小龙虾加工和流通过程中的食品安全与品质控制技术研究进展
2021-10-12邱秉慧王海帆秦乐蓉王海滨廖鄂彭利娟陈季旺邹圣碧
邱秉慧 王海帆 秦乐蓉 王海滨 廖鄂 彭利娟 陈季旺 邹圣碧
摘 要:小龙虾的加工和贮运流通是小龙虾全产业链中的重要环节之一,小龙虾质量安全与品质控制关系到百姓食品安全保障、风味和营养需求以及企业经济效益等,需要重点关注。本文根据原料及加工工艺、风味、贮运、消费要求及售卖产品特点不同,重点对小龙虾生鲜产品、半成品冻品、成品冻品和即食小龙虾在加工和流通过程中的食品安全与品质控制技术研究现状进行综述,并对小龙虾加工和流通过程中的风险分析、质量控制与标准化、信息化和智能化研究与实践应用情况进行总结,对未来发展趋势进行初步展望,旨在为促进小龙虾产业健康发展提供参考。
关键词:小龙虾;加工;流通;食品安全;产品品质;控制技术
Safety and Quality Control of Crawfish during Processing and Distribution: A Review of Recent Studies
QIU Binghui1,2, WANG Haifan1, QIN Lerong1, WANG Haibin1,3,*, LIAO E1,3, PENG Lijuan1,3, CHEN Jiwang1,3, ZOU Shengbi3,4
(1.College of Food Science and Engineering, Wuhan Polytechnic University, Wuhan 430023, China;
2.College of Agriculture, Xiangyang Vocational and Technical College, Xiangyang 441050, China;
3.National R&D Center for Crawfish Processing Technology, Qianjiang 433100, China;
4.Hubei Lake Modern Agricultural Science and Technology Development Co. Ltd., Qianjiang 433100, China)
Abstract: The processing, storage, transportation and circulation of crawfish are important links in the whole crawfish industry chain, and its quality safety control is closely related to food safety guarantee for consumers, consumer demands for flavor and nutrition, and the economic benefits of enterprises, thus needing special attention. Raw crawfish, semi-cooked frozen crawfish, cooked frozen crawfish and instant crawfish products are commercially available nowadays, which differ from each other in the raw materials, processing technologies, flavor, storage and transportation conditions, consumer demands, and product features. With the aim of providing a reference for promoting the healthy development of the crawfish industry, this reviews focuses on the current status of quality and safety control technologies for these crawfish products during processing and distribution, and summarizes safety risk analysis during processing and distribution, quality control and standardization, and the development and application of informationized and smart systems. Furthermore, it discusses future development trends.
Keywords: crawfish; processing; distribution; food safety; product quality; quality control
DOI:10.7506/rlyj1001-8123-20210406-092
中圖分类号:TS251.1 文献标志码:A 文章编号:1001-8123(2021)09-0043-08
引文格式:
邱秉慧, 王海帆, 秦乐蓉, 等. 小龙虾加工和流通过程中的食品安全与品质控制技术研究进展[J]. 肉类研究, 2021, 35(9): 43-50. DOI:10.7506/rlyj1001-8123-20210406-092. http://www.rlyj.net.cn
QIU Binghui, WANG Haifan, QIN Lerong, et al. Safety and quality control of crawfish during processing and distribution: a review of recent studies[J]. Meat Research, 2021, 35(9): 43-50. DOI:10.7506/rlyj1001-8123-20210406-092. http://www.rlyj.net.cn
克氏原螯虾(Procambarus clarkii),即小龙虾,因其环境适应性强、繁殖能力旺盛,近年来已成为我国淡水虾类中的主要优势物种。我国是小龙虾加工和生产大国,依据《2020中国小龙虾产业发展报告》[1]的数据,各地小龙虾经济发展态势良好,全国目前共有23 个小龙虾养殖省份;小龙虾全产业链条在长江中下游几个主产省份,如湖北和江苏等已相对较为完备,所在区域的小龙虾加工业发展迅速;但受新型冠状病毒疫情和目前国际贸易形势的影响,近年来小龙虾国际出口受阻,但国内市场线上线下销售模式已基本建立并十分畅通,同时多地配套建设了小龙虾冷链物流系统,国内市场一直保持增长[2]。
小龙虾的加工和贮运流通过程是小龙虾全产业链中的重要环节之一,其质量安全与品质控制关系到百姓食品安全保障、风味和营养需求以及企业经济效益等,需要重点关注。根据原料及加工工艺、风味、贮运、消费要求不同,分为鲜活小龙虾和小龙虾半成品及成品,分别属于生鲜农产品和食品,在加工和流通过程中损耗大且易腐败,所以存在保鲜和贮存难的问题。根据小龙虾售卖产品的特点可大体分为生鲜产品、半成品冻品、熟成品冻品、即食成品,熟品按照加工工艺可分为油焖、油炸、卤制、清蒸、干制、烟熏、糟制等,按风味又分为麻辣、香辣、蒜蓉、五香、十三香等。针对这些产品有GB 10136—2015《动物性水产制品》、
SC/T 3305—2003《烤虾》和SC/T 3602—2016《虾酱》等标准,分别对不同种类产品对应的专业术语、感官要求进行规定,对理化指标(具体包含基本物质成分和含量、与小龙虾肉品特性及腐败变质相关的物理和化学指标、重金属和抗生素指标等)、微生物指标及其检测方法与标准、出厂及包装运输等要求进行了详细规定。
影響小龙虾产品食品安全的因素按种类主要分为微生物和化学污染物2 种,微生物主要包括致病菌、寄生虫、病毒,化学污染物主要指农药、兽药残留和重金属等。按来源大体可分为内源性危害因子和外源性危害因子:内源性危害因子主要是来自于小龙虾死后体内蛋白质、碳水化合物、脂肪三大营养物质的降解和酶的作用产生的有毒有害物质;外源性危害因子主要来自于小龙虾生长过程中水体环境的污染以及在产品的运输、加工和贮藏过程中外界化学污染物和微生物对小龙虾的污染,进而导致产品品质劣变和质量安全性能降低。
针对以上几种风险来源和危害因子,小龙虾加工和流通过程中食品安全与品质控制主要聚焦在以下几方面的问题:一是如何做好产品质量安全风险控制;二是如何延缓品质劣变;三是如何降低营养损失。优化加工和贮藏工艺是解决食品安全、品质劣变和减少营养损失的重要手段和方法,主要通过严控原材料质量安全和品质、改进加工及贮运技术手段,如优化贮藏工艺(冷冻和冷藏技术、添加保鲜剂、真空包装、灭菌技术等);此外,也要通过传统和新兴的科学技术手段针对潜在风险进行分析与防控,如因食用小龙虾引起的食物中毒、食物过敏等;以上食品安全与品质控制技术在小龙虾产品具体的加工和流通过程中结合实际生产得到了不同程度的应用。本文根据上述小龙虾产品分类情况重点对加工和流通环节的相关产品质量安全与品质控制技术的研究现状进行归纳总结,旨在为小龙虾产业链的食品质量安全保障技术体系不断完善和升级提供参考。
1 小龙虾生鲜产品、半成品冻品加工和流通过程中的产品质量安全与品质控制技术
小龙虾生鲜产品、半成品冻品不仅是直供酒店、商超的货源、老百姓餐桌上的好菜,也是小龙虾深加工产品(熟成品冻品及即食小龙虾产品)错季节生产的主要原料,这类产品的品质和质量安全控制是小龙虾加工业良好发展的基础。
以冻煮小龙虾虾仁产品为例,生产工艺流程[3]如下:原料验收→原料运输→挑选→原料暂存→清洗→蒸煮→常温水冷却→冰水冷却→冰水暂存→去壳、去肠、去黄(或不去黄)、分级→挑选、分级→水洗、沥水(带黄不水洗)→称质量、装袋→真空封口→速冻→金属探测→标签检查→装箱→冷藏→集装箱装运。
1.1 原料筛选和清洗技术
小龙虾生鲜产品、半成品冻品的原材料对小龙虾生、熟产品品质起决定作用,不同季节、不同地域、不同养殖环境下,小龙虾产品的品质差异较大。例如,
徐晨等[4]对比分析南京浦口、苏州太湖和宿迁泗洪地区小龙虾的营养成分与品质发现:宿迁泗洪地区小龙虾咀嚼性和弹性较好,苏州太湖地区小龙虾的嫩度较高;粗蛋白含量以宿迁泗洪地区小龙虾相对较高,粗脂肪含量以南京浦口地区小龙虾相对较高;宿迁泗洪地区小龙虾的必需氨基酸占比最高,南京浦口地区小龙虾的鲜味较为明显;三地小龙虾不饱和脂肪酸含量和营养价值均较高。
小龙虾产品的清洗可大幅度降低质量安全风险,提高产品品质。国内目前在小龙虾清洗方面已经公开多项专利,主要集中在方法和清洗设备上,清洗设备相关专利共30 项,清洗方法7 项,如李新等[5]发明了一种二次超声波清洗鲜活小龙虾的方法,在第1次超声波清洗时向水中添加食盐、柠檬酸和食用碱,第2次超声波清洗时向水中添加异抗坏血酸钠、茶多酚和乙二胺四乙酸二钠,超声后采用手持式色度仪测定虾体胸腹部亮度值,代替传统的人工肉眼评定虾体洁净度。
1.2 贮藏技术
小龙虾极易腐败变质,在加工和流通过程中贮藏技术是关键。通常使用的贮藏技术有冷藏和冷冻、添加防腐剂等,这些贮藏手段都是围绕如何延缓小龙虾内部成分的分解变质、微生物的生长繁殖和降低酶活性进行的,良好的贮藏直接影响产品品质和质量安全。例如,虾类死后虾肉会发生黑变的现象,这主要是虾体内的多酚氧化酶的作用,这种酶与虾肉内的酚类物质经过一系列生化反应后生成的邻苯醌是产生黑变的主要原因,此过程中有游离氨基酸和蛋白质的参与,因此虾肉的营养也会有损失[6],如能有效降低或破坏酶活性,将能显著提高产品品质。
通过降低产品贮藏温度,如采用冷冻和冷藏手段等,能较大程度抑制小龙虾产品中微生物的生长繁殖和虾体内酶的活性,从而延缓虾的腐败变质,保证产品品质和质量安全。庞杰等[7]发明了一种抑制小龙虾黑变的保鲜方法,对小龙虾用魔芋-葡甘露聚糖处理后,添加有较好保鲜性能的复合保鲜剂喷雾保鲜,可将虾的不黑变货架期从原来的5 d延长至30 d以上,做成的冻虾食用前仅需先解冻后用清水冲洗即可烹调,此方法安全、生产工艺简单,且适合工业化生产。江杨阳等[8]对4 ℃冷藏小龙虾进行研究,发现高通量法检测到的菌属更具多样性,培养基法提取的腐败菌种类均包含在高通量测序菌属内,并确定了小龙虾的优势腐败菌有希瓦氏菌、肉食杆菌、环丝菌属、嗜冷菌属、漫游球菌属、不动杆菌属、气单胞菌及束毛球菌属等,为后期研究抑制小龙虾优势腐败菌的生长和延长小龙虾货架期提供参考。
在小龙虾贮藏过程中配合使用适宜的保鲜剂和涂膜保鲜技术,能够有效抑制腐败菌的大量滋生及酶的活性,并能延缓脂肪的氧化分解,使产品品质在更长时间内保持稳定。李睿等[9]发明一种小龙虾复合保鲜剂及小龙虾保鲜处理方法,该方法通过植酸、柠檬酸、抗坏血酸、茶多酚、氯化钠及海藻糖相互协同作用,防止小龙虾在贮藏过程中发生黑变,可有效抑制微生物生长,降低挥发性盐基氮的生成量,而且还能保持小龙虾的鲜度并延长小龙虾产品货架期。李新建[10]采用壳聚糖、海藻酸钠分别与甘油、抗坏血酸、茶多酚、氯化钙等天然无毒无害材料制成2 种复合涂膜,对小龙虾虾仁分别进行涂膜处理时,发现可食性涂膜保鲜能显著降低蒸煮损失率、解冻过程中的汁液流失率、干耗率和细菌总数,壳聚糖制成的复合涂膜保鲜效果优于海藻酸钠制成的复合涂膜。
2 小龙虾成品冻品加工和流通过程中的产品质量安全与品质控制技术
小龙虾成品冻品相较于小龙虾生鲜产品、半成品冻品多了熟制和调味步骤,成品一般为熟制品,在贮藏保鲜方面一般采取-18 ℃以下保存和冷链运输。
2.1 熟制、调味方法和风味改进
小龙虾熟制方式是产品风味来源的重要因素,采取何种方式进行熟制、调味、风味改进是关注的焦点,常规的有盐煮、油炸、卤制、浸渍入味等熟制、调味和风味改进方法,还有微波加热等方法,也有针对小龙虾肉糜产品通过添加植物分离蛋白等方法对产品进行风味改进的做法。
范海龙等[11]对小龙虾微波加热过程中的研究发现,高功率和长时间的微波加热有利于小龙虾温度和橘红色泽分布趋于均匀,其中5 W/g微波加热4.5 min和5.5 min的小龙虾外观評分分别与水煮4.5 min和5.5 min的小龙虾无显著性差异,3 W/g微波加热3.5 min的虾尾口感评分最高,且与水煮3.5 min的虾尾口感无显著差别,但非水环境下微波加热的小龙虾比水煮小龙虾品相差,表明小龙虾的微波加热有一定应用潜力。Fan Hailong等[12]通过微波和水煮2 种方式加热小龙虾虾尾发现,2 种方式加热小龙虾虾尾的成熟度和过热值变化不一致,呈相反趋势;低功率微波加热后的成熟度和过热值高于水煮,但微波加热比水煮更容易影响小龙虾虾尾蛋白质完全变性时的肉质。
徐晨等[13]向小龙虾虾丸中添加小麦面筋蛋白、大豆分离蛋白和花生分离蛋白3 种不同外源性蛋白,研究其对小龙虾虾丸品质的影响,发现不同添加量的3 种非肌肉蛋白均能够改善小龙虾虾丸凝胶特性,提高保水性,降低蒸煮损失率,改善小龙虾虾丸内部空间三维网络结构,降低白度,各指标之间相关性显著,添加6%小麦面筋蛋白更能有效提高小龙虾虾丸品质并被消费者接受。
2.2 速冻和解冻技术
在熟制小龙虾成品冻品的贮藏方面,赵立等[14]以熟制小龙虾虾肉为原料,分别在-20、-30 ℃进行速冻处理后,于-18 ℃贮藏6 个月,得出工厂速冻熟制小龙虾用-20 ℃进行速冻处理即可。郑静静等[15]研究6 种不同解冻方式对带壳和不带壳熟制小龙虾理化性质的影响,发现冰箱低温解冻最慢,而微波解冻最快,去壳小龙虾解冻比带壳小龙虾快;综合多指标得出,冷冻小龙虾采用4 ℃低温解冻(冰箱解冻、低压静电场解冻)更有利于其品质保持。
3 即食小龙虾加工和流通过程中的产品质量安全与品质控制技术
休闲即食小龙虾是小龙虾深加工产品中易于存储和流通的一类产品,在生产和加工过程中,对产品品质和质量安全控制技术的要求也更高,特别是在杀菌和包装方面需采取合适的处理才能达到产品的预期。
以即食麻辣小龙虾为例,加工工艺流程[16]大致如下:原料选择→初加工→飞水→汤浸→煮制→真空包装→灭菌→成品。
3.1 即食小龙虾的熟制、调味方法和风味改进
在即食小龙虾的熟制、调味方法和风味改进中,徐言等[17]探究盐煮工艺对小龙虾品质的影响发现,在食盐质量浓度4 g/100 mL条件下煮制3 min,即食小龙虾虾肉肉质紧实、嫩度较好,外壳色泽较好,大肠杆菌未检出,乳酸菌数量和菌落总数也较低,得出盐煮工艺显著影响即食小龙虾品质的结论。同时杨海琦等[18]以盐煮调味的小龙虾虾尾为原料,研究130~170 ℃大豆油油炸40~120 s的工艺,发现当油炸温度150 ℃、油炸时间80 s时,小龙虾具有较好的感官品质(色泽红亮、口感Q弹),虾肉蛋白质结构较为完整且油脂含量较低。
崔阳阳等[19]对整只小龙虾经油炸和汤汁冷却处理后浸渍入味发现,浸渍温度和时间对小龙虾的入味效果有显著影响,小龙虾在4、12、20 ℃条件下分别浸渍15.0、10.5、9.0 h可达到较好的入味效果,同时产品的风味、质构、卫生状况均较好。这些都为规模化生产提供了科学指导和参考。
3.2 即食小龙虾的贮藏保鲜技术
即食小龙虾的贮藏保鲜技术也有一定的突破。于晓慧等[20-21]对小龙虾保鲜剂的保鲜效果进行评价,发现脱氢乙酸钠、山梨酸钾、ε-聚赖氨酸均具有较好的保鲜效果;并得出以山梨酸钾0.50 g/L、脱氢乙酸钠0.31 g/L、ε-聚赖氨酸0.21 g/L和壳聚糖2.84 g/L进行复配时效果较好,可有效减缓小龙虾产品感官品质的下降,微生物数量、总挥发性盐基氮(total volatile basic nitrogen,TVB-N)含量、K值(衡量水产品新鲜度的指标)、pH值、硫代巴比妥酸反应物值等指标的变化均得到抑制。周涛等[22]通过高通量测序技术发现,随贮藏时间的延长,即食小龙虾菌群的物种多样性逐渐降低,4 ℃贮藏末期优势菌群为海洋杆菌属(81.522%)和希瓦氏菌属(3.625%),25 ℃贮藏末期优势菌群为哈撒韦氏菌属(78.700%)、芽孢杆菌属(12.380%)和狭义梭菌属(8.707%),产品在25 ℃和4 ℃条件下的货架期分别为6 d和35 d。这些发现为后期针对不同贮藏条件下贮藏末期优势腐败菌的贮藏保鲜技术提供了理论参考。
3.3 即食小龙虾的包装技术
在对小龙虾产品进行无菌包装的过程中,包装材料本身的材质和性能对贮藏保鲜的效果有显著影响;材料本身的防潮性、水蒸气透过率、透气率将直接影响加工和流通过程中产品品质。包装材料本身的各种特性与抗性,如热稳定性、抗化学性、耐紫外线、热成型稳定性及单体与食物接触过程中对食物的浸出和渗透性将直接影响食品的卫生和质量安全。李肖婵等[23]采用4 种不同复合包装袋对30 ℃贮藏温度下即食小龙虾(110 ℃反压杀菌20 min)进行对比研究发现,4 种包装袋中使用铝箔复合包装袋(聚对苯二甲酸类塑料/铝箔/尼龙/未拉伸聚丙烯薄膜)能得到较高的产品品质和较长的货架期。
3.4 即食小龙虾的杀菌技术
在小龙虾的加工和流通过程中,灭菌技术一直是产品质量安全与品质控制的重要环节。贺江等[24]认为,加工过程中原料清洗、熟制入味、杀菌、冷藏和加保鲜剂、包装等处理对小龙虾的产品品质影响较大,在这些环节做好灭菌工作可以为产品品质和质量安全提供保障。
3.4.1 过热蒸汽杀菌
过热蒸汽杀菌属于一种热力杀菌方法,适宜作为直接接触加热的理想介质。张泽伟等[25]研究过热蒸汽杀菌对熟制小龙虾冷藏期间品质变化的影响发现,与巴氏杀菌相比,过热蒸汽杀菌能降低产品初始菌落总数,减缓贮藏期间菌落总数和TVB-N含量的增加,延长达到感官评分终点的贮藏时间,减缓小龙虾挥发性气味的变化,过热蒸汽杀菌组的货架期为48 d(4 ℃)和27 d(10 ℃),分别比巴氏杀菌组延长24 d(4 ℃)和15 d(10 ℃)。张泽伟等[26]发现熟制小龙虾过热蒸汽杀菌不同阶段优势腐败菌的存活规律,利用模型拟合其过热蒸汽温度、流量和杀菌时间对熟制小龙虾优势腐败菌的灭活动力学过程,发现结论与实测值较接近。
3.4.2 超高压杀菌
超高压杀菌作为一种新型高新食品加工技术,可以破坏食物中微生物的细胞膜和原本的内部结构,食品内部也会发生一些不可逆的变化,这些都会影响微生物的生理机能或直接导致微生物死亡,从而实现灭菌。此方法在小龙虾深加工过程中已有多篇报道。例如,李肖婵等[27]发现,在4 ℃贮藏条件下,超高压杀菌处理的即食小龙虾货架期比巴氏杀菌组多2 d,且虾肉的硬度、黏着性和咀嚼性显著优于巴氏杀菌组,其他质构指标的差异不明显,2 种杀菌方式处理后的即食小龙虾理化性质和菌落总数差距不大。超高压处理受到设备成本的制约,目前仅适用于科学研究,无法进行工业化生产。周蓓蓓等[28]研究发现,应用超高压工艺进行小龙虾虾仁的生产,在达到商业无菌的同时,可控制产品解冻损失率和蒸煮损失率,并使产品具有较好的感官品质。
3.4.3 辐照杀菌
辐照杀菌是一种高效、节能、低残留、操作适应范围广的食品保鲜技术,此项技术结合其他食品贮藏技术,能够实现食品较长时间贮藏。耿胜荣等[29]在真空包装条件下研究发现:辐照强度0~8 kGy熟制小龙虾虾肉水分含量、亮度值、红度值、弹性和黏度呈下降趋势,而黄度值、硬度和咀嚼性呈上升趋势,虾青素含量和蛋白疏水性增加,蛋白质含量下降,虾肉的综合品质稍有劣变;与高压灭菌相比,6 kGy辐照灭菌较好抑制了贮藏期虾肉水分含量下降和色泽发暗的现象;辐照灭菌抑制80 kDa高分子质量蛋白组分效果尤为明显。陈东清等[30]对聚乙烯袋真空包装小龙虾经蒸汽加热10 min,采用高能电子束辐照杀菌后置于25 ℃条件下贮藏,发现4 kGy以上辐照剂量组的小龙虾常温贮藏货架期达10 d以上,8 kGy以上辐照剂量组小龙虾的虾肉气味相似度、含硫挥发性物质含量显著增加,使虾肉产生明显的辐照异味,得出电子束辐照可以有效延长小龙虾货架期,蒸煮小龙虾电子束辐照杀菌较适合的剂量为6 kGy。
4 风险分析、质量控制与标准化、信息化和智能化
4.1 危害分析与关键控制点(hazard analysis and critical control point,HACCP)、ISO9001等质量管理体系的建立与应用
小龙虾作为一种具有一定致敏性和风险的产品,外贸市场集中在欧美国家,这些国家往往设置苛刻的技术检测指标,使得我国出口的淡水小龙虾在较早年份因微生物和药物残留等方面不达标出现出口受阻的
现象[31]。近年来,针对风险可能来源,在小龙虾养殖生产和流通环节、如剥壳、清洗等关键工艺点,生产厂家通过HACCP、食品生产良好操作规范、卫生标准操作规范、ISO9001、ISO22000等质量管理体系的普及、建立和应用,小龙虾产品加工和生产过程中的产品品质和质量安全控制得到了较大幅度的提升[32]。在湖北潜江市,依托熊口华山园、浩口莱克园、后湖宝龙园3 个密集型水产品加工企业集群中的11 家小龙虾加工企业,大力发展出口经济,园区内的企业完成了HACCP国际质量监控体系的产品认证和英国零售商协会認证,其中的部分企业在对欧美、韩国、日本等国的出口中获得水产食品的自营出口权[33]。
4.2 危害识别与风险控制技术
小龙虾的质量安全控制技术需要对不同类型的危害物质进行风险评估。可通过流行病学研究对危害物进行危害识别;通过剂量-反应关系研究对危害特征进行描述;通过膳食暴露概率分析评估;对危害物进行暴露评估;通过定量评价对具体的风险进行描述[34]。
Gedik等[35]研究砷(As)和其他金属元素(镉、铜、铅、锌)在小龙虾体内的分布发现:含量最高的砷在小龙虾体内各部位的分布为鳃((4.04±1.70) mg/kg)、肝胰脏((3.42±1.57) mg/kg)、外骨骼((1.52±0.85) mg/kg)和肌肉((1.50±0.69) mg/kg)次之;不同组织中砷的蓄积现象差异较大,主要在鳃和肝胰脏积累,小龙虾个体越大,砷含量越高;小龙虾对应饲料水稻、杂草、谷粒和枝条中砷含量均有明显变化,且与水中砷含量呈正相关,检测出小龙虾肌肉组织中砷的平均含量整体在人类可接受的安全范围内。Zhou Mengying等[36]收集来自中国湖北、江西、江苏、山东4 个地区的养殖和野生小龙虾,进行多元素分析发现:小龙虾体内微量元素主要分布在脏器、外骨骼和肌肉中,且含量为脏器>外骨骼>肌肉;所有区域的小龙虾肌肉样本中人体必需微量元素(铜、锌、铁、锰、镍、铬和硒)含量均高于有毒元素(汞、镉、砷、铅);在湖北、江西和江苏的野生小龙虾中,某些必需微量元素含量均高于这些区域的养殖小龙虾,这可能与野生小龙虾的暴露时间和周围沉积物的接触情况有关;可采取多元素结合同位素分析方法区分小龙虾的产地;通过健康风险评估得出,从小龙虾中摄取微量元素并不存在严重的健康风险,但应避免过度食用。
小龙虾过敏原研究对危害识别有重要意义。许宁宁等[37]认为,原肌球蛋白、精氨酸激酶、磷酸丙糖异构酶和血蓝蛋白亚基等是小龙虾中主要的过敏原物质。杨文君等[38]认为,针对小龙虾的过敏原,可采用食物常用的处理方法,如超高压处理、美拉德反应和酶处理法进行过敏原性消减。张轶群等[39]对南美对虾的研究显示,果糖和木糖与虾蛋白产生的美拉德反应并不能对虾过敏原活性产生显著影响。杨荣玲等[40]发明了一种加工方法,通过利用草本植物结合高压处理,可以显著降低或消除小龙虾中主要变应原蛋白的过敏原性。赵祥杰等[41]发明并公开了一种利用糖酵解方式对小龙虾过敏原性进行消减的加工方法,加工后的小龙虾过敏原性显著降低,大大提高了小龙虾产品安全性。
甄理[42]通过HACCP体系分析出口冻煮小龙虾的加工工艺,提出蒸煮作为最重要的关键控制点,是控制冻煮小龙虾微生物的有效方法,并对蒸煮过程中蒸煮时间和蒸煮温度2 个关键限值做了说明。在此基础上,在国内一些以外贸为主的小龙虾企业的共同努力下,扩大了小龙虾熟制品的比例,改善了长期以来我国水产品出口一直以冷冻小龙虾仁为主的结构,解决了小龙虾加工过程中微生物指标难以控制到符合欧美标准的难题。舒新亚等[43]
发明的小龙虾虾仁加工“三三管理法”操作技术,通过严格控制虾仁的加工温度、提高虾仁的加工速度,保证了产品的质量和数量,控制了产品内杂质和微生物菌群总数,从而解决了传统的巴氏杀菌法产品存在的贮存时间短、运输成本高和经济效益低等问题。
4.3 小龙虾产品质量安全标准化
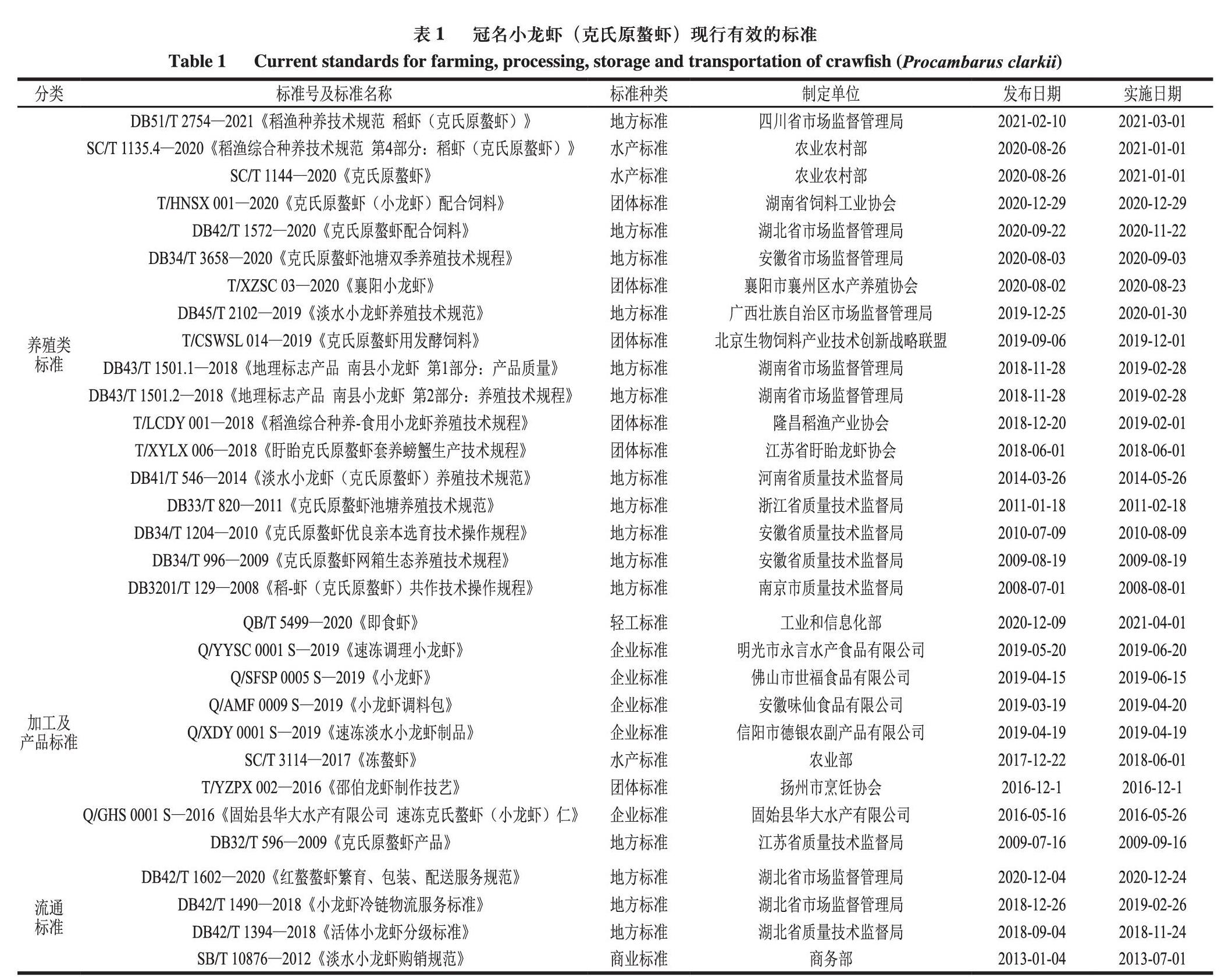
小龙虾产品质量安全标准化是产品质量安全与品质控制的重要内容,产品的标准直接体现了产品质量安全与品质控制技术的水平。小龙虾目前在养殖、加工、流通领域现行有效的专门标准有30多项,以地方标准、团体标准和推荐标准居多,也大都由近几年颁布和实施;国家标准、部委、行业和强制标准为空白,一般都是参考虾类和水产品类产品的质量安全标准。冠名小龙虾(克氏原螯虾)现行有效的标准如表1所示。
目前小龙虾产品可参考的国家标准、部委、行业和强制标准主要包括GB 2733—2015《食品安全国家标准 鲜、冻动物性水产品》,是一项强制标准,由卫生部和国家标准化委员会共同发布,适用的水产品范围较广且适用于小龙虾,对产品的感官、理化和污染物限量等作了相关规定[44]。2012—2020年,小龙虾产品一直参照的NY/T 840—2012《绿色食品 虾》是由农业部发布的
农业行业推荐标准,小龙虾品类虽未列入其中,但小龙虾加工多参照此标准中的要求,2021年初NY/T 840—2012废止,由NY/T 840—2020《绿色食品 虾》代替,NY/T 840—2020已将小龙虾归属的螯虾科列入其中,且标准的制定有小龙虾企业参与,这是小龙虾产业标准化的一大突破。目前很多部门和企业也在推进相关方面的标准制定和颁布,例如,工业和信息化部在2020-12-09发布的一项轻工标准QB/T 5499—2020《即食虾》已在2021-04-01实施。
4.4 小龙虾产品质量安全控制的信息化和智能化
采用食品溯源与识别分析技术实现对产品和有机食品等的溯源和鉴别,也将是小龙虾加工和流通过程中产品品质和质量安全控制技术的研究趋势之一。同时采用“互联网+”和大数据对小龙虾养殖、加工和流通过程中的产品质量安全与品质控制技术的相关指标与数据进行数据分析和信息化管理,也是近年来各级政府一直努力提升农产品安全和食品安全全链条监管的突破口。
艾金龙等[45]梳理物联网技术在小龙虾育苗、收购、物流、加工中的应用场景,为小龙虾全产业链智慧化的突破提供了思路。
而这些想法目前在有些区域已经实现,例如,在彭阳等[46]报道的潜江市熊口农场东大垸分厂虾稻田中得以实现。农户可以不用出门巡塘,只需打开手机APP,直观获得夏天的水温、水位、pH值、含氧量等具体信息,远程操作可以自动化完成部分塘间管理。湖北省潜江市后湖管理区的“中国虾谷360”,是建成的全国首家可视化的“互联网+小龙虾+流通”S2B2C的小龙虾垂直式电商交易平台,该平台与匹配的全程智能跟踪物流服务平台“虾谷快运”构成集小龙虾收购、批发、检验检疫和信息发布于一体的小龙虾大数据交易中心,小龙虾交易基本能实现覆盖周边、辐射全国。
5 未来发展趋势
5.1 注重从小龙虾全产业链的角度进行质量安全与品质控制管理
小龙虾一般在水质较差的环境也能生存,水体环境中的污染物對小龙虾产品的质量安全和品质存在威胁;在实际的养殖过程中,水体环境不仅对小龙虾的养殖产量和效益有较大影响,还对小龙虾原料的品质起决定性作用;另外,养殖过程中是否规范饲喂、用药和管理也非常重要,一直以来以上2 个问题是直接影响小龙虾质量安全和品质的重要因素。因此,在强调加工和贮运流通的同时,也要注重产业链的源头(养殖端)、销售消费市场(消费端)的质量安全监管与品质控制,树立全产业链的思想,并有相应技术措施进行保障。
5.2 积极发展小龙虾质量安全和品质控制相关的快速
检测方法及技术手段
小龙虾生产季节性很强,集中收获、上市量大,急需快速检测方法及技术手段为小龙虾质量安全和品质控制把关。利用快速检测方法和高新技术手段对小龙虾质量安全和品质特性进行检测是小龙虾产业急需发展的重要方向之一。例如,张毅等[47]用环介导等温扩增技术对小龙虾中的沙门氏菌进行快速检测,发现对比聚合酶链式反应法和国家标准(GB/T 4789.4—2008)方法,此方法的检出限和阳性率都有较大程度的提升,同时与国家标准检测方法检测结果相同,说明此方法快速简便、灵敏度高、特异性强。
5.3 充分发挥“互联网+”、信息化和智能化技术在小龙虾全产业链中的作用
利用“互联网+”、信息化和智能化完成小龙虾产业全链条质量安全与品质监管将是未来发展的必然趋势。曹惠敏[48]提出可利用区块链技术、二维码技术、条码技术基本实现小龙虾区块链溯源技术体系的构建。类似的小龙虾生鲜、半成品、成品的数据化监管和大数据平台已经在部分区域的示范区开始实践和尝试。
5.4 进一步加强小龙虾副产品高值化综合利用,助力小龙虾产业提质升级
小龙虾副产品综合利用在食品领域的延伸将助力小龙虾产业提质升级,这类产品的质量安全与品质控制技术将是未来的必然趋势。例如,王紫微[49]采用超声辅助酶解小龙虾的方式,制备小龙虾风味调味料,获得了较佳的工艺条件。Bonilla等[50]将一般在小龙虾生产过程中较小的小龙虾采取适当的技术冷冻,分析贮藏180 d过程中水分含量、颜色、pH值及脂质氧化的变化,为规模过小和未被充分利用的小龍虾的加工利用提供参考。这类成果转化生产出的产品,如何在工业化生产中保证产品品质和实现产品质量安全的良好控制也是未来面临的实际问题。
6 结 语
小龙虾产品的食品安全与品质控制受原料本身、产品类型、加工工艺特点、贮藏保鲜手段等各方面细节的影响较大,要实现小龙虾产品的安全性,必须从农田到餐桌实行全链条监管,不仅要对常规的危害物进行质量控制,还要对特定时期内的潜在危害物进行风险评估与质量控制,因此必须在做好规范化养殖的同时,将管理和控制的重心放在加工和流通领域。小龙虾营养价值高、产业链长、经济价值高且涉及面广,其加工和流通过程中的产品质量安全与品质控制技术也将伴随今后深入的科学研究与应用以及小龙虾产业工业化进程的日趋成熟。
参考文献:
[1] 全国水产技术推广总站, 中国水产学会. 中国小龙虾产业发展报告(2020)[R]. 盱眙: 全国水产技术推广总站, 2020.
[2] 刘凯文, 赵恒彦, 朱建强, 等. 新型冠状病毒肺炎疫情下小龙虾产业发展对策: 以湖北省荆州市为例[J]. 中国农业科技导报, 2020, 22(10): 10-17. DOI:10.13304/j.nykjdb.2020.0449.
[3] 梅冬生, 许正红. 冻煮小龙虾仁加工工艺设计[J]. 科学养鱼, 2021(1): 75-76. DOI:10.14184/j.cnki.issn1004-843x.2021.01.047.
[4] 徐晨, 葛庆丰, 诸永志, 等. 不同地区小龙虾的营养价值和品质比较[J].
肉类研究, 2019, 33(8): 7-11. DOI:10.7506/rlyj1001-8123-20190428-094.
[5] 李新, 黄建联, 熊光权, 等. 二次超声波清洗小龙虾的方法: 中国, CN201811529405.9[P]. 2021-01-22.
[6] 邓宗贵, 毛相朝, 余华. 虾深加工技术[M]. 北京: 科学出版社, 2018: 35.
[7] 庞杰, 陈钰, 董秀萍, 等. 一种抑制虾黑变的保鲜方法: 中国, CN202011126180.X[P]. 2020-12-18.
[8] 江杨阳, 杨水兵, 余海霞, 等. 基于培养基法和高通量测序法分析冷藏小龙虾优势腐败菌[J]. 食品科学, 2019, 40(16): 130-136. DOI:10.7506/spkx1002-6630-20180718-229.
[9] 李睿, 杨俊, 毕旺来, 等. 一种小龙虾复合保鲜剂及小龙虾保鲜处理方法: 中国, CN201711067489.4[P]. 2018-01-26.
[10] 李新建. 淡水龙虾虾仁可食性涂膜技术的研究[J]. 肉类研究, 2011, 25(1): 37-39. DOI:10.3969/j.issn.1001-8123.2011.01.010.
[11] 范海龙, 朱华平, 范大明, 等. 微波加热对小龙虾品质的影响[J].
食品工业科技, 2020, 41(18): 8-16. DOI:10.13386/j.issn1002-0306.2020.18.002.
[12] FAN Hailong, FAN Daming, HUANG Jianlian, et al. Cooking evaluation of crayfish (Procambarus clarkia) subjected to microwave and conduction heating: a visualized strategy to understand the heat-induced quality changes of food[J]. Innovative Food Science and Emerging Technologies, 2020, 62: 102368. DOI:10.1016/j.ifset.2020.102368.
[13] 徐晨, 诸永志, 葛庆丰, 等. 不同外源蛋白对小龙虾丸品质的影响[J]. 肉类研究, 2020, 34(4): 20-26. DOI:10.7506/rlyj1001-8123-20200228-056.
[14] 赵立, 陈军, 邵兴锋, 等. 冷冻方式对熟制克氏原螯虾虾肉冷冻贮藏(-18 ℃)条件下品质的影响[J]. 江苏农业科学, 2012, 40(10):
232-234. DOI:10.15889/j.issn.1002-1302.2012.10.018.
[15] 郑静静, 林琳, 张艳凌, 等. 不同解冻方式对熟制小龙虾理化特性的比较分析[J]. 现代食品科技, 2020, 36(9): 188-194; 108. DOI:10.13982/j.mfst.1673-9078.2020.9.0209.
[16] 李锐, 江祖彬, 童光森, 等. 即食麻辣小龙虾加工工艺研究[J].
食品研究与开发, 2019, 40(5): 138-143. DOI:10.3969/j.issn.1005-6521.2019.05.025.
[17] 徐言, 陈季旺, 楚天奇, 等. 盐煮工艺对即食小龙虾品质的影响[J]. 武汉轻工大学学报, 2020, 39(5): 1-8. DOI:10.3969/j.issn.2095-7386.2020.05.001.
[18] 杨海琦, 陈季旺, 楚天奇, 等. 油炸工艺对即食小龙虾品质的影响[J]. 武汉轻工大学学报, 2020, 39(6): 9-16. DOI:10.3969/j.issn.2095-7386.2020.06.002.
[19] 崔陽阳, 姜启兴, 许艳顺, 等. 浸渍入味对冷冻熟制小龙虾品质的影响[J]. 食品工业技, 2014, 35(14): 297-300; 304. DOI:10.13386/j.issn1002-0306.2014.14.057.
[20] 于晓慧, 林琳, 姜绍通, 等. 即食小龙虾复合生物保鲜剂的优选及保鲜效果研究[J]. 肉类工业, 2017(3): 24-32. DOI:10.3969/j.issn.1008-5467.2017.03.005.
[21] 于晓慧. 即食小龙虾保鲜剂的复配及其抑菌机理的初步研究[D]. 合肥: 合肥工业大学, 2017: 23-39. DOI:10.7666/d.Y3196937.
[22] 周涛, 吴晓营, 罗海波, 等. 贮藏温度对即食小龙虾品质及微生物菌群多样性的影响[J]. 食品与机械, 2019, 35(9): 141-146. DOI:10.13652/j.issn.1003-5788.2019.09.028.
[23] 李肖婵, 林琳, 郑静静, 等. 不同复合包装材料对即食小龙虾品质的影响[J]. 中国调味品, 2020, 45(3): 118-124. DOI:10.3969/j.issn.1000-9973.2020.03.025.
[24] 贺江, 易梦媛, 郝涛, 等. 小龙虾产品品质影响因素研究进展[J].
食品与机械, 2019, 35(6): 232-236. DOI:10.13652/j.issn.1003-5788.2019.06.042.
[25] 张泽伟, 吉宏武, 段伟文, 等. 两种灭菌方式对熟制小龙虾冷藏期间品质的影响[J]. 广东海洋大学学报, 2019, 39(6): 93-100. DOI:10.3969/j.issn.1673-9159.2019.06.012.
[26] 张泽伟, 段伟文, 陈铭, 等. 过热蒸汽对熟制小龙虾优势腐败菌的杀菌动力学及其机理[J]. 广东海洋大学学报, 2020, 40(1): 87-96. DOI:10.3969/j.issn.1673-9159.2020.01.012.
[27] 李肖婵, 林琳, 朱亚军, 等. 巴氏杀菌和超高压杀菌对即食小龙虾货架期的影响[J]. 渔业现代化, 2020, 47(4): 83-88. DOI:10.3969/j.issn.1007-9580.2020.04.012.
[28] 周蓓蓓, 陈小雷, 鲍俊杰, 等. 超高压加工工艺对小龙虾仁品质影响的初步研究[J]. 食品科技, 2018, 43(6): 154-160. DOI:10.13684/j.cnki.spkj.2018.06.029.
[29] 耿胜荣, 熊光权, 李新, 等. 不同灭菌处理对小龙虾品质的影响[J].
湖北农业科学, 2017, 56(12): 2324-2328. DOI:10.14088/j.cnki.issn0439-8114.2017.12.031.
[30] 陈东清, 汪兰, 熊光权, 等. 电子束辐照对蒸煮小龙虾品质及货架期的影响[J]. 辐射研究与辐射工艺学报, 2019, 37(3): 39-45. DOI:10.11889/j.1000-3436.2019.rrj.37.030401.
[31] 何志刚, 王冬武, 黄向荣, 等. 克氏原螯虾质量安全现状与发展对策[J]. 湖南饲料, 2012(2): 25-27. DOI:10.3969/j.issn.1673-7539.2012.02.010.
[32] 杨宝琴. 加工企业拉动、养殖新技术推广潜江小龙虾: “意外”背后的两大利器[J]. 渔业致富指南, 2011(14): 20-22.
[33] 万正鹏. 潜江市小龙虾特色产业发展过程中地方政府行为研究[D]. 开封: 河南大学, 2019: 18-21. DOI:10.27114/d.cnki.ghnau.2019.000095.
[34] 燕志. 扬州市水产品质量安全风险监测及小龙虾重金属风险评估[D]. 扬州: 扬州大学, 2018: 6.
[35] GEDIK K, KONGCHUM M, DELAUNE R D, et al. Distribution of arsenic and other metals in crayfish tissues (Procambarus clarkii) under different production practices[J]. Science of the Total Environment, 2017, 574: 322-331. DOI:10.1016/j.scitotenv.2016.09.060.
[36] ZHOU Mengying, WU Qingqing, WU Hao, et al. Enrichment of trace elements in red swamp crayfish: influences of region and production method, and human health risk assessment[J]. Aquaculture, 2021, 535: 736366. DOI:10.1016/j.aquaculture.2021.736366.
[37] 許宁宁, 赵祥杰, 杨荣玲, 等. 克氏原螯虾过敏原的研究进展[J]. 农业与技术, 2019, 39(8): 9-10. DOI:10.19754/j.nyyjs.20190430003.
[38] 杨文君, 赵祥杰, 杨荣玲, 等. 小龙虾过敏原及其消减方法研究进展[J]. 现代农业研究, 2018(12): 52-54. DOI:10.19704/j.cnki.xdnyyj.2018.12.022.
[39] 张轶群, 李振兴, 林洪, 等. 果糖和木糖在美拉德反应中对虾类过敏原活性影响的研究[J]. 食品科学, 2009, 30(9): 11-14.
[40] 杨荣玲, 赵祥杰, 宁泽坤, 等. 降低小龙虾食品中过敏原性的加工方法: 中国, CN201910156663.5[P]. 2019-06-28.
[41] 赵祥杰, 杨荣玲, 许宁宁, 等. 小龙虾过敏原性消减的食品加工方法: 中国, CN201910156668.8[P]. 2019-07-09.
[42] 甄理. 蒸煮是控制冻煮小龙虾微生物的有效方法[J]. 冷饮与速冻食品工业, 2006(1): 33-35.
[43] 舒新亚, 郑中龙, 郑玉柏, 等. 一种小龙虾虾仁加工三三管理法操作技术: 中国, CN201510815324.5[P]. 2016-03-09.
[44] 夏珍珍, 张隽娴, 周有祥, 等. 我国小龙虾质量安全标准的现状分析[J]. 现代食品科技, 2020, 36(3): 310-318. DOI:10.13982/j.mfst.1673-9078.2020.3.041.
[45] 艾金龙, 王欢. 物联网技术在小龙虾产业中的应用现状及展望[J]. 乡村科技, 2020(4): 124-125. DOI:10.19345/j.cnki.1674-7909.2020.04.065.
[46] 彭阳, 徐博伦, 丁康. 湖北潜江: 多场景智慧用电赋能乡村振兴[J]. 中国电力企业管理, 2020(14): 24-27.
[47] 张毅, 胡定金, 付云洁, 等. PMA-LAMP法对克氏螯虾样品中沙门氏菌的快速检测[J]. 湖北农业科学, 2013, 52(23): 5854-5857. DOI:10.14088/j.cnki.issn0439-8114.2013.23.022.
[48] 曹惠敏. 基于区块链的小龙虾溯源技术体系的构建研究与应用[D]. 长沙: 湖南农业大学, 2019: 36. DOI:10.27136/d.cnki.ghunu.2019.000347.
[49] 王紫微. 超声辅助酶解制备克氏原螯虾调味料的研究[D]. 长春: 吉林大学, 2019.
[50] BONILLA F, REYES V, CHOULIENKO A, et al. Influence of energy removal rate on the quality of minced meat from undersized crawfish during frozen storage[J]. Food Production, Processing and Nutrition, 2020, 2(1): 20. DOI:10.1186/s43014-020-00033-x.
