蓝光扫描系统测量方案在汽车尺寸问题解决中的应用
2021-09-23黄文亮韦侯黎梁运朝
黄文亮 韦侯黎 梁运朝

【关键词】蓝光扫描系统基准;匹配;数据分析
【中图分类号】U463.82 【文献标识码】A 【文章编号】1674-0688(2021)08-0070-04
1 蓝光扫描的特点
上汽通用五菱汽车股份有限公司使用的是“海克斯康”蓝光系列产品,解决实际问题时多使用手动蓝光测量系统(自动蓝光测量系统常用于在线过程监测),如图1所示。
在不考虑自动测量带来的高效外,蓝光扫描系统几乎具备三坐标的一切功能。蓝光能够扫描整体型面,偏差色彩分布图可以直观反映出各个位置的偏差状态,相比常规三坐标,在测量报告可读性与分析难易度方面有明显的优势。同时,由于测量范围大,因此测量基准可根据实际问题灵活切换,便于针对特殊问题制订针对性的测量方案 [1]。
2 白车身扫描方案
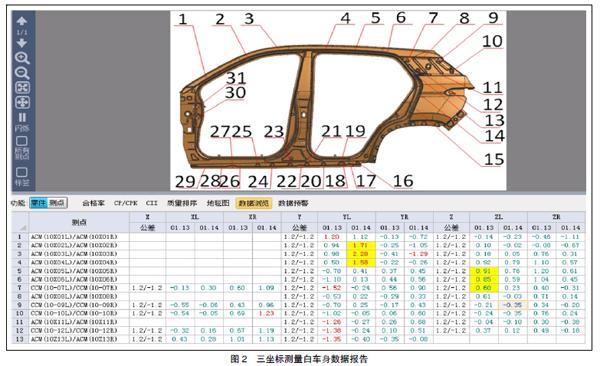
白车身尺寸通常使用双悬臂三坐标测量机(CMM)测量,日常监控尺寸偏差及稳定性,三坐标在白车身测量上具有高效的优点,但由于是接触式采点,所以测点数量有限,工程师在数据分析中需要对车身平时的状态非常清楚,只有结合趋势才能获悉当前车身的主要尺寸偏差,测量报告解读具有以点带面的不足(如图2所示)。
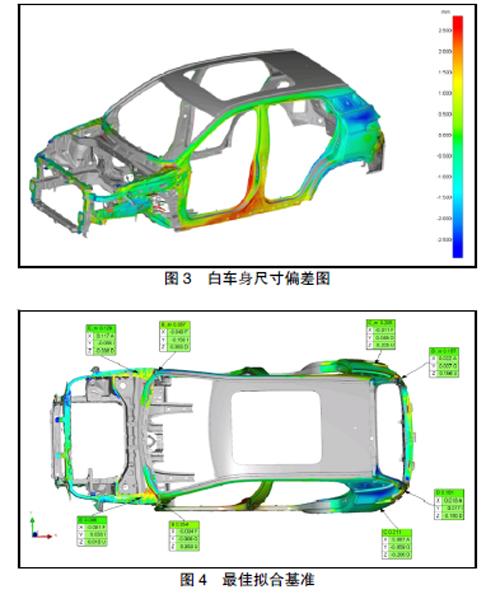
蓝光扫描尺寸偏差色彩图为三坐标测量报告分析的不足提供了新的方向,通过图3能直觀地发现当前主要偏差区域及大小,继而可以快速调整工装夹具或查找零部件原因,高效地提升质量水平。
由于三坐标为常规的监测方式,因此要求蓝光扫描的数据必须与三坐标的测量结果具有较好的再现性。通常的方案是使用共同的RPS基准 [2],问题在于白车身的基准分布在下车体大梁上,蓝光无法直接测量,直接在三坐标平台上扫描也因场地狭小而不便操作,因此本方案的重点在于基准的精确转换(如图4所示)。
测量方案:使用CMM测量过的白车身,选取部分特征的实际值作为蓝光扫描建标基准可以实现基准的转换,为保证两者基准最大限度地重合,特征的选择宜选用孔类特征,特征的分布包含车身的左右与前后,特征的控制方向包含X、Y、Z 3个方向,同时特征数量宜多不宜少。如图5所示,8个特征的理论值来源于CMM测量实际值,控制X向有B\B_m\C\
C_m\E\E_m等6个特征,控制Y向有E\E_m\D\D_m等4个特征,控制Z向有B\B_m\C\C_m\D\D_m等6个特征,较多的特征使蓝光扫描的基准与CMM基准更好地重合。通过图8中5个特征可以了解到两种设备测量结果的差异最大约0.35 mm。蓝光测量报告数据分析直观易懂,本文不再阐述。
3 成品车整车外饰DTS匹配扫描案例
整车外饰间匹配是用户及工程师关注的重点,一台车往往存在多个DTS超差问题,工程师需要逐一对问题进行调查分析,比如通过TAC检具、互换、零件测量等方式查找单一问题的根本原因,工作难度较大,效率较低,同时分析对象与DTS超差的车非同一台车,偏差源的分析也就出现了偏差,无法保证严谨的取证过程。
整车蓝光扫描的目的在于一次性扫描整车具有匹配关系的外观件,分析对手件对应的测点,分析间隙与段差的实际值,超差时,可直接获悉各个偏差源的贡献值,同时利用已有的测量数据进一步分析贡献值的主要原因。
测量方案:白车身CMM测量→四门两盖扫描→成品车扫描。
为避免后续问题分析时因为基准问题而无法给出确信的关于偏差来源的结论,整车扫描的基准来源于白车身总成的基准最为恰当,与白车身CMM测量使用的下车体基准一致。
白车身CMM测量的目的:一是为后续成品车扫描引用白车身基准做准备;二是外观件的安装孔位及匹配面的测量结果可以进一步分析问题根源。
门盖总成扫描的目的是在分析门盖匹配问题时,可以进一步分析零件本身的影响因素。
成品车的白车身与门盖总成来源于CMM测量过的白车身及扫描的四门两盖。
成品车扫描基准转换:由于成品车上几乎所有孔位都已被使用或被遮挡,因此无法使用白车身扫描方案中的孔位特征,只能选择自由曲面,经实际验证,使用多个(比如16个)曲面点的CMM测量实际值作为蓝光扫描的理论值进行坐标系转换,同样的型面位置最大差异为0.5~0.7 mm,效果不是很好。更好的方案是在左右侧围上分别选取曲率小的6个小曲面(X/Y/Z方向分别2个曲面),每个小曲面上密集(点距约2 mm)采集9个矢量点。12个小曲面测量完成后,导出IGS后导入UG,构建曲面,该曲面后续导入蓝光扫描软件,使用拟合的曲面作为蓝光扫描基准。该方案蓝光与CMM测量的基准差异在0.5 mm以内(除了测量系统误差,还包含成品车经涂装及总装后相对白车身的微小变形)。
报告与分析示例:发盖与翼子板间隙。
分析发盖与翼子板间隙,正常测量与分析思路是用塞尺测量发盖与翼子板间隙,比较实际值与理论值,得到偏差,然后运用常见的质量工具分析偏差产生的原因,比如翼子板、发盖等零件尺寸及装配误差等,每一个误差的分析都需要单独反复的测量(检具和三坐标),观察装配过程等,解决此类实际匹配问题是一个由点至面的复杂过程,并且零件不是一一对应,难以精确地找到各个误差源的贡献量大小。
成品车蓝光扫描方案,由点至点(如图6所示),成品车扫描数据显示画红圈位置发盖包边线往外1.8 mm,对应的翼子板往外0.2 mm,综合计算间隙相对理论值偏小1.6 mm,超过DTS公差要求(±1.0 mm)。根据数据可以发现,发盖往外偏1.8 mm为唯一的不利贡献,此时只需要将分析焦点放在发盖上,而不需要花时间研究翼子板的尺寸与装配过程。
发盖的误差来源于发盖单件误差或者装配误差,对应的发盖单件在之前已做过扫描,对应位置偏差如图7所示画圈处,包边线往里偏1.3 mm,与故障模式相反,因此可判定发盖单件不是引起问题的原因。
装配方面一方面来源于发盖整体往左偏,但此处不能排除前后方向(X向)对左右方向(Y向)的影响,同样来自成品车的扫描数据显示发盖前端整体往后偏最大达2.2 mm(如图8所示),在UG中将发盖整体沿包边线矢量方向往后平移2 mm,发盖与左翼子板对应间隙小的位置处,间隙缩小1.8 mm,与故障模式相符。因此,发盖的装配是最大的误差源,经改进调整后,故障模式消失。
此案例通过扫描成品车的间隙,直观反映误差源,再通过分析对应的零件及反映装配过程的扫描数据,全过程使用B/D测量数据,快速获得误差根源。
4 其他问题分析测量方案
对于个例问题,使用蓝光扫描系统制订完善的测量方案,可快速查找问题根源,实际工作中运用较多,本文选取2个有代表性的案例说明蓝光测量方案的灵活性及分析能力强的特性。
案例1:尾灯与后侧围段差:针对检测线反馈的某车型尾灯与后侧围段差问题(如图9所示),使用蓝光设备制订测量方案;分析问题的影响因素 [3]。
方案的思路如下:?譹?訛扫描实际装配状态下尾灯与后侧围外匹配型面;?譺?訛拆除尾灯,测量尾灯安装基准,建立坐标系;?譻?訛将坐标系引入步骤1,分析偏差。该方案的特点是先测量后建标,步骤1和步骤2在侧围上具有公共的目标标签点,利用这部分公共的目标标签点,可实现2个测量文件间的坐标系调用,从而在同一坐标系下保留了2个状态下的测量数据(拆灯与装灯)。
步骤1的测量结果如图9所示,拆灯后重新mapping并使用尾灯的GD&T基准对应的车身孔位及型面建立坐标系(如图10所示)。
步骤3:利用步骤2和步骤1中mapping文件中的侧围公共目标标签点,将建标基准引入测量文件1(藍光数字装配过程,在此不详述),列出测点与偏差。如图11所示,画圈位置尾灯与侧围相对偏差最大为2.7 mm,贡献分别如下:侧围区域型面内偏差0.8~1 mm(相对基准),尾灯安装后往外侧偏差1.2~1.5 mm。至此,完成影响因素的定量分析。
案例2:工序对比分析测量方案:蓝光扫描非常适合应用在分析不同工序间零件状态的对比,以便分析锁定问题产生工序。问题:某车型在总装出现发盖前中部批量外板型面凹,发盖总成的偏差,发盖经调整线、涂装、总装后,各工序的变化量待测量分析。使用蓝光分别扫描各工序,基准完全一致(如图12所示)。
对比可以直观地发现变异工序发生在涂装,锁定工序后开展针对性的排查,涂装车间输送车身工艺挂钩不合理导致了该现象。
5 结语
蓝光扫描系统具有测量范围大、基准转换灵活、测量报告直观等特点,使其在汽车制造中可以分析众多匹配质量问题。测量工程师只有对问题本身有一定的了解,对设备软件的功能非常熟悉,对测量本身的理解非常透彻,才能针对问题制订最佳的测量方案,才能最大限度地发挥设备的优势。问题分析能力不足或者对各种测量设备或软件的理解深度不足,则很难发挥设备的优势。
参 考 文 献
[1]姜连财,杨正新,闫花敏.蓝光扫描技术在冲压件质量提升中的应用[J].工艺装备,2018(23):271-272.
[2]张宾,林卫明,胡正芳.蓝光扫描技术在汽车上的应用[J].汽车与配件,2017(23):72-73.
[3]莫达君.汽车内外饰件间隙段差问题的原因分析方法[J].企业科技与发展,2015(21/22):30-32.
