPa,延伸率8%,说明接头强度较U95CrWZ软化区更高。
4 结论
(1)采用文中的气压焊接工艺,能够实现75N U20Mn贝氏体钢和U95Cr过共析珠光体钢(占96截面面积)异种钢焊接,焊缝界面无冶金缺陷,接头特征可细分为U20Mn侧焊缝区和近缝区、U95Cr侧焊缝区和近缝区4个区域,C、Mn、Cr等元素固态下在焊缝区相互扩散,发生冶金结合,形成了大量共同的细小晶粒;但轨底脚(占4%截面面积)的焊合情况较接头其他部位差。
(2)U20MnWZ区域受到元素扩散的影响,较U20MnHAZ区域马氏体含量增多33%,组织主要由马氏体(66.2%)及贝氏体铁素体(33.8%)组成,其显微硬度最高为500 HB。
(3)接头焊缝部位冲击韧性4.1 J,断口区域形貌为解理断裂与准解理断裂形貌;接头强度平均值961 MPa,延伸率8%,断裂全部位于U95Cr侧HAZ区域。
