2A97铝锂合金CMT+P焊接工艺优化及力学性能研究
2021-09-10胡耀李晓延邵盈恺
胡耀 李晓延 邵盈恺

摘要:通过二次通用旋转组合设计建立了2A97铝锂合金CMT+P焊接工艺参数与接头抗拉强度之间的关系,利用金相显微镜、扫描电镜和拉伸试验机研究不同工艺参数对接头力学性能的影响。结果表明,根据回归方程可确定优化工艺参数范围,在该范围内焊缝成形良好,抗拉强度均超过了母材的60%,拉伸断口位于熔合线区,呈韧脆混合断裂特征,等轴细晶与柱状晶的转变区成为接头最薄弱的环节。
关键词:铝锂合金;旋转组合设计;CMT+P;力学性能
中图分类号:TG457.14 文献标志码:A 文章编号:1001-2003(2021)05-0066-05
DOI:10.7512/j.issn.1001-2303.2021.05.12
0 前言
铝锂合金具有密度低、弹性模量及强度高、抗疲劳、抗腐蚀性能优良等特点,用其取代常规铝合金可使结构质量减少10%~20%,刚度提高15%~20%,在航空航天领域具有广阔的发展前景[1-2]。自20世纪初研发至今,第三代铝锂合金在第二代的基础上降低了Li、Mg元素含量,增加了Ag、Zn等固溶强化合金元素,在保证各方面性能优良的同时,还具备了各向异性低和可焊性高的优势[3]。随着铝锂合金材料本身性能的大幅提升,改善其相应的焊接技术以获得高质量焊接接头,逐渐成为铝锂合金广泛应用的关键。
显著的气孔、热裂纹、接头软化等缺陷使得焊接铝锂合金比传统铝合金更加困难。传统弧焊成本低、通用性好,但热输入高,导致组织粗化、焊后变形大、接头软化严重[4]。在传统MIG/MAG基础上新开发的冷金属过渡技术(Cold Metal Transfer,CMT),将焊丝运动与熔滴过渡结合起来,具有无飞溅、低热输入的特点,非常适用于薄板的焊接[5-6]。本研究采用二次通用组合设计方法,使用CMT焊接铝锂合金薄板,研究了不同工艺参数对接头性能的影响,并对较优性能的工艺参数区间进行了预测。
1 试验材料及方法
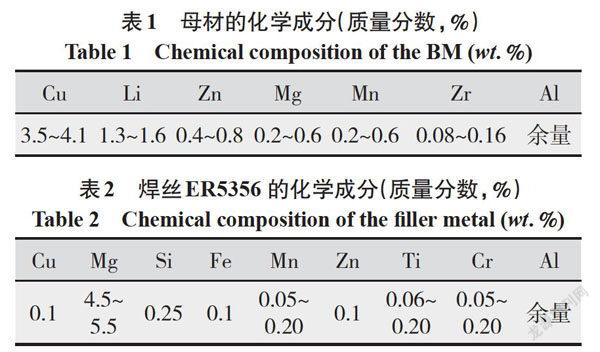
试验母材选用厚度为2 mm的2A97铝锂合金轧制板材,尺寸100 mm×50 mm×2 mm。焊接试验采用不留间隙的Ⅰ型坡口平板对接形式,填充焊丝为直径1.2 mm的ER5356焊丝,保护气选用纯度为99.9%的Ar气体,母材及焊丝的化学成分分别如表1、表2所示。
试验设备由VR 7000-CMT焊机、送丝机、焊接机器人、焊接平台及保护气系统组成。CMT焊接拥有丰富的专家化系统,将送丝和焊接过程控制联系在一起,焊接电流、焊接电压及送丝速度是一元化匹配的。因而选取焊接电流为代表参数,采用专家推荐的CMT 881+P程序,脉冲频率116 Hz,弧长修正及脉冲修正0,Ar气气体流量15 L/min,焊丝干伸出长度12 mm,焊接方向与轧制方向平行。
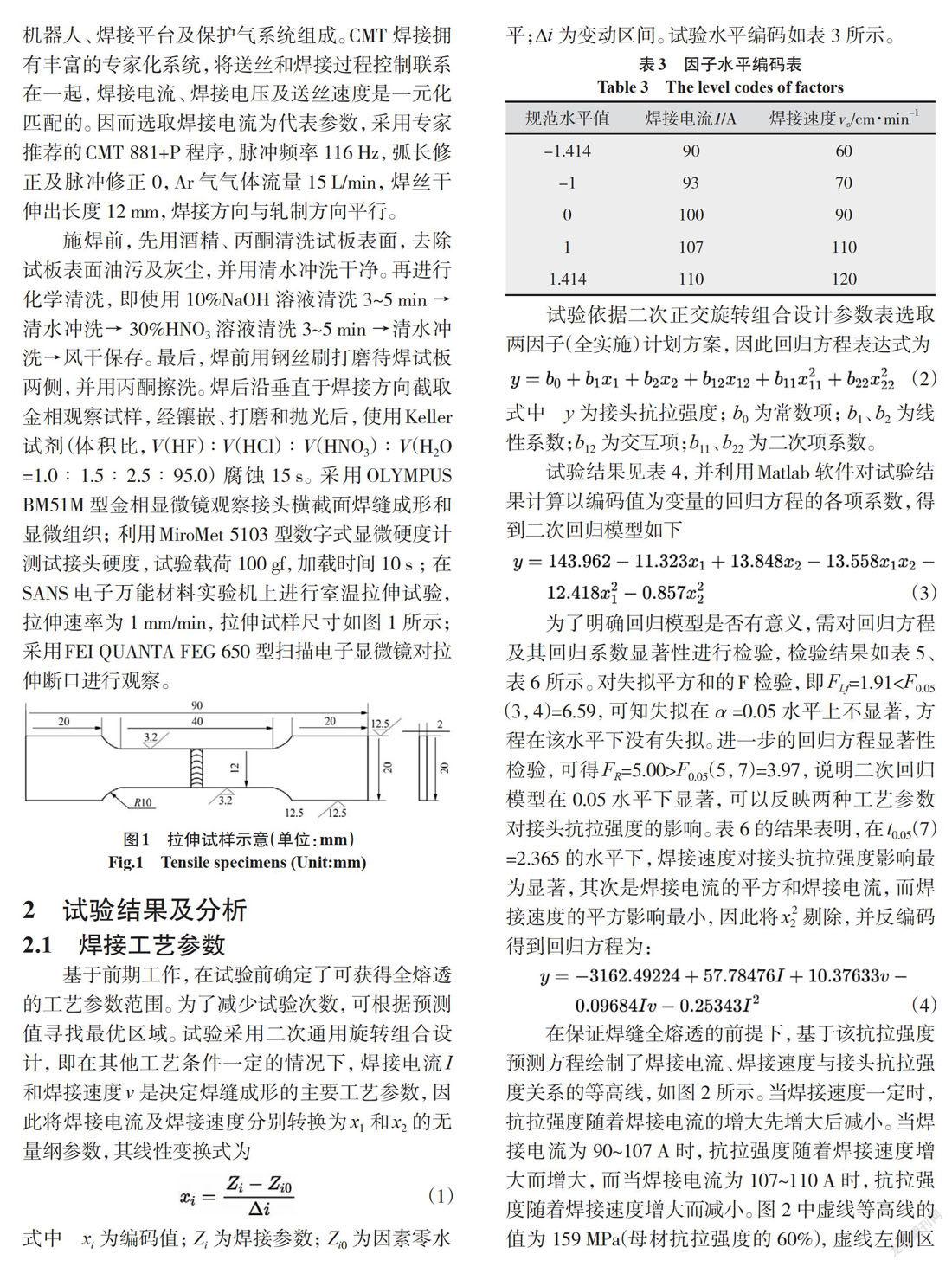
施焊前,先用酒精、丙酮清洗试板表面,去除试板表面油污及灰尘,并用清水冲洗干净。再进行化学清洗,即使用10%NaOH溶液清洗3~5 min→清水冲洗→30%HNO3溶液清洗3~5 min→清水冲洗→风干保存。最后,焊前用钢丝刷打磨待焊试板两侧,并用丙酮擦洗。焊后沿垂直于焊接方向截取金相观察试样,经镶嵌、打磨和抛光后,使用Keller试剂(体积比,V(HF)∶V(HCl)∶V(HNO3)∶V(H2O =1.0∶1.5∶2.5∶95.0)腐蚀15 s。采用OLYMPUS BM51M型金相显微镜观察接头横截面焊缝成形和显微组织;利用MiroMet 5103型数字式显微硬度计测试接头硬度,试验载荷100 gf,加载时间10 s;在SANS电子万能材料实验机上进行室温拉伸试验,拉伸速率为1 mm/min,拉伸试样尺寸如图1所示;采用FEI QUANTA FEG 650型扫描电子显微镜对拉伸断口进行观察。
2 试验结果及分析
2.1 焊接工艺参数
基于前期工作,在试验前确定了可获得全熔透的工艺参数范围。为了减少试验次数,可根据预测值寻找最优区域。试验采用二次通用旋转组合设计,即在其他工艺条件一定的情况下,焊接电流I和焊接速度v是决定焊缝成形的主要工艺参数,因此将焊接电流及焊接速度分别转换为x1和x2的无量纲参数,其线性变换式为
式中 xi为编码值;Zi为焊接参数;Zi0为因素零水平;∆i为变动区间。试验水平编码如表3所示。
试验依据二次正交旋转组合设计参数表选取两因子(全实施)计划方案,因此回归方程表达式为
式中 y为接头抗拉强度;b0为常数项;b1、b2为线性系数;b12为交互项;b11、b22为二次项系数。
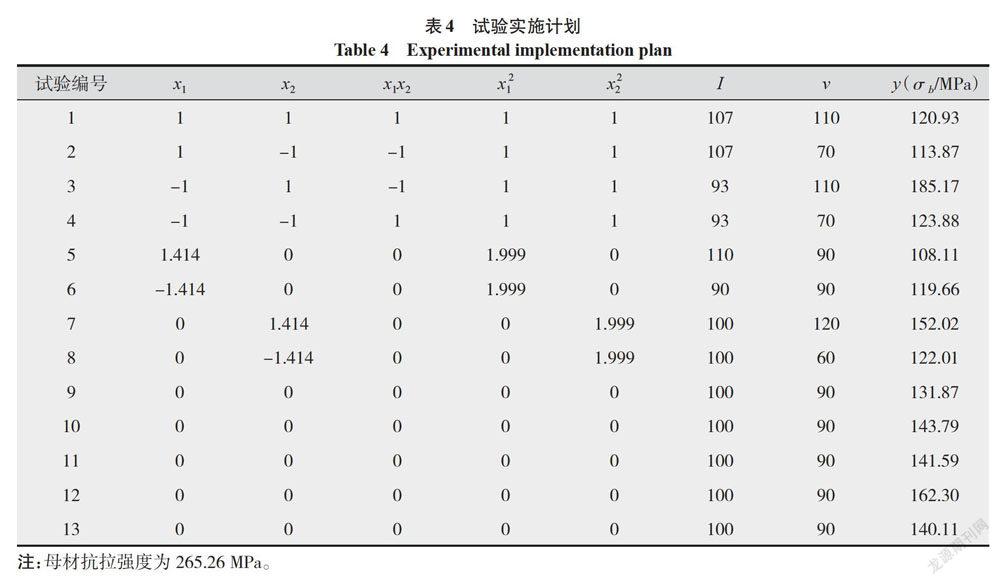
试验结果见表4,并利用Matlab软件对试验结果计算以编码值为变量的回归方程的各项系数,得到二次回归模型如下
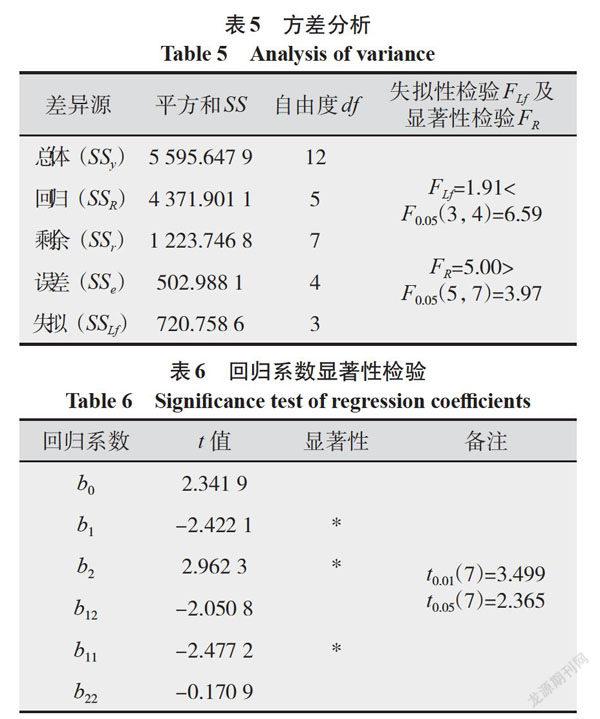
为了明确回归模型是否有意义,需对回归方程及其回归系数显著性进行检验,检验结果如表5、表6所示。对失拟平方和的F检验,即FLf=1.91<F0.05(3,4)=6.59,可知失拟在α=0.05水平上不显著,方程在该水平下没有失拟。进一步的回归方程显著性检验,可得FR=5.00>F0.05(5,7)=3.97,说明二次回归模型在0.05水平下显著,可以反映两种工艺参数对接头抗拉强度的影响。表6的结果表明,在t0.05(7)=2.365的水平下,焊接速度对接头抗拉强度影响最为显著,其次是焊接电流的平方和焊接电流,而焊接速度的平方影响最小,因此将x22剔除,并反编码得到回归方程为:
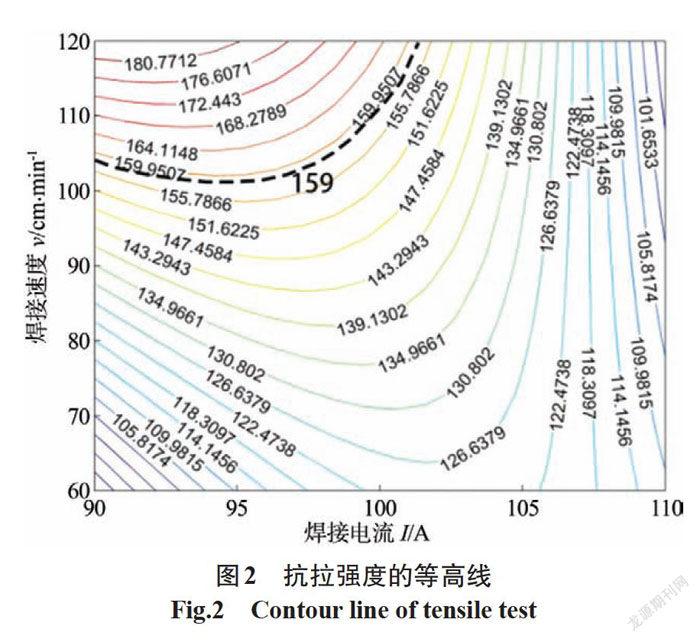
在保证焊缝全熔透的前提下,基于该抗拉强度预测方程绘制了焊接电流、焊接速度与接头抗拉强度关系的等高线,如图2所示。当焊接速度一定时,抗拉強度随着焊接电流的增大先增大后减小。当焊接电流为90~107 A时,抗拉强度随着焊接速度增大而增大,而当焊接电流为107~110 A时,抗拉强度随着焊接速度增大而减小。图2中虚线等高线的值为159 MPa(母材抗拉强度的60%),虚线左侧区域内工艺参数能够获得力学性能良好的焊接接头,右侧则为不合格的焊接接头。一般来说,在全熔透的情况下,热输入的减小有利于降低熔池溶氢量,减少气孔数量,同时低沸点合金元素Li、Mg的烧损减轻,使得较多的强化元素得以保留;另一方面,焊接速度快,热输入小,熔池高温停留时间短,使得凝固时具有较大的温度梯度和结晶速率,焊缝晶粒尺寸细化,接头力学性能提高。
在虚线左侧区域内选取焊接电流93 A、焊接速度115 cm/min进行焊接,接头抗拉强度为188.82 MPa,与预测值177.15 MPa的误差率为6.59%,说明方程拟合效果良好。
2.2 断口分析
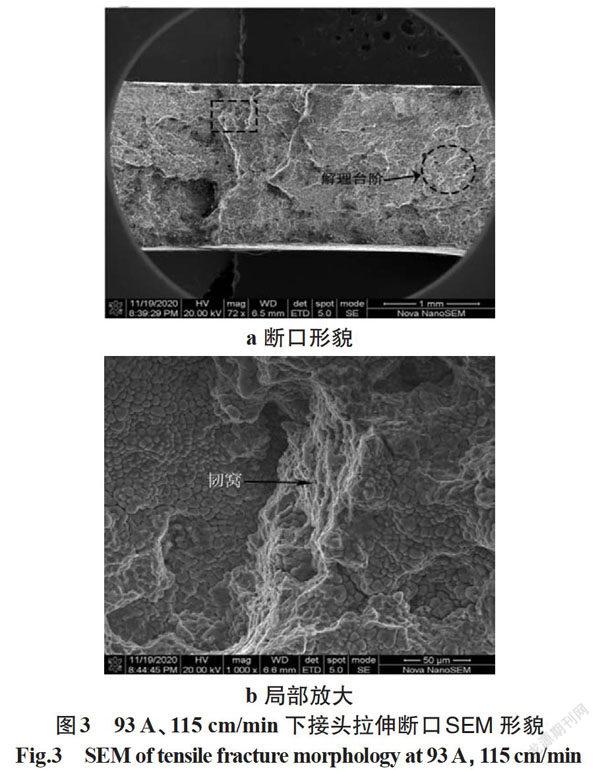
观察焊接电流93 A、焊接速度115 cm/min时焊接试样的拉伸断口,其断口形貌如图3所示。图3a中可以观察到除圆圈区域内由高低不平的解理台阶组成的“ 河流花样 ”外,还存在着少量韧窝。图3b为图3a中方形区域的局部放大图,可以清晰的发现该位置存在着大量表面光滑且完整的球状小晶粒与少量的椭圆形韧窝,说明该断口位于熔合线区靠近焊缝一侧,断口为“ 穿晶+沿晶 ”的韧脆混合断裂模式。
2.3 接头形貌
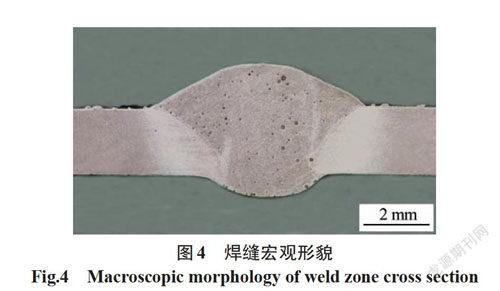
焊接电流为93 A、焊接速度为115 cm/min时的焊缝宏观形貌如图4所示。焊缝成形良好,无宏观裂纹和明显气孔,热影响区较窄,且变形小。但焊缝中仍存在着一定数量散乱分布的微小气孔,采用Image-pro plus软件对气孔进行统计,气孔平均直径为37 μm,最大直径为0.16 mm,气孔率为1.92%,其尺寸、分布与激光焊相比无明显差异。铝锂合金中活泼金属锂元素的存在,使得焊接时易吸附周围空气中的水分,导致熔池中氢含量增加,其气孔缺陷相较传统铝合金更难抑制[7]。与传统弧焊相比,CMT焊的“ 冷热相交替 ”使得热输入大大降低,加之脉冲电流的搅拌作用,焊缝气孔数量和尺寸有一定程度的减小[8]。
铝锂合金焊缝金相组织形貌如图5所示。图5a显示了四个不同的区域,根据微观组织特征可分为:热影响区(HAZ)、部分熔化区(PMZ)、等轴细晶区(EQZ)和柱状晶区(CCZ),其中图内实线区域为部分熔化区,虚线区域为等轴细晶区。与传统熔化焊的焊缝细晶区不同,焊缝熔合线区出现了EQZ与柱状晶相间的带状组织,且沿着EQZ联生结晶的柱状晶并未出现明显的长大。焊缝中心区域以大量的等轴树枝晶(EDZ)为主,如图5b所示。一般认为,熔合线区域温度较低,液体流动近乎停滞,高熔点Al3Zr、Al3(Lix,Zr1-x)等弥散相得以保留,Li元素降低了Al液体表面张力,促进以熔池边缘液态金属中弥散分布的Al3Zr、Al3(Lix,Zr1-x)等微粒成为异质形核的形核质点,而结晶前沿较小的成分过冷给予晶核充分的长大时间,使得它们呈球面发展,从而形成等轴细晶区[9-10]。
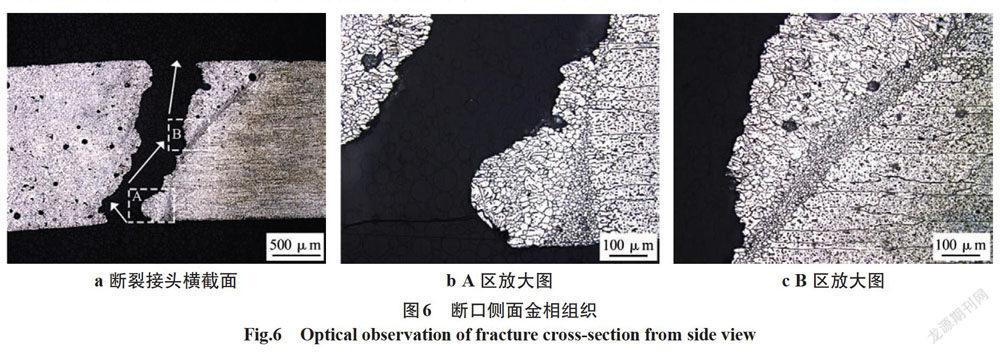
断口侧面金相形貌如图6所示,断口失效可能首先起源于等轴细晶与柱状晶转变区,为沿晶断裂(见图6b)。随后,沿着与拉伸应力呈一定角度的方向扩展,并扩展到柱状晶区断裂,由形貌可知为穿晶断裂(见图6c)。一般来说,接头断裂模式是由微观组织、溶质偏析和析出行为共同决定的。一方面,焊缝中合金元素偏析和粗大的共晶相使得晶界间结合力减弱,这些共晶相在局部变形过程中易引起应力集中,促使微孔的形核[11]。另一方面,接头组织不均匀导致应力分布不均匀,使裂纹扩展中所受到的抗力产生变化,致使裂纹扩展方向的不稳定性[12]。由图5可知,等轴细晶和柱状晶的急剧转变,导致此处变形梯度较大,这可能是此区域易产生早期微孔和沿晶断裂的主要原因。因此,等轴细晶和柱状晶转变区是接头最薄弱的地方,一定程度上限制了力学性能的提高。
3 结论
(1)基于二次通用旋转组合设计建立了2 mm厚2A97铝锂合金CMT+P焊抗拉强度预测方程 ,其中焊接速度对接头抗拉强度的影响最为显著,其次为焊接电流的平方,再次为焊接电流,焊接速度的平方影响最小。
(2)焊接电流为93 A,焊接速度为115 cm/min时的焊接接头成形良好,抗拉强度为188.82 MPa,约为母材的71.2%,拉伸断裂位于熔合线区,断口为“ 穿晶+沿晶 ”的混合断裂模式
(3)断口位于等轴细晶与柱状晶的转变区域内,此区域成为了接头最薄弱的环节,限制了力学性能的提高。
参考文献:
李劲风,郑子樵,陈永来,等. 铝锂合金及其在航天工业上的应用[J]. 宇航材料工艺,2012(1):13-19.
Rioja R J,Liu J. The evolution of AI-Li base products for aerospace and space applications[J]. Metallurgical and Materials Transactions A,2012,43(9):3325-3337.
孫中刚,郭旋,刘红兵,等. 铝锂合金先进制造技术及其发展趋势[J]. 航空制造技术,2012,401(5):60-63.
王永,胡捷,胡国平,等. 可焊铝锂合金焊接研究现状[J]. 有色金属,2002,54(1):16-18.
Wang W Q,Meng Q L,Niu L Y. Study on CMT welding of stainless steel railway vehicle body[J]. Advanced Materials Research,2014(936):1769-1774.
汪殿龙,刘淑琦,陈彦朝,等. 交流CMT焊接工艺对2198铝锂合金接头组织及性能的影响[J]. 电焊机,2016,46(2):43-47.
Kostrivas A,Lippold J C. Weldability of Li-bearing aluminum alloys[J]. International Materials Reviews,1999,44(6):217-237.
Canaby J L,Blazy F,Fries J F,et al. Effects of high temperature surface reactions of aluminium-lithium alloy on the porosity of welded areas[J]. Materials ence and Engineering A,1991,136(91):131-139.
Han B,Chen Y B,Tao W,et al. Nano-indentation investigation on the local softening of equiaxed zone in 2060-T8/2099-T83 aluminum-lithium alloys T-joints welded by double-sided laser beam welding[J]. Journal of Alloys and Compounds,2018(756):145-166.
夏令,康悦,余海松,等. 2060铝锂合金激光焊接等轴晶带及其形成机理[J]. 中国激光,2018,45(11):133-137.
Lynch S P,Muddle B C,Pasang T. Ductile-to-brittle fracture transitions in 8090 Al-Li alloys[J]. Acta Materialia,2001,49(15):2863-2874.
Li M,Li X Y,Li H,et al. A Study of Correlation between Tensile Strength and Hardness of Aluminum Alloy 2219 and its Welded Joints,2020,62(3-4):199-204.