一种新型甘油法扩散氢测试技术研究
2021-09-10张艺程蒋应田温黎明向凯杨立春
张艺程 蒋应田 温黎明 向凯 杨立春

摘要:根据相关标准,扩散氢的测试方法主要有甘油法、水银法、气相色谱法和热置换法四种。其中,甘油法的应用最普遍,使用时间最长,测试成本最低,安全性最好,因此长期在标准中得到应用。但是,甘油法的测试精度较低,特别是超低氢情况下,更是很难满足要求。最新的国家标准已经不推荐使用。在天津大学排液法基础上进行结构优化改进,从而研发了一种新型甘油法扩散氢测试技术。通过与国内通用设备KQ-3型甘油法扩散氢测量装置进行实验对比,测试结果表明,在焊条电弧焊中使用碱性焊条E5015(天津大桥),测量精度比KQ-3型设备高24%~28%,使用CO2气体保护焊时,测量精度高28%,使用氩弧焊时,测量精度高28.7%。
关键词:新测试方法;扩散氢;甘油法
中图分类号:TG44 文献标志码:A 文章编号:1001-2003(2021)05-0071-06
DOI:10.7512/j.issn.1001-2303.2021.05.13
0 前言
焊接技术是现代制造业的基础工艺,目前通过焊接生产的产品和结构对强度要求越来越高、工作的环境温度越来越低、制造规模越来越大,因此焊接制造对于工件材料和焊接材料的要求越来越高。高强钢焊接最大的难点就是焊缝产生冷裂纹,而冷裂纹产生的因素之一是焊缝金属中存在扩散氢。为了防止氢致裂纹的产生,控制焊接材料的含氢量是焊接生产中的一个必要环节。根据目前国内外标准,现行的扩散氢测试方法主要是甘油法、水银法、气相色谱法以及热置换法四种[1]。其中甘油法是最传统的测试方法,具有测试成本低、安全性好、应用广泛的特点。但是,超低氢型材料在测试中仅有极少部分氢气逸出,不能汇集成气泡,并且甘油在测试温度下具有一定的粘度,较小的气泡无法上浮,仅分散地停留在集气管壁和试件表面,从而难以准确读出扩散氢的含量,因此,在当前标准中被列入淘汰方法[2]。由于测试成本低,安全性好,在国内很多高校的焊接实验教学中仍然使用甘油法。水银法具有测试数据准确、可靠性高等优点,是目前标准推荐的主要测试方法[3]。但在测试过程中安全性较差,测试成本高,只能在一些非常专业和权威的测试机构使用。气相色谱法是一种高科技测试方法,是利用氢气与载气(氩气)较大的热物理性能(热焓值)差值进行测量,该方法测试精度可以和水银法相媲美[4],但设备投资较高,测试程序较复杂,国内只有少数高校采购此种设备,在实际应用中,很少用于本科实验教学,因此相比较而言应用量很少。热置换法是一种新型测试方法,是将带焊缝试件加热到一定高温下进行测量,这样加速了扩散氢的逸出速度,减少了测试时间[5]。
20世纪80年代初,天津大学张文钺[6]等人利用扩散氢逸出后在密闭容器内占据一定体积从而产生液位高度的变化,发明了一种排液法扩散氢测法,其测试结果可与水银法等量换算[6]。该方法一度在国内部分高校得到应用,但由于未被纳入国家标准,没有得到广泛的推广应用。本研究是在天津大学排液法的基础上,为适应当前高校教学和科研测试需要,重新设计了排液法测试设备的结构,形成了具有自主知识产权的专利方法[7]。利用本研究设计的扩散氢测量装置,采用控制变量法测量了SMAW、CO2、TIG三种不同焊接方法下扩散氢含量,并与传统的甘油法测氢设备KQ-3型测试结果进行比较。
1 集气管及测量部分的设计思路
(1)为了满足教学过程中能够直观的观察扩散氢的逸出过程,集气管部分或全部材料需要选用透明材料。
(2)为满足生产和科研,测试不同含氢量的焊接材料,液位显示管的精度应可调或变换。
(3)為防止扩散氢通过收集介质甘油从测量显示管逸出,则需要对测量显示管进行特殊结构设计。
(4)为避免在集气管入料口密封过程中产生初始液位误差,需要在入料口顶盖设置归零阀。
(5)要合理设计集气管密封结构,减少密封时间,使整个操作能够在规定范围内完成。
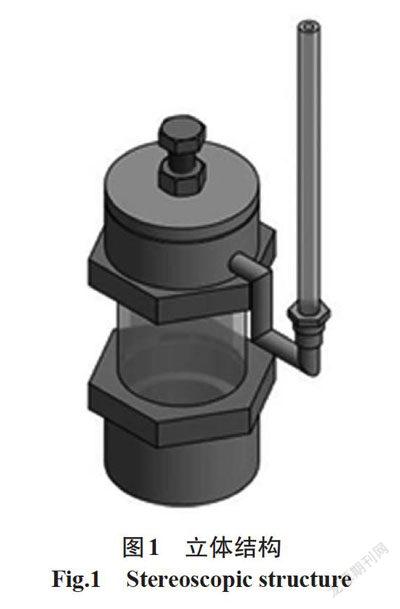
2 结构设计
根据前述思路,利用软件Inventor进行立体结构设计,如图1所示。由图1可知,扩散氢测定装置由密闭集气筒以及与集气筒相连的液位显示管两部分组成。密闭集气筒是由收集器筒体(石英管或有机玻璃管)、不锈钢下底座、不锈钢上部连接法兰、不锈钢顶盖以及内部不锈钢密封浮盖及胶圈组成。
连接法兰内部设有密封平台,并在内浮盖与密封平台间增加密封胶圈实现集气管的密封。在内浮盖中心预留φ2 mm的归零孔,保证初始液位与集气管内液面持平,通过顶盖中心的密封螺杆对归零孔进行最后密封,这样显示管的液位初始值为零或某一固定值。不锈钢顶盖与上部连接法兰采用螺纹配合连接。为了减少螺纹旋紧时间,设计采用了多头螺纹方式。
集气管由透明筒体、底座、顶部法兰组成,透明筒体采用石英管,底座和顶部法兰采用不锈钢材料,且与透明筒体采用压盖螺纹胶圈密封形式。由于石英管外表面非常光滑,其与胶圈之间的摩擦力较小,难以确保连接强度,为此在石英管上、下端面与不锈钢之间可涂敷一定量的粘接胶剂,既可以连接又起到二次密封的作用。
集气管与液位显示管间通过一个U型不锈钢管连接,目的是防止扩散氢逸出集气管外,而液位显示管与U型不锈钢管的连接则采用透明筒体与底座连接相同的方式。保证液位显示管的外径大小,通过改变液位显示管的内径大小,实现不同测量精度的调整,从而实现不同材料扩散氢含量的测试。液位显示管的刻度线可通过氢氟酸腐蚀划线,以满足测量管透明要求。
3 扩散氢的测试原理及技术要求
由于在电弧高温加热下,电弧区域内的含氢物质受热裂解为氢原子或质子溶入液态金属中,在冷却凝固过程中大部分会以气泡形式逸出。而固态金属处于高温状态下仍具有很大的溶氢量,随着温度下降,特别是在二次组织转变后,溶氢量大幅下降,这时大部分溶解的氢将会以原子扩散至焊缝外,称之为扩散氢。由于在高温组织(奥氏体)时氢的扩散速度较慢,而常温组织(铁素体)时氢的扩散速度较快,因此,为保证最大程度收集扩散氢,焊后应立即对试件进行快冷和净化处理,并迅速将焊接试件放入收集器中进行扩散氢收集。因此按照标准要求,焊后2 s内试件进行冷却,冷却10 s后进行试件清理,最终在60 s内将试件放入集气管内。根据测试标准,扩散氢的收集需要在恒温45 ℃下进行72 h。为防止集气管内残留空气因温度引起液位变化,要求集气管内的残留空气量最小化,可以将甘油在集气管内的液位保留在与内浮盖相接触处。收集结束后,根据收集体积读数进行标准化折算。根据这一要求,需要将装入试件的集气管放入到恒温箱内静置72 h。每个实验箱内可以放置12个集气管。因此,本研究专门设计一个利用智能温控器进行控温的恒温箱,如图2所示,其温度可以控制在±1 ℃。如果该装置用于教学扩散氢测试,可以用水替换甘油。为防止水蒸发造成液位显示管下降,可以在测量管端部设置一个胶皮帽进行覆盖,减少水分蒸发。
4 对比测试实验
4.1 对比实验的设计
为了对比新型扩散氢测试装置与国标型号KQ-3的精度差别,文中选用了常见的三种焊接方法进行比较,分别是SMAW、CO2及TIG,其中SMAW采用碱性焊条,正接和反接两种形式。焊接参数如表1所示。
4.2 扩散氢测试实验的基本操作过程及步骤
4.2.1 焊前准备
(1)焊接试样。加工出尺寸130×20×12的试件和20×12×40的引弧板与收弧板。并进行250 ℃×
7 h烘干,去除试件表面的氧化物。
(2)试样编号及称重。对每个试件进行编号,使用精度为0.1 g的电子秤测量试件的初始重量G0。
(3)测氢装置的准备。KQ-3型测氢设备需要将集气管内充满甘油;新型测试装置需要提前在集气管内装一定量的甘油,并使甘油液面与液位显示器U型管部位持平,同时将U型管内装满甘油。
4.2.2 焊接
将试件放置在有铜镶块的工作台上,在试件两端放置引弧板和收弧板,在工作台边缘放置冷却水槽。在实验过程中,按照规定弧长要求进行焊接,并且注意在焊接过程中不能出现灭弧,否则需换新试件进行实验。
4.2.3 冷却及清理
焊接停弧后2 s内立即将试件投入到冷水中,并摆动冷却,待冷却10 s后取出试件。用铁锤敲击掉两端的引弧板与收弧板,随后清理焊缝表面的残留熔渣,使用脱脂棉沾取少量丙酮擦拭试件表面并使用冷风吹干试件。
4.2.4 氢气量收集及折算
将处理干净的试件在60 s内放入集气筒中并完成装置密封,将测氢装置放置在45 ℃恒温环境保存72 h。KQ-3型直接读取刻度数值即可,自制测氢装置则计算液位高度差得到数值。根据测得的扩散氢量、试件重量的差值、测试点的大气压及温度测试值等按照式(1)进行标准值换算。
式中 [H]扩为标准状态下100 g熔敷金属中的扩散氢含量;V为集气管中收集的扩散氢气量;P0为标准大气压(760 mmHg);P为试验环境大气压;T0为标准大气的温度(273 K);T为集气管内的温度(单位:K);G0为试件原始重量(单位:g);G为试件焊后的重量(单位:g)。以同样的规范和条件按上述程序重复4组实验,测定结果取4个试件扩散氢量的平均值为最终测量值。
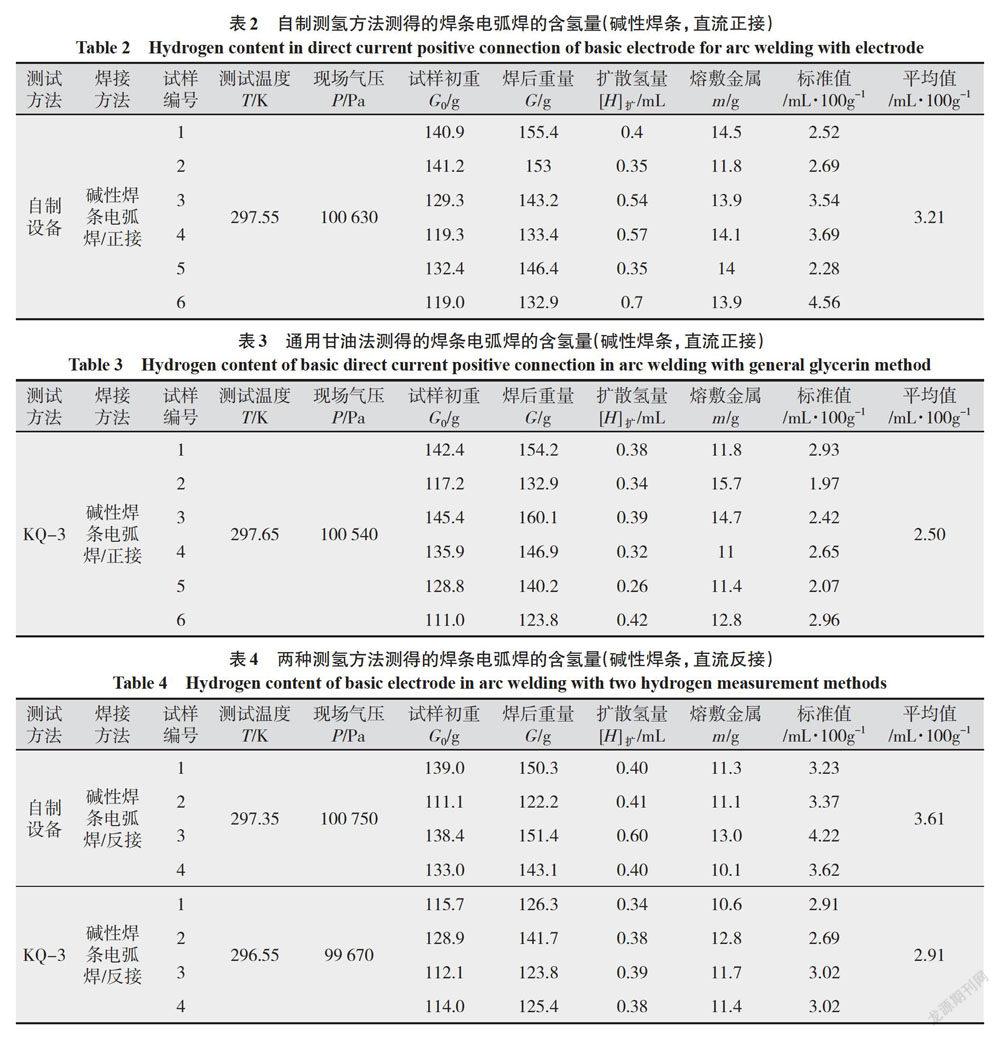
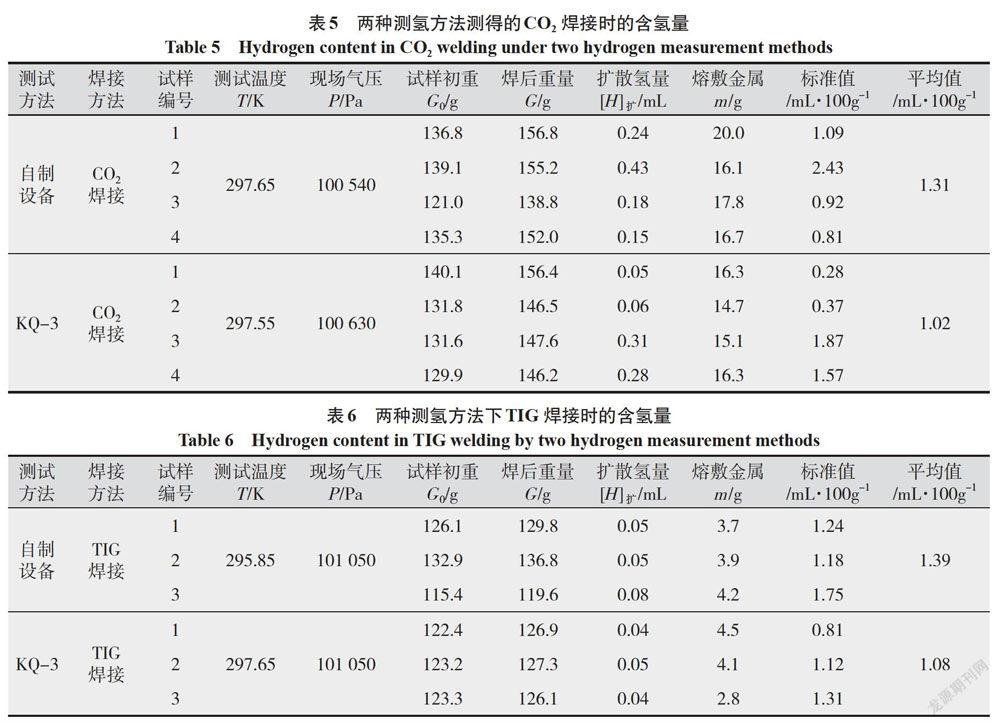
4.2.5 4种焊接工艺方法扩散氢含量对比实验结果分析
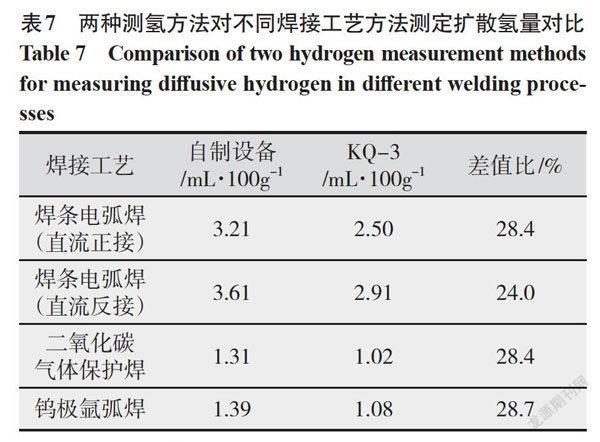
采用两种测氢方法对4种焊接工艺的焊缝扩散氢含量进行测量见表2~表7。可以看出,在SMAW(正接和反接)、CO2、TIG等不同的焊接方法下,自制设备所测得的扩散氢量均高于KQ-3型测氢仪。
4.2.6 新型测氢仪在扩散氢逸出速度测试中的应用
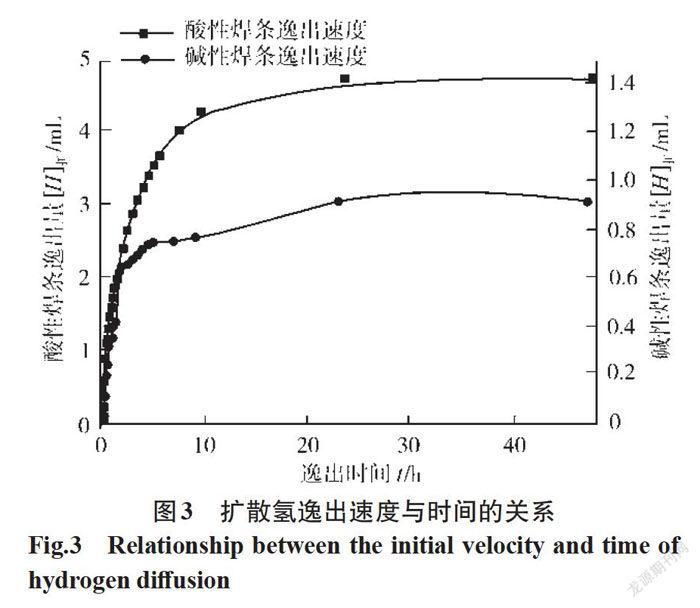
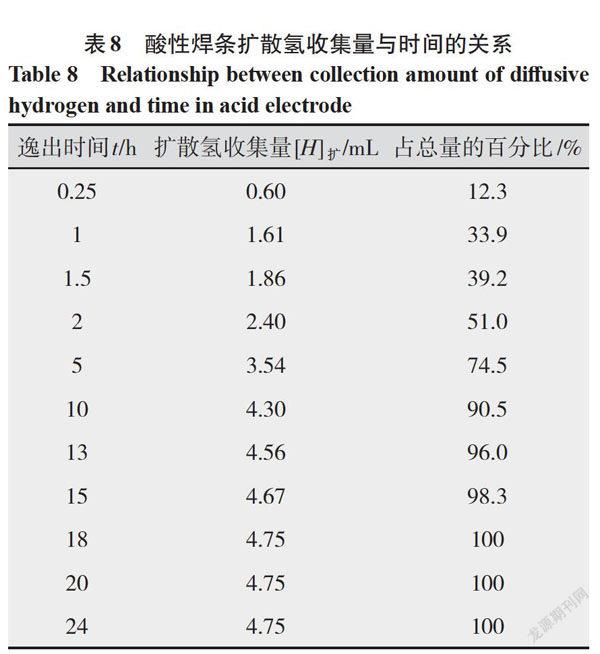
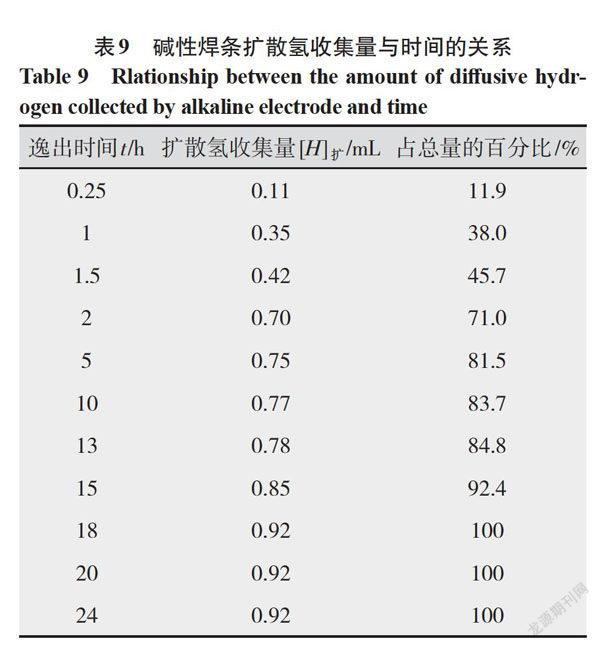
扩散氢的存在直接影响到高强钢延迟裂纹的产生,因此在很多情况下,扩散氢的扩散过程也是研究者的关注点。甘油法虽然能够观察到氢气的逸出过程,且根据逸出氢气泡的数量大致确定在焊后某个时段的逸出量,但是要准确标定某一时段氢气的逸出速度,甘油法以及其他实验方法都难以实现。而本研究设计的扩散氢设备则可以根据某一时段的液位变化量折算出相应时段氢气的逸出速度。两种焊条焊后24 h内焊缝氢气逸出量如表8、表9所示,酸性焊条和碱性焊条焊后焊缝逸出氢气量随时间变化的曲线如图3所示。由表8、表9可知,扩散氢的逸出过程主要是在焊后10个小时内发生,在18 h左右可以认定为全部逸出。由图3可知,0~5 h扩散氢逸出速度最快,在前5 h内扩散氢逸出量达到总量的75%~80%,在18 h后曲线趋于稳定。
5 结论
(1)为了适应超低氢型焊接材料发展的需要,在天津大學排液法的基础上创新研发了一种新型的扩散氢测量装置。
(2)采用碱性焊条电弧焊(正接和反接)、CO2气体保护焊和钨极氩弧焊三种常用焊接工艺,与传统扩散氢测试设备KQ-3进行精度对比。实验结果表明,自制设备的测量精度比KQ-3型设备分别高24%~28% (焊条电弧焊,碱性焊条),28%(CO2焊)和28.7% (TIG焊),在超低氢材料测试方面存在优势。
(3)自制扩散氢设备测试成本低,操作简单,既能直观地观察氢气逸出过程,又能准确测量扩散氢的逸出速度,适合应用于教研,尤其是本科教学。
参考文献:
宋北,马青军,杨子佳,等.熔敷金属中扩散氢测试方法的研究进展[J].机械制造文摘—焊接分册,2016(1):41-43.
GB/T 3965-2012,熔敷金属中扩散氢测定方法 [S].
王移山,尹士科.水银法测定焊缝扩散氢的影响因素[J].钢铁研究学报,2002,11(1):59-62.
漆廷邦,刘景美,雷素范. HD-2扩散氢测定仪[J].冶金分析,1994(1):55-57.
罗雪梅,卜华全.热导法测定熔敷金属中扩散氢含量[J].石油化工设备,2013(1):75-77.
张文钺,杜则裕,许玉环,等.排液法测定熔敷金属中扩散氢的研究[J].天津大学学报,1982(4):77-92.
辽宁石油化工大学.焊缝熔敷金属扩散氢测试器[P].中国专利,CN201220115440.8. 2012.10.3.