锥形工具加工C/SiC复合材料磨削力研究
2021-09-26耿淼都金光
耿淼 都金光


摘要:C/SiC复合材料是一种高强度,高韧性,轻质,良好的抗疲劳性和减震性,设计性强的先进材料。目前被广泛应用于航空,航天,和其他军事领域,并具有广泛的应用前景。由于C/SiC复合材料加工过程中加工缺陷多、刀具磨损严重、加工效率低且加工成本高等问题,本文通过锥形工具磨削加工C/SiC实验来研究不同加工参数对磨削力的影响。实验结果通过方差分析,信噪比和主效应图来评价;基于望小模型获得了本次实验参数范围内的最佳加工参数:主轴转速为4500r/min,进给速度为100mm/min,磨削深度为0.2mm。
Abstract: C/SiC composite material is an advanced material with high strength, high toughness, light weight, good fatigue resistance and shock absorption, and strong design. At present, it is widely used in aviation, aerospace, and other military fields, and has a wide range of application prospects. Since the processing of C/SiC composites is often accompanied by fiber break-out, chipping, burrs, tearing and delamination and other defects, as well as serious tool wear, low processing efficiency and high processing costs, this paper uses tapered tool grinding Cutting C/SiC experiment to study the influence of different processing parameters on grinding force. The experimental results are evaluated through analysis of variance, signal-to-noise ratio and main effect diagram; based on the characteristics of the small model, the best processing parameters within the parameters of this experiment are obtained: spindle speed is 4500r/min, feed speed is 100mm/min, the grinding depth is 0.2mm.
关键词:C/SiC复合材料;磨削力;方差分析;主效应
Key words: C/SiC composites;cutting force;variance analysis;main effect
中图分类号:TH16 文献标识码:A 文章编号:1674-957X(2021)16-0104-03
0 引言
C/SiC复合材料是一种具有高强度、高韧性、轻质、耐高温及耐磨等一系列优良的性能,可以大面积整体成型的新型高级材料,具有广阔的应用前景。然而,C/SiC复合材料加工过程中常常伴随着纤维断裂-拔出、崩边、毛刺、撕裂和分层等缺陷及刀具磨损严重、加工效率低且加工成本高等问题。
对于C/SiC复合材料来说,磨削加工可以有效地减少加工缺陷,并提高加工后表面质量[1]。磨削力是磨削加工中最基本的输出信号,几乎从根本上影响了所有磨削现象[2]。磨削力是磨削加工的一个非常重要指标,它对刀具磨损,加工精度和加工后表面都有重要的影响。磨削力常常被用来评价砂轮或磨粒切削刃磨削状态[2-3]。对磨削力的研究可以提高对材料去除机制的认识,并对实际工程应用提供有益的建议与指导。对于加工后的表面质量,选择合适的磨削深度和偏转角可以获得更好的效果[4]。Liu等[5]研究了磨削力,比磨削能量,表面形态,表面粗糙度和磨屑对磨削参数的影响。Choudhary等[6]研究了高速磨削引起的缺陷,发现将磨削速度从40m/s增加到200m/s可以减少60%的缺陷。
本文使用锥形刀具对C/SiC复合材料进行磨削加工实验,主要分析主轴转速、磨削深度和进给速度对磨削力的影响。实验方法是通过田口法来设计的。实验结果可以通过方差分析、信噪比、主效应来评价。
1 实验准备
1.1 实验材料
实验材料为二维C/SiC陶瓷基复合材料,其结构是由90°纤维与0°纤维顺序层叠而成。密度为1.7g/cm3,试件长200mm,宽14mm,厚9mm。
1.2 加工工具
实验所用的刀具为电镀金刚石锥形工具。刀具基体材料选用45钢,并进行调质处理。由于C/SiC硬度较高,磨料使用金剛石,磨粒粒度为80 #。锥形工具刀柄长80mm,锥度为60°,圆锥底面直径为12mm。
1.3 实验机床
实验机床为法道(FADAL)有限公司生产的VMC4020C数控机床。机床工作台行程为:1016mm×508mm×711mm;主轴转速范围为:0-7000rpm;主轴额定功率为:15kW;X、Y、Z轴的最大进给量为:20m/min。
1.4 切削力测量
切削力测量系统主要包括测力仪、电荷放大器、数据采集系统、采集及数据处理软件DynoWare。切削力的采集过程中不考虑温度和振动对数据的影响。
所用的测力仪型号为Kistler 9257B通用型固定式多分量测力仪。电荷放大器型号为Kistler 5080A,数据采集系统一端连接电荷放大器,另一端连接计算机,使用系统自带的Dynaware软件进行数据采集预处理,所有记录的数据都传输到个人计算机内。切削力检测系统如图 1所示。
2 实验方法与设计
田口法被广泛用于研究加工参数及其相互作用对加工特性的影响。实验设计方法的目的是从最少的实验中获得最有效的信息量。实验设计中常常使用田口法来改善产品特性或制造工艺。田口法主要使用正交阵列实验和信噪比(S/N)进行数据分析。正交阵列实验同时包含容纳多个设计因素,并且每个因素都可以独立于其他因素进行评估,田口方法是一种低成本、高效益的质量工程方法。信噪比是一种定量分析方法;它用来比较所需信号的电平与背景噪声的电平。信噪比有三种不同的质量特征模型:望小模型,望大模型和名义较好的模型。在本研究中,希望加工过程中的切削力最小,即选择望小模型。
望小模型信噪比(SN)定义:
(1)
y1,y2…yn为重复n次实验的输出观测值。
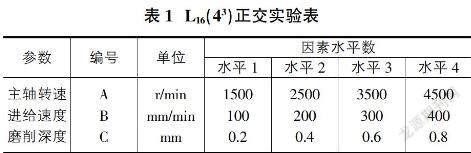
在C/SiC复合材料的实验加工中,很多因素都会影响工件的加工特性,包括刀具材质、几何形状尺寸和加工方式。本文主要分析加工参数:主轴转速、进给速度和切削深度对切削力的影响。实验采用锥形工具磨削加工C/SiC斜面,加工参数范围可根据文献[7]确定。因此,按照田口实验设计方法构造三因素四水平L16(43)实验表。(表1)
3 结果分析
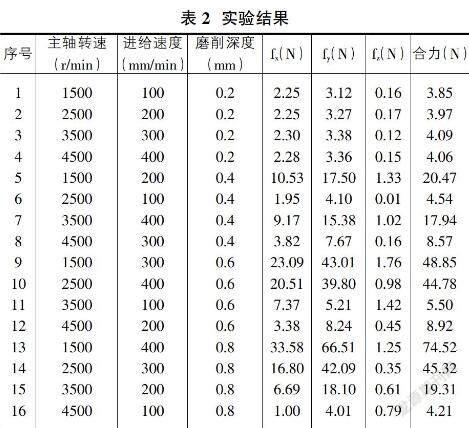
锥形工具加工C/SiC复合材料产生的的磨削力如表2所示。
3.1 方差分析
方差分析法可以区分因素水平变动引起的数据波动同试验误差引起的数据波动,本文通过方差分析法研究了不同输入参数对磨削力影响的重要性。表 3为自由度、偏差平方和、平均偏差平方和及贡献度的统计量结果。
无论是主轴转速,进给速度和磨削深度,统计检验量分别为41.74、42.51和45.2,均大于F0.05,3,9=3.86,由此可知:主轴速度、进给速度和磨削深度在95%置信度区间内对磨削力均有显著影响。为了量化每个输入参数的影响,同时计算了主轴转速、进给速度和磨削深度的百分比,其结果分别为32.09%、32.40%和34.74%。由此可以看出,这三个因素对磨削力的影响都是显著的,主轴转速和进给速度对磨削力的影响差别不大,而磨削深度对磨削力的影响最大。
3.2 信噪比分析
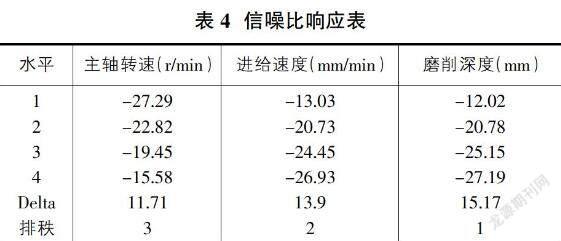
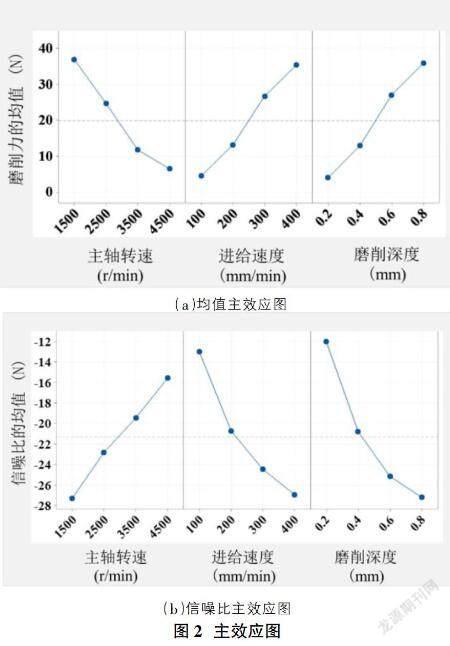
对于磨削力的数值,我们希望越小越好。本文采用望小模型对实验结果进行处理。不同水平的加工参数对输出值的影响使用信噪比来分析特性,其中信号代表理想值,而噪声代表不良值。基于表 2,计算出对应于每个因素的不同水平的信噪比均值表(表 4)。
表 4中数值为各因素对应水平的信噪比的平均值。Delta为S/N的极差值。极差值反映因子的重要程度,极差值越大表明该因素对输出值的影响越大,极差值越小表明该因素的改变对指标的影响越小。由表 4可以看出,磨削深度对磨削力的影响最大,进给速度次之,主轴转速对磨削力的影响最小。不同水平的均值主效应图和信噪比主效应图(图 2)用于评估输出结果的优越性。当加工参数从低水平到高水平变化时,信噪比值随之变化。根据望小模型,信噪比均值越高,则性能指标越好。由此,磨削力最小时的最佳加工参数选择为:A4B1C1,即主轴转速为4500r/min,进给速度为100mm/min,磨削深度为0.2mm。
3.3 最小磨削力的估算
经过方差分析和信噪比分析后获得的最佳加工参数组合为A4B1C1,并由此组合计算最小磨削力。
(2)
式中:?浊为最佳加工参数下的信噪比;■为主轴转速(A)在4水平下的信噪比均值;■为进给速度(B)在1水平下的信噪比均值;■为磨削深度(C)在1水平下的;■为所有数据的信噪比均值。
经过计算后获得的?浊=-9.97。
结合式(1)计算得最小磨削力为3.15 N。
4 结论
本文研究使用锥形工具对C/SiC复合材料进行磨削加工实验。使用田口法对不同加工参数对C/SiC工件的磨削力的影响进行分析。根据方差分析,信噪比分析得到结论:磨削深度对磨削力的影响最大,进给速度次之,主轴转速对磨削力的影响最小。基于望小模型获得了最优加工参数组合:主轴转速为4500r/min,进给速度为100mm/min,磨削深度为0.2mm;并计算出该加工参数组合下的最小磨削力为3.15N。
参考文献:
[1]L Zhang, L Cheng. Discussion on strategies of sustainable development of continuous fiber reinforced ceramic matrix composites[J]. Acta Materiae Compositae Sinica, 2007, 24(2): 1-6.
[2]塚本真也,大桥一仁,藤原贵典著.姚鹏,姚文昊译.磨削加工技术难点与测量技术[M].北京:机械工业出版社,2018:1.
[3]任敬心,华定安.磨削原理[M].北京:电子工业出版社, 2011.
[4]S.S Qu, Y.D. Gong, Y.Y. Yang, X.L. Wen, G.Q. Yin. Grinding characteristics and removal mechanisms of unidirectional carbon fibre reinforced silicon carbide ceramic matrix composites, Ceramics International[J], 2019, 45(3): 3059-3071.
[5]Q. Liu, G.Q. Huang, X. Xu, C.F. Fang, C.C. Cui. A study on the surface grinding of 2D C/SiC composites[J]. International Journal of Advanced Manufacturing Technology, 2017, 93(5-8): 1595-1603.
[6]A. Choudhary, N.D Chakladar, S. Paul. Identification and estimation of defects in high-speed ground C/SiC ceramic matrix composites[J]. Composite Structures, 2020: 113274.
[7]張海振.交叉螺旋槽工具磨削C/SiC复合材料加工性能研究[D].郑州:郑州轻工业大学,2020.
