基于磁力驱动器的微细电火花加工实验研究*
2021-10-11徐程程徐方超金俊杰张晓友
徐程程,陈 丽,孙 凤,徐方超,金俊杰,张晓友,2
(1.沈阳工业大学 机械工程学院,辽宁 沈阳 110870;2.日本工业大学 机械工学科,日本 埼玉 345-8501)
0 引言
电火花加工是一种去除材料的非接触特种加工工艺,基于工件和电极之间的脉冲火花放电,产生瞬时的高温,对浸没在工作介质中金属工件的局部金属材料进行电腐蚀[1]。电火花加工具有能够加工所有导电材料、不受限于材料的强度和硬度、可加工复杂模具材料等优点[2]。
相比于铣削加工,传统电火花加工效率较低。为提高电火花加工效率,国内外学者进行了大量的研究,主要包括改善机床结构[3]、电极旋转或震动式加工[4]、改变工作液[5]和提高伺服系统响应[6]等方法。在传统电火花加工机床中,伺服驱动系统由多个传统电机加单自由度滚珠丝杠构成,存在中间转化环节多、系统响应速度较慢、加工精度低、对极间放电信号响应不及时等一系列问题,导致极间放电不稳定、极间碎屑产物不易排出。
为了提高电火花加工的速度和精度,本文提出了一种将PID控制磁力驱动器与传统电火花加工机床协同控制进行放电加工的方法。在电火花加工过程中,利用磁力驱动器提高对极间放电信号的响应速度,在轴向带动工具电极及时定位,提高有效放电概率,进而提高电火花加工效率。
1 Micro-EDM磁力驱动器结构及工作原理
1.1 Micro-EDM磁力驱动器结构
磁力驱动器与电火花加工机床的主轴连接,磁力驱动装置主要由线圈部分、动子部分、定位弹片及外壳部分组成,如图1所示,其中,线圈部分由6个并联的铜线线圈组成;动子由电极、导磁环和两个相对放置的永磁铁组成;动子与外壳部分由上、下两个定位弹片进行连接,约束动子径向(X、Y方向)的平动和转动,并抵消动子的重力。
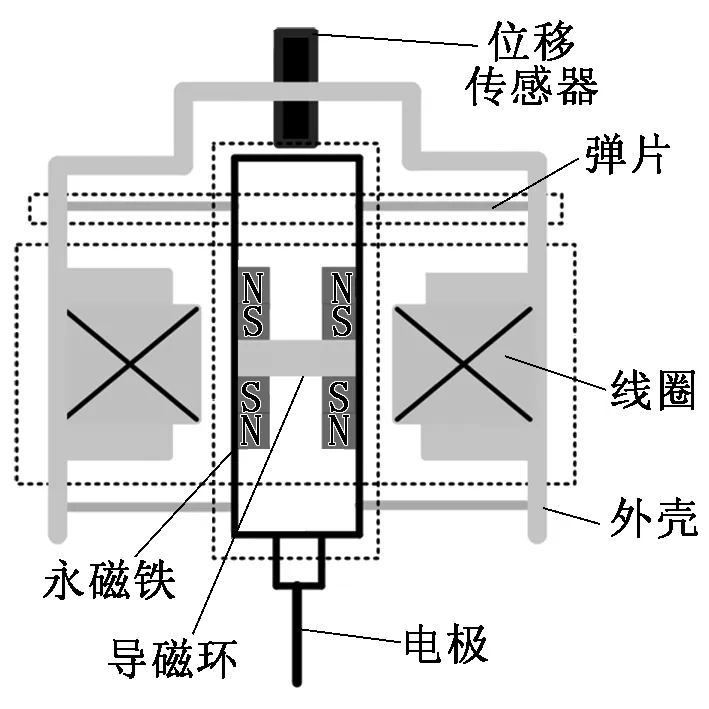
图1 磁力驱动器结构
1.2 Micro-EDM磁力驱动器运动原理
图2为磁力驱动器控制电极轴向(Z方向)运动原理图。
当放电加工开路时,则极间期望电压Ur<极间反馈电压Us,此时极间放电通道无法形成,放电加工无法进行,因此需要磁力驱动器快速驱动电极向下微运动,促进放电加工的进行。当放电加工处于短路时,则Ur>Us,此时放电加工处于异常放电状态,且加工电蚀产物无法及时排出,因此需要磁力驱动器快速驱动电极向上微运动,促进放电的进行和电蚀产物的排出。
2 Micro-EDM磁力驱动器控制原理
图3为磁力驱动器极间电压PID控制系统原理图。整个控制系统采用的是极间电圧闭环控制。

图3 磁力驱动器极间电圧PID控制系统原理图
3 实验分析与验证
为了检验有磁力驱动器的微细电火花加工实际效果,使用苏州新火花机床有限公司生产的SPZ450微细电火花机床,对传统电火花加工机床和常规PID控制磁力驱动器与传统电火花加工机床协同控制进行加工实验研究,并从加工效率和加工表面质量方面对微细电火花加工磁力驱动器控制系统性能进行验证。
图4为微细电火花加工控制实验系统,其中,电极为直径4 mm的黄铜圆柱电极,加工工件为45钢,工作液为煤油,加工极性为正极性。

1-微细电火花机床;2-磁力驱动器;3-工具电极;4-加工工件;5-极间电压检测电路;6-开关直流电源;7-计算机;8-DSPACE1104;9-万用表;10-功率放大器
微细电火花加工机床参数见表1。

表1 微细电火花加工机床参数
3.1 加工效率对比
在相同的加工条件下,传统电火花加工机床和PID控制磁力驱动器与传统电火花加工机床协同控制分别在小孔量程为0 mm~1.5 mm的情况下进行小孔加工实验,每隔0.05 mm记录一次小孔的加工时间,为排除受到较大的异常放电影响的小孔,进行了一定数量的加工实验,然后各取其时间平均值作为样本数据。图5为以上两种加工情况下微细电火花加工深度与加工时间之间的关系。
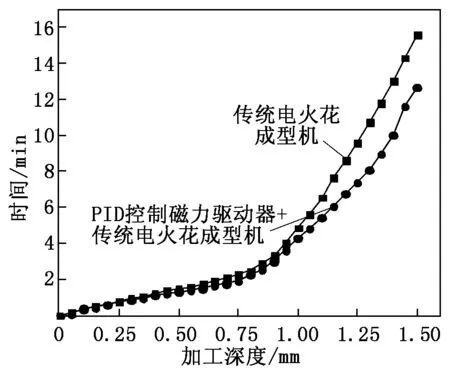
图5 加工深度与加工时间之间的关系
经计算可得,传统电火花加工机床的平均加工速度为3.371 μm/s,常规PID控制磁力驱动器与传统电火花加工机床协同控制的平均加工速度为4.038 μm/s,相比于传统电火花加工机床,常规PID控制磁力驱动器与传统电火花加工机床协同控制的微细电火花加工效率提高了20%。
3.2 加工质量对比
图6为加工实物图,其中左边和右边分别为传统电火花加工机床、常规PID控制磁力驱动器与传统电火花加工机床协同控制加工的孔深为1 mm的小圆孔。
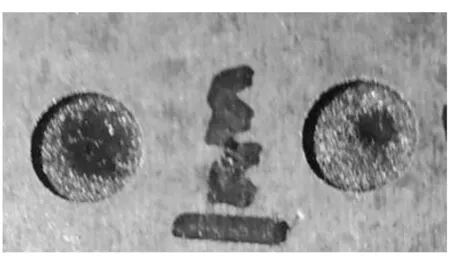
图6 加工实物对比
由图6可知,通过对比加工表面质量,有磁力驱动器的加工效果更好,被加工工件的表面积碳显著降低,工件表面质量得到有效改善。
4 结论
针对微细电火花加工中的轴向定位不及时、极间碎屑产物不易排出等问题,采用常规PID控制磁力驱动器与传统电火花加工机床协同控制进行加工,以驱动电极在轴向快速定位,可维持有效放电间隙、促进极间碎屑的排出,从而提高电火花加工效率。通过微细电火花加工实验,根据加工效率和加工表面质量对微细电火花加工磁力驱动器控制系统的实际加工效果进行了验证。实验结果表明:相比于传统电火花加工机床,常规PID控制磁力驱动器与传统电火花加工机床协同控制的微细电火花加工效率提高了20%,工件表面质量也得到了改善。
