3D打印在结构设计中的应用
2021-10-11张旭苑
张旭苑
(上海微创医疗机器人(集团)有限公司,上海 200120)
0 引言
随着科技的飞速发展,现在产品的更新迭代速度也越来越快,对于产品的设计者而言,产品验证时采用一种相比传统加工方式更加快速、便捷的加工方式是十分必要的。3D打印作为一种新兴技术,始于20世纪80年代,并在最近几年间得到迅猛发展,目前,3D打印技术已逐渐走向成熟,新型的加工方式得到越来越多设计师的认可,科学合理地使用3D打印技术进行加工可以有效地降低企业制造成本,提高企业的竞争力[1]。
3D打印与传统加工方式大不相同,本文主要从中小型产品结构设计的角度出发,分析3D打印与其他加工方式的优缺点,为设计师如何使用3D打印技术提供参考。
1 3D打印技术原理简介
3D打印是一种新型的增材快速成型技术。从技术原理上来讲,3D打印主要分为以下3个步骤:①需要在计算机内设计出待打印产品的三维模型,确定其形状和尺寸等;②将3D打印机与计算机进行连接,3D打印机就会对已经建立好的三维图形数据信息进行分割;③将已经分割好的平面信息由3D打印机自动按照打印路线进行逐层打印,最后成型[2]。
从材料固化方式上来分,目前市面上已有的技术原理多种多样,本文简述三种在结构设计验证中应用广泛的3D的打印技术:
(1)熔融沉积制造技术(Fused Deposition Modeling,FDM):该技术将固体材质(常用ABS与尼龙)在喷头内热熔后挤出,挤出后的材料在相关机械结构的保证下到达对应位置并迅速固化,通过喷头的相对移动完成每层平面的材料堆积。
(2)光固化技术(Stereo Lithography Apparatus,SLA):该技术使用的材料为液态光敏树脂(以下简称光敏树脂),通过光敏树脂在特定波长范围内的紫外光下会迅速固化的原理,以层为单位,随着底层平台的升降,逐层固化,从而完成零件的加工。
(3)选择性激光熔融技术(Selective Laser Melting,SLM):该技术使用的材料为金属粉末,先在平台上均匀地铺一层金属粉末,再通过大功率的激光束对粉末的轮廓位置进行烧结,通过层层粉末铺洒并对外轮廓烧结,完成零件的加工。
2 3D打印在现代结构设计中的作用
在传统加工方式下,设计者在产品设计阶段,对于非标准件,多采用机械切削加工(以下简称机加工)的方式,遇到形状复杂的零件,需采用四轴、五轴加工中心才能加工出来,由于涉及到机床的使用与程序编写,每一次设计更改都会耗费大量人力物力,导致同一批次的加工件越少,相对的平均加工成本也会越高,总是造成样件价格远远大于后期批量成品价格的状况,而且对于一些结构复杂的零件,甚至存在着无法加工的情况。而3D打印技术很好地解决了这个问题,一般来讲,3D打印由于各3D打印机本身尺寸、结构限制,只对成形件的大小尺寸有要求,而内部的卡扣、倒扣结构,以及复杂的外观曲面都不会成为制约零件成形的因素,且由于3D打印机软件自动切片便捷、原材料利用率高等优势,使得相同的产品价格远低于机加工产品,以常规使用的SLA技术为例,零件的3D打印加工价格普遍要低于机加工一倍以上。
对于设计者来说,3D打印技术的出现,使得设计师在产品设计的过程中可以更加灵活,设计思路、理念基本不再局限于加工本身。而且整体的价格以及加工时效在某种程度上也都优于机加工,便于设计者在产品研发初期以更短的时间拿到实物样品,降低研发过程中的加工费用。
3 关于3D打印零部件的结构设计
3.1 选用合适的3D打印技术
本文主要分析FDM、SLA、SLM这三种生产中常用到的3D打印技术,部分参数的对比如表1所示。
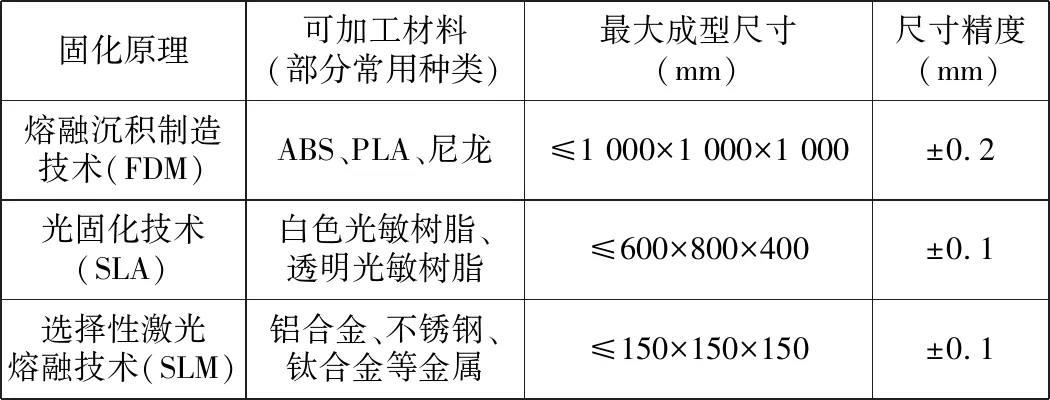
表1 工业级3D打印机常规性能对比表
在结构设计中,首先要确定设计零件的尺寸,虽然工业级FDM和SLA的成型尺寸都有近1 m,但是一般来讲,3D打印大件的强度不一定有良好的保证,而且3D打印零件过大成本也会急剧上升,通常建议设计者将零件尺寸控制在200 mm×200 mm×200 mm以内,过长零件若无特殊要求,可以考虑中间使用标准型材或其他已有物料机加工,两侧或结构复杂位置使用3D打印技术,打印零件后整体装配。
在确定零件尺寸后,可根据零件在设计阶段的主要作用来选择适当的加工方式。若是制作样件用来进行外观验证以及结构配合、尺寸验证,无其他特殊要求,建议使用SLA技术的光敏树脂,SLA是3D打印中小型零部件应用最广的技术,此技术目前已非常成熟,且由于尺寸精度高、稳定性好、零件表面光滑、便于后期着色、价格低廉等诸多优点,深受设计者的喜爱;另外,FDM技术中的ABS材质打印,在优秀的工业级机器上,产品精度不低于SLA,且零件的力学性能和稳定性均优于SLA,但加工成本较高,一般来说,基本与机加工价格持平,目前而言,若样品的主要作用是结构验证,性价比不是很高。若是制作样品对材料韧性有较高要求,但对产品外观、表面粗糙度无要求,建议使用FDM技术中的尼龙材质,此材质韧性极佳,但由于材质本身原因,加工件表面颗粒感较强且加工尺寸不好把控。若是需要形状复杂且尺寸较小的金属材料,可以使用SLM技术,此技术可以制造机加工无法加工出的金属形状,但是这种技术烧结而成的材料一般表面比较粗糙,在Ra11左右,需要配合后续机械加工或表面处理,加工成本相对于FDM与SLA偏高。
以上是常应用于设计中的几种情况,如果设计零件需要多种颜色且不易喷涂,可以考虑彩色3D打印;如果设计零件需要打印软质材料,可以考虑使用FDM技术加工TPU材质,本文不再一一赘述。
3.2 基于3D打印加工方式的结构设计
3D打印技术与机加工方式在技术手段上不尽相同,为了更好地使用该技术,设计者在设计阶段应该从设计目的出发、考虑3D打印工艺的实际加工状况,做出合理的结构设计。
首先,机加工零件的尺寸一般是通过二维图纸来表示并指导生产的,零件图纸尺寸的大小、公差都有着较为严格的控制,也会对零件最后的加工产生直接影响;而3D打印技术是基于三维模型,直接交由电脑分析加工的过程,所以三维模型上所绘制的尺寸在加工过程中会具有更加重要的作用,在此加工方式中,可以没有二维图纸,只用三维模型来加工。
其次,由于加工工艺的特殊性,产品尺寸在设计阶段应该按照双边相等公差的原则预留在三维模型上,无法使用基孔制、基轴制等单边公差设计理念。而且尺寸公差本身比较固定,以市面上普遍应用的SLA为例,小型零件的尺寸公差基本就是±0.1 mm,若零部件在配合处需要比较稳定的配合,可以考虑使用小斜面、小平面、定位孔等方式配合,在不影响产品性能和成本的情况下,以合理的结构设计来消除加工过程中产生的误差。
另外,在3D打印中,零件的壁厚也是需要格外关注的问题。在3D打印中,零部件整体壁厚应在1.5 mm以上,以获得良好的机械性能,一般以2 mm为佳,若壁厚不足,建议在部分位置增加筋、肋等结构;在非主要结构处,一般建议壁厚不低于1.1 mm;在样件表面有浮凸或凹陷字体或类似结构处,建议字体的最小宽度为0.3 mm,一般以0.4 mm或0.5 mm为佳;若零件需要承受外部载荷,建议承载位置壁厚不小于3 mm,具体的壁厚以承载力大小而调整。3D打印对过厚的壁厚不像注塑件那样有严格要求,但考虑产品质量与加工成本,壁厚均匀的零件,壁厚一般不大于5 mm;壁厚不均匀处,局部一般不大于10 mm,且3D打印的零件不建议用来承受急剧的冲击载荷以及长期的交变载荷。
最后,在3D打印中,就算是同种加工方式,使用的材料不同、使用的机器不同,均会对最后产品的性能产生不同影响。现阶段,工业用3D打印多是用于对结构尺寸、力学性能要求均不甚严格的零件,若对产品某一方面的要求超出本文所述,需根据具体的打印技术、产品设计进行综合分析,确定设计与加工方案。
3.3 3D打印零件的表面处理
针对3D打印技术与材料的不同,表面处理也有着多种不同的方式。对于FDM打印出的零件,由于FDM本身可以使用的材料种类、颜色均极为丰富,所以在加工阶段即可选择合适的材料,制造出不同颜色的零部件,故一般使用FDM成型的材料,不建议再做表面处理。对于SLA打印出的零件,分为白色光敏树脂件与透明光敏树脂件,其中,白色光敏树脂件常做喷漆处理,根据需求可以做高亮、哑光等各种喷漆效果,不过光敏树脂对于漆层的结合能力不如机加工零件,尤其是高亮漆,漆层容易被硬物划落,故一般使用中建议喷哑光漆;对于透明光敏树脂件,3D打印成型后,表面粗糙,均需进行表面打磨抛光,在打磨后表面粗糙度小于Ra0.8,可以获得极为光滑的表面外观,此外,透明光敏树脂也可通过喷漆处理赋予其他颜色,外观效果极佳。对于SLM技术成型的零件,铝合金材料可以通过阳极氧化获得常规铝制件的表面外观;而对于不锈钢等其他金属,成品件表面较为粗糙,可以通过抛光来使其表面光滑,或者在成型后局部再使用机加工进行二次加工处理。
4 3D打印的局限性
现阶段,3D打印技术在为我们提供简捷、快速、自由加工方式的同时,也有很多局限性是无法忽视的,需要我们理性看待。
对于3D打印来说,目前零件的长期稳定性和力学性能是其最大的问题,常用的FDM与SLA技术制造出的零件普遍呈脆性,在突变载荷或交变载荷的作用下易开裂损坏;而且,随着使用时间的延长,薄壁零件的变形、翘曲现象也会显得更为严重。对于SLA技术而言,白色光敏树脂在成型后若长期暴露于阳光或紫外光中,零件会渐渐变成淡黄色,对其外观也有极大影响。相对而言,SLM技术由于是金属粉末烧结成型,零件的稳定性和力学性能都远远优于另外两种技术,但是,金属粉末烧结而成的零件与相同材质的铸件、机加工零件相比,综合性能方面仍有一定差距。
另外,3D打印的产品精度以及表面质量也仍有很大优化、进步的空间,现阶段,3D打印的零件,不论是精度、粗糙度,还是产品整体的表面质感,都与机加工、模具注塑工艺等传统工艺加工制造的零件有一定差异,故目前3D打印的零件主要还是用来满足设计者在样品设计阶段的考量,以及小量生产、多次迭代的产品加工,无法当作一种正式生产工艺对零件进行加工。
5 3D打印未来的发展趋势
3D打印与机加工方式各有自己的优点,比如目前结构设计中,经常在结构设计初期采用3D打印的方式进行验证,在正式批量化生产前再使用机加工的方式确认;而在SLM加工中,也常采用3D打印与机加工相结合的方式来制作零件。灵活应用两种加工方式,可以很好地将3D打印和机加工中的优势相互结合、互补,相信在未来,这种优势互补的加工方式一定会在更多3D打印技术中得到应用,甚至催发另一种新型的加工工艺。
目前,3D打印在加工生产中仍有着各种各样的不足,但是瑕不掩瑜,3D打印技术还处在飞速的发展阶段,作为一种快速、便捷的新型加工方式,在未来制造技术朝着智能化方向发展的过程中[3],3D打印技术一定会有着更加广阔的发展空间。
