从拜耳法赤泥中提取钪
2021-07-20刘蕊陈金珠刘子琪任家樑
刘蕊,陈金珠,刘子琪,任家樑
(1.贵阳铝镁设计研究院有限公司,贵州 贵阳 550000;2.长安大学 水利与环境学院,陕西 西安 710054;3.长安大学 经济与管理学院,陕西 西安 710054;4.长安大学 都柏林国际交通学院,陕西 西安 710054)
赤泥是制铝工业中的副产品。全球范围内,累积赤泥约40亿t[1]。数亿吨赤泥需地方放置,但放置面积有限,且赤泥的碱性及放射性对土壤和环境造成一定的污染[2],所以赤泥的后续处理极为重要。
钪因其特殊的物化性质被应用于电子工业、核技术、冶金等方面[3-4]。含钪的矿石有800多种[5-6],却难在同种矿石中回收高纯的钪。而在制铝工业中,钪被集于赤泥中[7],质量分数最高可达0.02%(按Sc2O3计)[8]。故从赤泥中回收钪[9-11]是一种极有效的办法。
依上述背景,本文采用硫酸浸法,从拜耳法赤泥中提取钪,并探究浸出温度、硫酸浓度和浸出时间对浸出率的影响,确定最佳回收条件。
1 实验部分
1.1 试剂与仪器
拜耳法赤泥来自贵州铝厂,主要成分见表1。

表1 拜耳法赤泥成分Table 1 Bayer red mud element
硫酸为分析纯。
BT-224S电子天平;PHS-3C型精密pH计;SHB-III循环水真空泵;D-8401型多功能搅拌器;DK-98-1型电热恒温水浴锅;X101-2型电热鼓风干燥箱。
1.2 实验方法
拜耳赤泥样品首先在鼓风干燥箱中干燥,然后研磨和筛分。使用电子天平称取50.0 g赤泥试样于烧杯中,缓慢加入不同浓度的硫酸,边加入边搅拌,直至混合均匀,然后恒温浸出一段时间。酸浸结束后,立马将烧杯中的物质倒在漏斗中,进行2~3次真空过滤。过滤后,检测钪的含量,数据处理后得钪的浸出率。
2 结果与讨论
2.1 浸出温度对浸出率的影响
为研究浸出温度对钪浸出率的影响,在硫酸浓度为4 mol/L,浸出时间为1 h,浸出液固比为5∶1的条件下进行实验,结果见图1。
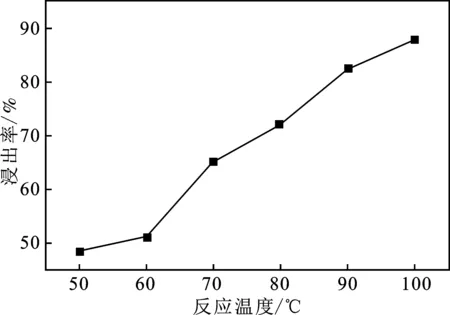
图1 浸出温度对浸出率的影响Fig.1 Effect of leaching temperature on leaching rate
由图1可知,钪的浸出率与温度呈正相关。这是因为温度升高,分子的运动速率加快,提高了表面化学反应[11],同时降低反应粘度[8],从而提高了钪的浸出率。温度从50 ℃提高到60 ℃,浸出率提升不明显,但当温度升高到70 ℃时,浸出率有大幅度提升。同时也可以观察到,温度从80 ℃提高到90 ℃,浸出率也有较大幅度提升。所以综合考虑浸出率、能量效益及其他因素,在选择适宜的浸出温度时,应考虑浸出温度在80~90 ℃。
2.2 硫酸浓度对浸出率的影响
根据上述温度数据反馈,选择在温度T=363.15 K,其他条件同上的情况下进行实验,探究不同硫酸浓度对钪浸出率的影响,结果见图2。
由图2可知,硫酸浓度为4 mol/L,钪的浸出率达到峰值,为78.2%,优于王翠珍等[12]使用的相同氢离子浓度的盐酸浸出效果。当酸度较低(<4 mol/L) 时,浸出液中硅酸增加,形成凝胶[13]可吸附浸出液中的钪。而酸度较高时(>4 mol/L),由于钪与铁的物理性能相似[14],铁的存在会影响钪的浸出,钪的浸出率减小。故为了保证较高的浸出率,硫酸浓度可以为4 mol/L。
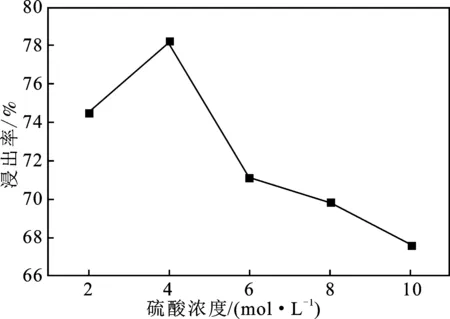
图2 硫酸浓度对浸出率的影响Fig.2 Effect of sulfuric acid concentration on leaching rate
2.3 浸出时间对浸出率的影响
基于上述两个实验数据及结论,可以选择在温度T=363.15 K硫酸浓度为4 mol/L,考察浸出时间对钪浸出率的影响,结果见图3。
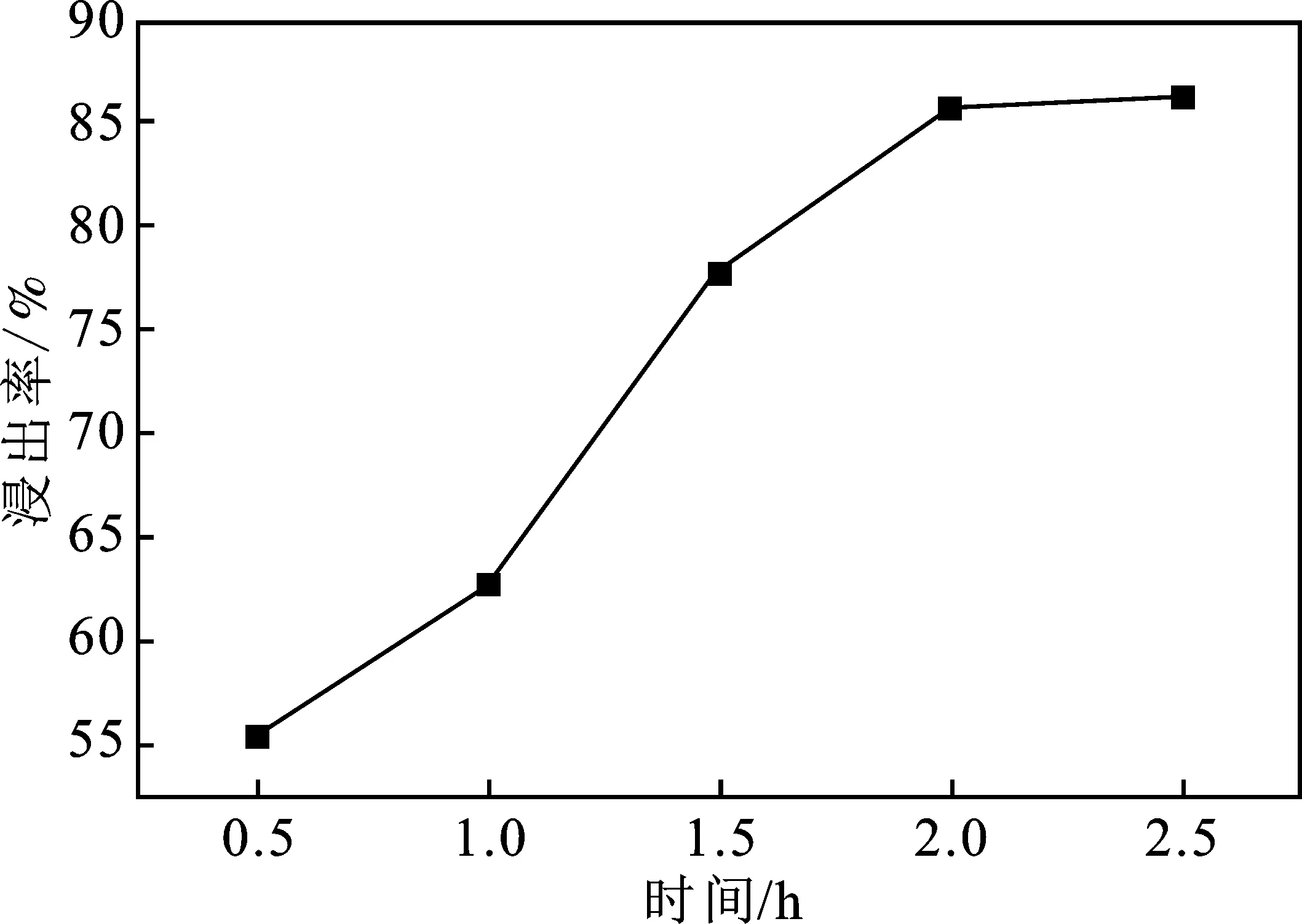
图3 浸出时间对浸出率的影响Fig.3 Effect of leaching time on leaching rate
由图3可知,浸出时间越长,钪的浸出率越高,但当浸出时间超过2.0 h后,钪的浸出率基本和2 h时的浸出率保持一致。其原因可能是浸出液中SiO2含量较高,放置时间过长易形成凝胶[15],会吸附部分钪。因此,为缩短时间,提高实验效率,并且保持较高的浸出率,浸出时间应为2 h。
综合考虑温度、浓度及浸出时间的影响,最终确定在硫酸浓度为4 mol/L,浸出温度为363.15 K,浸出时间为2 h时,进行实验,得到钪的浸出率最高为85.8%,结果优于李望等[16]使用酸浸法对钪的浸出结果。
3 结论
本文通过硫酸浸法回收拜耳法赤泥中钪元素,并且优先考察了温度对钪浸出率的影响, 确定了温度之后,再探究不同硫酸浓度和浸出时间对其的影响,分析实验数据,总结规律, 确定最佳回收条件。结果表明,钪的浸出率随着温度的升高而增加。当硫酸浓度为 4 mol/L时,钪的浸出率达到最大值,钪的浸出率随着浸出时间的增加而增加,但浸出时间超过2 h后,钪浸出率提升幅度不大。因此,当硫酸浓度为4 mol/L,浸出温度为363.15 K,浸出时间为2 h时,钪的浸出率最高,为85.8%。
